
印度铁路车轴加工质量与效率的提升
2021-12-22 11:14孙强孙志宏贾广林
金属加工(冷加工) 2021年12期
孙强,孙志宏,贾广林
中车大同电力机车有限公司 山西大同 037000
1 序言
车轴是轨道车辆和机车最重要的部件之一,其安全性直接关乎车辆的行车安全。印度铁路车轴是一种多台阶细长轴,长度直径比大,在磨削力和磨削热的作用下易产生锥形、腰鼓形及振痕等多种缺陷,造成工件径向圆跳动和同轴度超差。另外,由于印度铁路车轴现有生产线生产效率低,每月(两班)产量仅700根,无法满足月产1500根的能力要求,所以对其加工质量和效率进行提升显得尤为重要。
2 原工艺及存在的问题
在普通外圆磨床磨削轴颈、防尘座后,由于表面粗糙度值达不到图样要求的Ra=0.8μm,所以需要再对轴颈、防尘座及圆弧进行滚压。在滚压之后车轴轴颈会出现洼心,圆柱度也普遍不能满足要求,甚至有部分车轴轴颈因尺寸偏小而造成车轴直接报废。
印度铁路车轴原加工工艺流程为:铣端面、钻中心孔→半精车外圆→超声波探伤→精车外圆→钻孔、攻螺纹→磨轴颈→磨轮座、防尘座→滚压→磁粉探伤→打印标识。
依托新八轴机车生产线实现混线生产,生产线平衡率46.3%,单日产量(两班)仅28根,无法满足要求。各工位生产能力见表1。
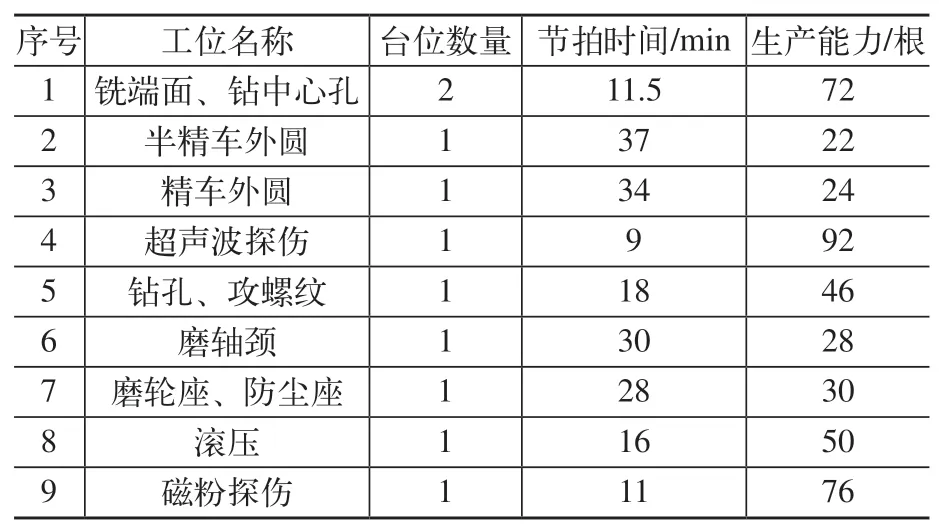
表1 各工位生产能力
磨轴颈工序加工要求如图1所示,磨轮座工序加工要求如图2所示,滚压工序加工要求如图3所示。原磨削工艺存在如下问题:①一次校检合格率50%,返修率高。②效率低,占用3台设备,需6次装夹。③磨削工序为加工瓶颈,如果磨削工序提高加工速度,则车轴生产效率将显著提高。

图1 磨轴颈工序加工要求

图2 磨轮座工序加工要求
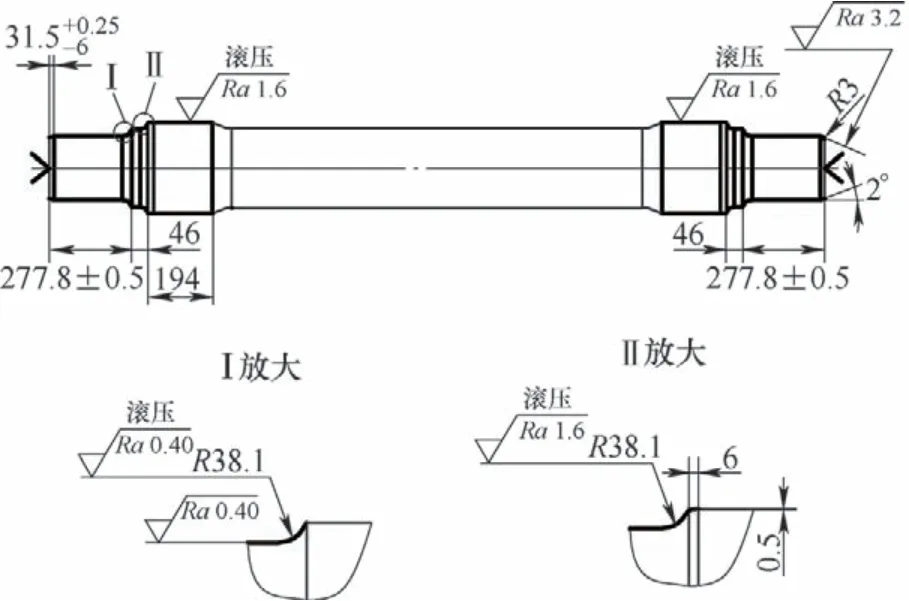
图3 滚压工序加工要求
印度铁路车轴外圆尺寸偏差要求为±0.5mm,外圆表面粗糙度值Ra=6.4μm,原加工工艺为半精车→精车→探伤,但是存在如下问题:①加工时间长,单根加工时间65min,加上辅助时间6min,共71min,每班完成6根。②加工成本高,精车、半精车刀具费用高。
总体来看,车间设备利用率低,有多台设备闲置,各工序设备数量配置不合理。
3 工艺优化
针对印度铁路车轴加工生产线效率低、返修率与废品率高等问题,优化工艺方案如下。
1)根据车轴的外形与尺寸,设计的成形砂轮结构如图4所示。编制成形砂轮采购技术规范,指导成形砂轮采购。
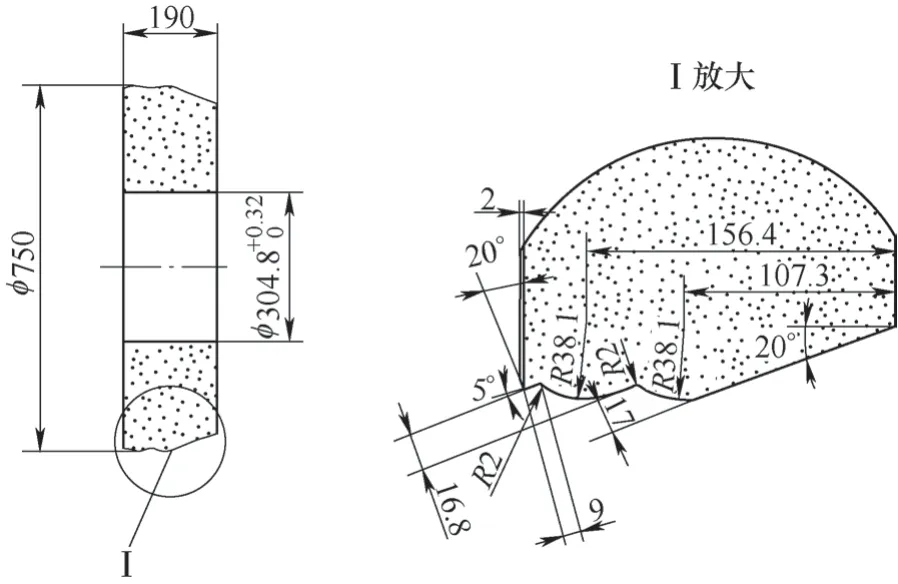
图4 成形砂轮结构
优化砂轮修整程序,在保证车轴产品质量符合图样要求的前提下,减少车轴加工过程中修整砂轮的次数。
由于机床导轨磨损,影响车轴磨削质量,因此重新定位,避开磨损位置。针对中心孔不圆、磕碰等问题,增加钳工修整,在加工时成形铣床空转两圈。
采用成形磨削工艺,实现轴颈、防尘座及圆弧一次磨削,代替之前的普通磨削加滚压。设备由普通外圆磨床MQ1350,改为数控成形磨床103110 PF61 S3000。改进后的工艺流程为:磨轴颈、防尘座及圆弧→磨轮座、轴颈、防尘座及圆弧。磨轴颈、防尘座及圆弧工序加工要求如图5所示,磨轮座工序加工要求如图6所示,工艺改进前后表面质量如图7所示。由图7可以看出,工艺改进后车轴表面质量得到了很大的改善。
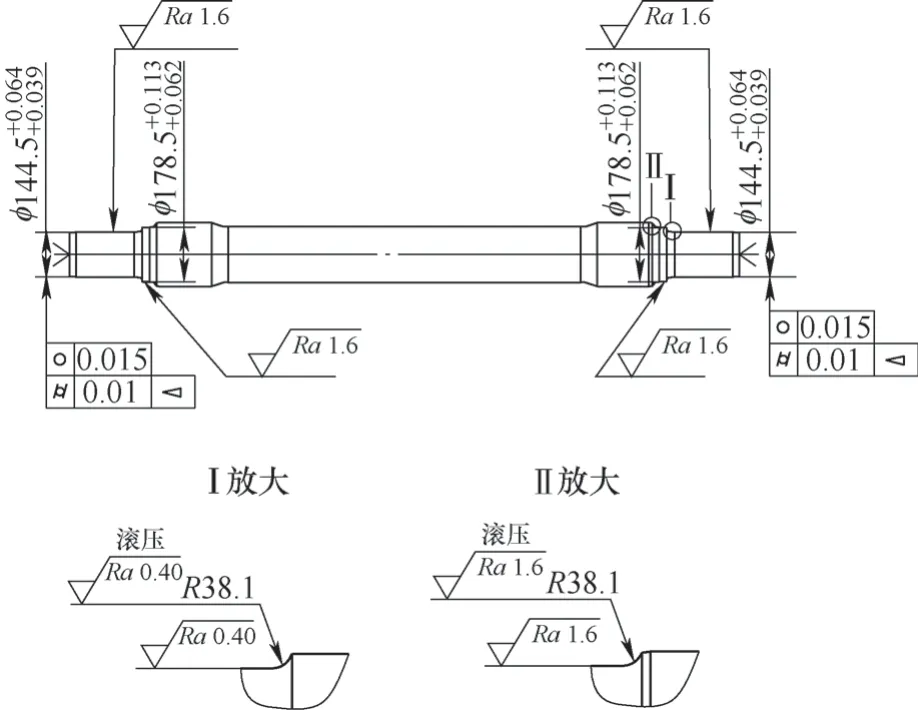
图5 磨轴颈、防尘座及圆弧工序加工要求

图6 磨轮座工序加工要求
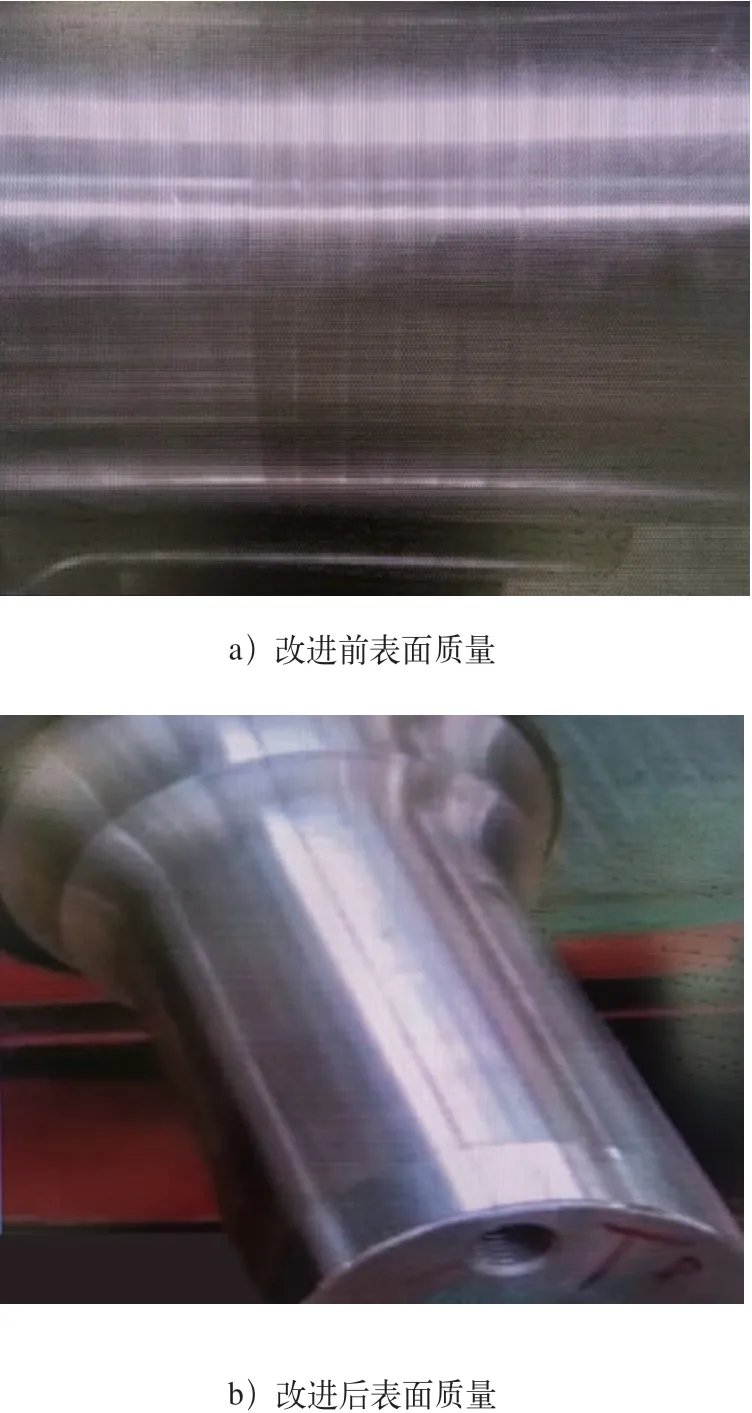
图7 工艺改进前后表面质量
2)改进工艺,取消半精车工序,只留精车工序。改进后外圆尺寸偏差±0.5mm可以满足,而外圆表面粗糙度超差,需做如下改进:①设备改为乔福S T130C机床,精度高,精车就能满足外圆公差及表面粗糙度要求。②刀具改用住友DNMM150608WF刀片。③修改切削参数,转速增加,进给量减小,保证外圆表面粗糙度值Ra=6.4μm,满足探伤要求。
取消半精车工序可节省一半加工时间,每班加工车轴12根,每根可节省:工时费用450元,设备消耗费用约330元,半精车刀片费用100元,桥式起重机及辅助人工费用150元。
优化后的印度铁路车轴加工工艺流程为:铣端面、钻中心孔→精车外圆→超声波探伤→钻孔、攻螺纹→磨轴颈、防尘座及圆弧→磨轮座→磁粉探伤→打印标识。
3)合理配置各工序设备数量,利用车间闲置设备5台,其中数控磨床2台、数控车床2台及数控镗床1台,使生产线生产能力、平衡率大幅提升。工艺优化后各工位生产能力见表2。同时,对班组相关操作人员进行现场培训,要求严格执行工艺要求。

表2 工艺优化后各工位生产能力
4)随着印度铁路车轴单日产量逐步提升并趋于稳定,生产线桥式起重机使用频次增加,行进路线冲突,物流效率降低,工位等待时间延长。于是采取如下措施:①调整交检工位平面位置,优化物流路径,消除工序折返。②运用标准作业票进行作业分析,优化工位定置,实现工位物料就近存放。③实行线下物料配送,增加过跨转运小车、车轴发送架,提升物料配送效率。④合理设定工位物料在制期量,按期量配备物料存储器具,加强物料三定管理。
4 结束语
通过优化工艺技术改善产品质量,控制质量损失率为0.6%。通过平衡生产线能力、改善物流配送等,建立节拍化生产管控模式,不仅生产节拍达到16min/根,生产效率提升85%,而且生产线平衡率提升至85.2%,达到月产1500根的能力要求,有效提高了印度铁路车轴的加工效率和质量。
猜你喜欢
机械工业标准化与质量(2022年7期)2022-08-12
科学导报(2022年6期)2022-02-06
上海涂料(2021年5期)2022-01-15
制造技术与机床(2019年12期)2020-01-06
名城绘(2019年3期)2019-10-21
制造技术与机床(2019年7期)2019-07-22
制造技术与机床(2019年6期)2019-06-25
制造技术与机床(2018年11期)2018-11-23
中小企业管理与科技·中旬刊(2018年2期)2018-03-10
制造技术与机床(2017年8期)2017-11-27
