
酸解淀粉/PBAT复合膜的制备及其性能研究
2021-12-21 05:22:22吴世蕾翟晓松王文涛侯汉学
中国粮油学报 2021年11期
吴世蕾 翟晓松 王文涛 侯汉学
(山东农业大学食品科学与工程学院;山东省粮食加工技术工程技术研究中心,泰安 271018)
石油基塑料包装材料因其质轻价廉和优良的应用性能,在生产、生活中应用广泛。但是传统石油基塑料制品在自然条件下难以降解性,造成了严重的环境污染。因此,可降解包装材料的研究与开发已引起国内外的高度重视。淀粉是一种来源广泛、价格低廉、可完全生物降解的可再生资源,被认为是最具发展潜力的天然生物可降解材料之一[1]。但纯淀粉材料脆性大、力学强度低和阻水较差等缺点限制了其推广应用[2]。因此,目前国内外研究将淀粉与生物降解聚酯进行共混,通过添加增塑剂、增强剂、交联剂等,使共混物力学和阻水性能显著提高[3]。
PBAT是一种脂肪族-芳香族共聚酯,不仅有良好的生物降解性,而且还具有优异的机械性能,作为聚乙烯的潜在替代品,引起了广泛关注[4,5],但由于其价格高造成无法广泛应用。近年来,将淀粉与PBAT共混制备包装材料成为一种可行的解决办法,可以达到降低成本,提高性能的目的。Nunes等[6]对不同比例的淀粉/PBAT共混物进行了物理性能的研究,结果表明断裂伸长率和拉伸强度随着淀粉含量的增加而降低。Pan等[7]研究了马来酸酐接枝的热塑性淀粉与PBAT不同比例混合对薄膜性能的影响,发现随着PBAT含量的增加,复合膜疏水性能提高,但复合膜中淀粉含量较低。此外,我们发现酸解淀粉的颗粒较小、黏度较低,且其结晶度高[8],能与聚酯形成大量的小结晶,增强了分子间作用力,使薄膜更加密实,从而有利于提高淀粉膜的机械性能和阻水性能。目前,酸解淀粉的主要工业应用是在造纸、纺织等领域,在生物降解薄膜中的应用鲜有报道。因此,本研究选用酸解淀粉与PBAT共混吹膜,研究淀粉/PBAT比例对复合膜结构和性能的影响,以期制备出性能优良的淀粉基复合膜,为促进淀粉基材料的推广和应用提供参考。
1 材料与方法
1.1 材料与试剂
酸解淀粉(玉米改性淀粉,含水量11.12%);PBAT(BiocosafeTM2003 F,密度为1.25 g/cm3,熔点为115 ℃);纳米黏土DK3;甘油、柠檬酸均为分析纯。
1.2 仪器与设备
SHR-50高速混合机,SHJ-20B双螺杆挤出机,SCM-50单螺杆挤出吹膜机,XNR-400D熔体流动速率仪,MCR 302智能模块化流变仪,D8 ADVANCE型X-射线衍射仪,Nexus iS5傅里叶变换红外光谱仪,QUANTA FEG 250扫描电镜,JC2000C1接触角测量仪,XLW(PC)智能电子拉力实验机,PERMETM W3/030水蒸气透过率测试仪,VAC-V1气体渗透仪。
1.3 方法
1.3.1 不同比例酸解淀粉/PBAT复合膜的制备
将酸解淀粉、PBAT、纳米黏土和柠檬酸等固体物料置于高速混合机中低速(5 Hz)混合5 min,通过助剂阀门将甘油缓慢加入高速混合机中高速(20 Hz)混合10 min,所得的物料在室温下放置24 h。然后将混合的物料通过双螺杆挤出机进行挤压造粒,挤出机的各区温度设定为105、115、125、135、115、95 ℃,螺杆转速为200 r/min,制得的物料经冷切粒机切成粒料。利用单螺杆挤出机进行挤出吹膜,吹膜机的各区温度设定为110、125、135、145、130、115 ℃,螺杆转速为30 r/min。样品标记为SXPY,其中X是淀粉的质量分数,Y是PBAT的含量。

表1 不同比例的酸解淀粉/PBAT复合膜的原料配比
1.3.2 熔体流动速率
根据GB/T 3682.1—2018测试标准,用熔体流动速率仪测定淀粉/PBAT共混物粒料的熔体流动速率。测试温度设定为125、135、145、155 ℃,负荷为3.8 kg,挤出物切断时间间隔10 s,每份样品重复测定5次,取平均值。
1.3.3 流变行为分析
将淀粉/PBAT粒料在145 ℃条件下热压制成1 mm厚的薄片。利用MCR 302智能流变仪测试淀粉/PBAT共混物的流变性能。测试样品为厚度1 mm,直径25 mm的圆片。测试温度为145 ℃,剪切角频率为0.1~100 rad/s,应变为1%。
1.3.4 酸解淀粉/PBAT复合膜的红外光谱(FT-IR)
通过傅里叶红外光谱分析仪对样品进行红外光谱分析,测量的波长范围为4 000~500 cm-1,分辨率为4 cm-1,累计扫描32次。
1.3.5 酸解淀粉/PBAT复合膜的X-射线衍射(XRD)
通过X-射线衍射仪对样品进行测试,扫描范围为2θ=1°~40°,测试速率为0.02(°)/s。
1.3.6 酸解淀粉/PBAT复合膜的扫描电镜分析
通过扫描电子显微镜观察复合膜表面和断面的微观形貌,观察之前进行喷金处理,加速电压6 kV。
1.3.7 酸解淀粉/PBAT复合膜的力学性能测试
通过智能拉力实验机对复合膜进行力学性能测试,参照GB/T 1040.1—2006。将薄膜分别沿挤压吹塑的纵向和横向裁剪成150 mm×15 mm的长条,探头初始夹距为100 mm,探头的移动速度为100 mm/min,每组样品重复测定6次,取平均值。
1.3.8 酸解淀粉/PBAT复合膜的水接触角测试
利用接触角测定仪测量复合膜的水接触角。选取平整、光滑、无皱褶的样品,裁成4 cm×2 cm的长条进行测试,用精密注射器滴一滴去离子水到样品表面,并在接触发生后10 s时对接触界面进行拍照,用接触角软件分析淀粉膜表面与液滴切线的接触角,每组样品重复测定6次,取平均值。
1.3.9 酸解淀粉/PBAT复合膜的水蒸气渗透系数(WVP)
利用水蒸气透过率测试仪测定淀粉膜的WVP。选取表面平整,厚度一致且无破损的薄膜样品,将其切成3个半径为40 mm的圆,然后固定在量湿杯中,预热时间为4 h测试湿度为90%,测试温度为38 ℃,称重间隔为120 min,每组样品重复测定3次,取平均值。
1.3.10 酸解淀粉/PBAT复合膜的氧气渗透系数(OP)
利用气体渗透仪测定淀粉膜的OP。选取表面平整,厚度一致且无破损的薄膜样品,将其切成半径为50 mm的圆,然后固定在渗透池上,通过将氧气透过率除以薄膜两侧之间的氧气压力的数值差,然后将其乘以薄膜的平均厚度来获得OP值。每组样品重复测定3次,取平均值。
1.3.11 数据分析
利用SPSS21.0软件中的Duncan方差分析,在显著性水平α=0.05下对数据进行差异显著性分析;采用Origin 94软件作图。
2 结果与分析
本研究旨在通过添加PBAT来提高淀粉膜的性能。在吹膜过程中,S100P0、S85P15两个样品由于淀粉含量太高而无法吹膜,因此对于复合膜的性质测定只有S70P30、S55P45及S40P60三个样品。
2.1 不同比例酸解淀粉/PBAT共混物的熔体流动速率分析
熔体流动速率是表征聚合物熔体加工性能的重要参数。从图1可以看出,同一温度下,淀粉/PBAT共混物熔体流动速率低于纯PBAT,而高于纯淀粉。与大多数高分子材料一样,同一配比的淀粉/PBAT共混材料的熔体流动速率随着温度的升高而增大。温度升高,流动性提高,这主要是由于较多的能量使分子链的运动能力增强,进而自由体积增大,分子链间的阻碍作用减弱造成的[9]。同时,淀粉/PBAT共混物的熔体流动速率随着PBAT含量的升高而增大,说明PBAT的加入能明显改善共混物的流动性,这是因为纯PBAT的熔体流动速率相比纯淀粉较高,流动性较好。

图1 不同比例酸解淀粉/PBAT共混物的熔体流动速率
2.2 不同比例酸解淀粉/PBAT共混物的流变性质分析
聚合物的流变行为提供了其可加工性的基础知识。图2是不同比例淀粉/PBAT共混物的储能模量(G′)、损耗模量(G″)和复合黏度(|η*|)剪切速率(ω)的变化曲线。如图2a所示,所有样品的G′随剪切速率的增大而增大,这是由于分子链段活动能力变弱,从而对剪切应力产生抵抗作用,剪切频率越大,抵抗作用越强[10]。此外,淀粉/PBAT共混物的G′随着PBAT含量的增加而逐渐降低,这是由于PBAT的加入使体系分子链间的缠结密度下降,分子链段之间的流动阻力减弱,从而引起模量的降低[11]。从图2b可以看出,淀粉/PBAT共混物的G″都随着剪切速率的增加而逐渐增大,这是因为剪切速率变化的越快,分子链之间的摩擦由于剪切的快速变化而逐渐增大,从而损失的能量也逐渐增多,因此损耗模量逐渐增大。淀粉/PBAT共混物的G″也随PBAT含量增加而降低,这说明对于分子内消耗能量起决定作用的是淀粉的分子链移动所产生的摩擦,因此PBAT添加量越大,摩擦所损耗的能量越少。从图2c可以看出,所有样品的|η*|随着剪切频率的增大而呈现出下降的趋势,表现出了剪切变稀的假塑性流体的行为[12]。其中纯淀粉样品表现出最高的|η*|,并且随着PBAT含量的增加,淀粉/PBAT共混物的|η*|逐渐降低,表明PBAT的加入促进了共混物中分子链的移动,这与熔体流动速率实验结果相一致。

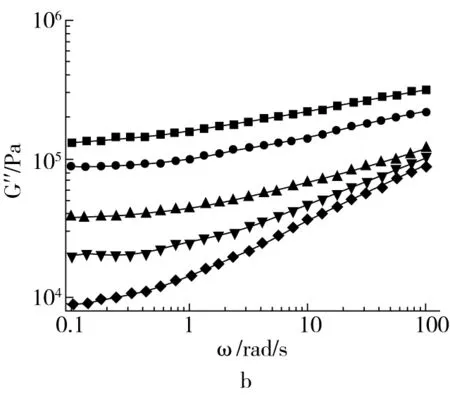

图2 不同比例酸解淀粉/PBAT共混物的流变曲线
2.3 不同比例酸解淀粉/PBAT复合膜的XRD分析
XRD可以对聚合物/黏土纳米复合材料的插层和剥离结构进行定性和定量分析。由图3可知,纯黏土的XRD图谱在2θ=3.015°处出现衍射峰,其对应的层间距为2.928 nm。添加PBAT后,S70P30,S55P45,S40P60薄膜分别在2θ=2.363°、2.225°、2.106°处出现衍射峰,对应的层间距依次为3.704、3.968、4.191 nm。由图3可知,所有薄膜样品均呈现明显的衍射峰,表明形成了插层的纳米复合结构,并且随着PBAT含量的增加,衍射峰逐渐向低角度方向移动,黏土的层间距增加,说明PBAT可以有效地促进淀粉/PBAT体系与黏土形成纳米插层结构[13]。这可能是由于PBAT的添加促进了聚合物链在挤出过程中进入纳米黏土中间层[14]。

图3 黏土和不同比例酸解淀粉/PBAT复合膜的X-射线衍射图
2.4 不同比例酸解淀粉/PBAT复合膜的FT-IR分析


图4 不同比例酸解淀粉/PBAT复合膜的红外光谱图
2.5 不同比例酸解淀粉/PBAT复合膜的微观形貌
图5a为淀粉/PBAT复合膜的表面微观形貌,由图可以看出S70P30复合膜的表面存在未糊化的淀粉颗粒,随着PBAT添加量的增大,淀粉/PBAT复合膜表面逐渐变得光滑、均匀、平整。尤其当PBAT含量超过淀粉含量时,复合膜的表面结构呈现出极大的改善,具有更好的结构完整性。图5b为淀粉/PBAT复合膜在液氮环境中脆断后的断面微观形貌,随着PBAT含量的增加,淀粉/PBAT复合膜的断面发生变化,由脆性断裂转变为韧性断裂,并且未糊化的淀粉减少。此外,可以看出当PBAT质量分数增加至60%时,其薄膜的断面开始出现细小的孔洞,这可能是由于PBAT分散相增大,成为主要结构导致[18]。

图5 不同比例酸解淀粉/PBAT复合膜的表面 和横截面扫描电镜图
2.6 不同比例酸解淀粉/PBAT复合膜的力学性能
力学性能的测量为分析材料的强度和韧性提供了重要的信息,反映了材料在应用上的潜在价值。为了确定不同比例淀粉/PBAT膜的力学性能,分别测量了薄膜沿纵向和横向的力学性能,结果如图6所示。S70P30复合膜在纵向和横向的拉伸强度和断裂伸长率分别为2.34、3.35 MPa和345.92%、303.56%。随着PBAT含量的增加,淀粉/PBAT复合膜的拉伸强度和断裂伸长率显著提高(P<0.05)。S40P60复合膜在纵向和横向的拉伸强度和断裂伸长率分别为7.86、9.15 MPa和532.67%、354.20%。这表明PBAT的加入使复合膜的机械强度和柔韧性得到提升。此外,淀粉/PBAT复合膜形成的插层型纳米结构,淀粉与PBAT的相容性也会影响薄膜的性能[19]。Dammak等[20]制备了热塑性淀粉(TPS)和PBAT复合膜,随着TPS含量的降低,复合膜的拉伸强度得到提高。杨氏模量随着PBAT含量的增加而增加,Zhai等[14]通过挤出吹塑法制备了不同比例淀粉/PBAT复合膜,也得到了类似的结果,并提出与连续相的转变有关。
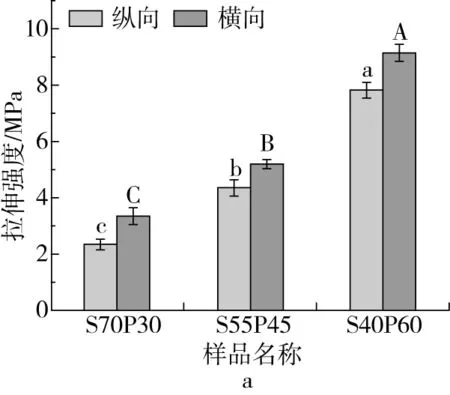

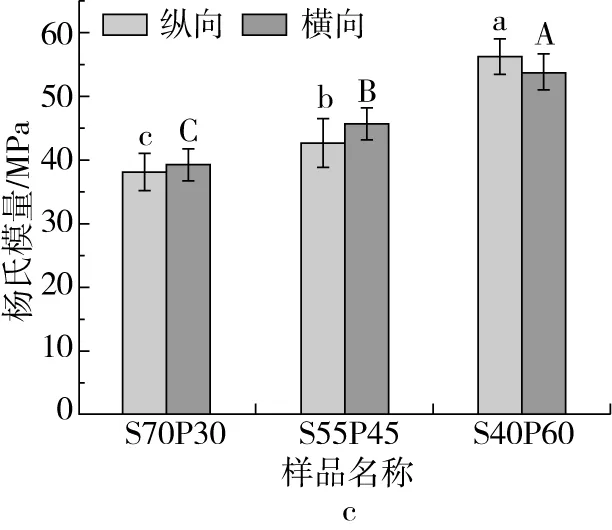
注:图中不同字母表示差异显著(P<0.05)。图6 不同比例酸解淀粉/PBAT复合膜的力学性能
2.7 不同比例酸解淀粉/PBAT对复合膜疏水性的影响
表面疏水性是聚合物材料最重要的性能之一,通过测量薄膜、水滴与空气三相界面的接触角,可以推断膜材料的表面疏水性能。由表2可知,S70P30复合膜的水接触角为76.99°,随着PBAT含量的增加,接触角显著提高(P<0.05),S40P60复合膜的接触角为87.69°,这表明复合膜的表面疏水性增强,使其具有更广泛的应用范围。Pan等[7]报道,含有60 wt% PBAT与40 wt%热塑性淀粉(MTPS)吹制的复合膜的水接触角为86.68°,并且接触角随着MTPS含量的增加而减小。

表2 不同比例酸解淀粉/PBAT复合膜的水接触角和阻隔性能
2.8 不同比例酸解淀粉/PBAT对复合膜阻隔性能的影响
水蒸气和氧气的渗透性是食品包装的重要特性,因为这两种分子在包装膜内外转移,从而导致产品质量和保质期不断变化[21]。淀粉/PBAT复合膜对于水蒸气和氧气的阻隔性能如表2所示。S70P30复合膜的WVP为9.52×10-11g·m-1·s-1·Pa-1。随着PBAT添加量的增加,淀粉/PBAT复合膜的WVP降低。这主要是因为PBAT为疏水性共聚物,淀粉为亲水性聚合物,PBAT含量增加,淀粉的相对含量就会相应降低,会起到一定的疏水作用。
由表2可以看出,S70P30复合膜的OP为13.57×10-15cm2·s-1·Pa-1,随着PBAT添加量的增加,淀粉复合膜的OP降低,在PBAT含量为45 wt%时,淀粉/PBAT复合膜具有最低的OP(5.77×10-15cm2·s-1·Pa-1)。这是由于PBAT的加入促进了插层结构的形成,延长了气体分子穿过薄膜的路径,从而提高了其阻隔性能[22]。但当PBAT含量进一步添加至60 wt%时,复合膜的OP有增加的趋势,这可能是由于PBAT和氧气均为非极性分子,当PBAT含量超过淀粉时,PBAT成为主要成膜基材,其非极性特性相对于插层结构而言对复合膜影响更大,因此较高的PBAT含量会有利于氧气透过复合膜基质[23],使氧气阻隔性能下降。
3 结论
酸解淀粉/PBAT比例对复合膜的结构和性能具有显著影响。PBAT的加入使淀粉/PBAT共混物的流动性提高,纳米黏土的层间距增加,插层型纳米结构增强。随着PBAT含量的增加,淀粉膜的力学性能、疏水性能以及阻隔性能等均得到显著提高。淀粉/PBAT复合膜作为食品包装材料具有很大的应用潜力,可以有效节约成本并减轻环境污染。
猜你喜欢
少年漫画(艺术创想)(2020年6期)2020-10-23 09:20:52
少年漫画(艺术创想)(2018年5期)2018-09-11 01:57:32
好孩子画报(2018年1期)2018-04-14 02:04:16
娃娃乐园·绘本(2016年8期)2016-12-26 21:49:13
西南国防医药(2016年6期)2016-12-01 06:00:58
中国塑料(2016年4期)2016-06-27 06:33:48
中国塑料(2016年3期)2016-06-15 20:30:01
中国塑料(2016年1期)2016-05-17 06:13:10
中国塑料(2015年3期)2015-11-27 03:42:15
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:13
