
某电厂间冷循环水水质净化系统改造技术方案研究
2021-12-21 06:14涂孝飞康利生杨彦科徐友和
全面腐蚀控制 2021年11期
涂孝飞 康利生 杨彦科 孙 剑 徐友和
(1. 华北电力科学研究院有限责任公司西安分公司,陕西 西安 710065;2. 内蒙古京能双欣发电有限公司,内蒙古 乌海 016100)
0 引言
目前国内间接空冷机组普遍存在间冷循环水pH值、电导率、铁、铝等离子含量高,间冷系统铝翅片腐蚀泄漏,尤其是新建机组初期投运时,各项指标参数异常,冷却三角管束底部与散热器分配器连接部位泄漏严重的问题[1]。更为严重的是,机组转正式生产运行后,间冷循环水上述化学监督项目超标的问题持续存在,给机组运行造成极大安全隐患。因此,针对间冷循环水水质超标原因进行具体分析并采取有效的处理措施显得尤为重要。
1 净化系统改造背景
1.1 间冷循环水系统设计参数
某厂凝汽式汽轮机和给水泵汽轮机的排汽进入表面式凝汽器由间冷循环水进行凝结,循环水受热后经循环水泵升压后进入自然通风间冷塔经空气冷却,冷却后的循环水再回至表面式凝汽器形成闭式循环,循环水水质为除盐水,间接空冷系统各工况主要性能设计参数如表1所示。
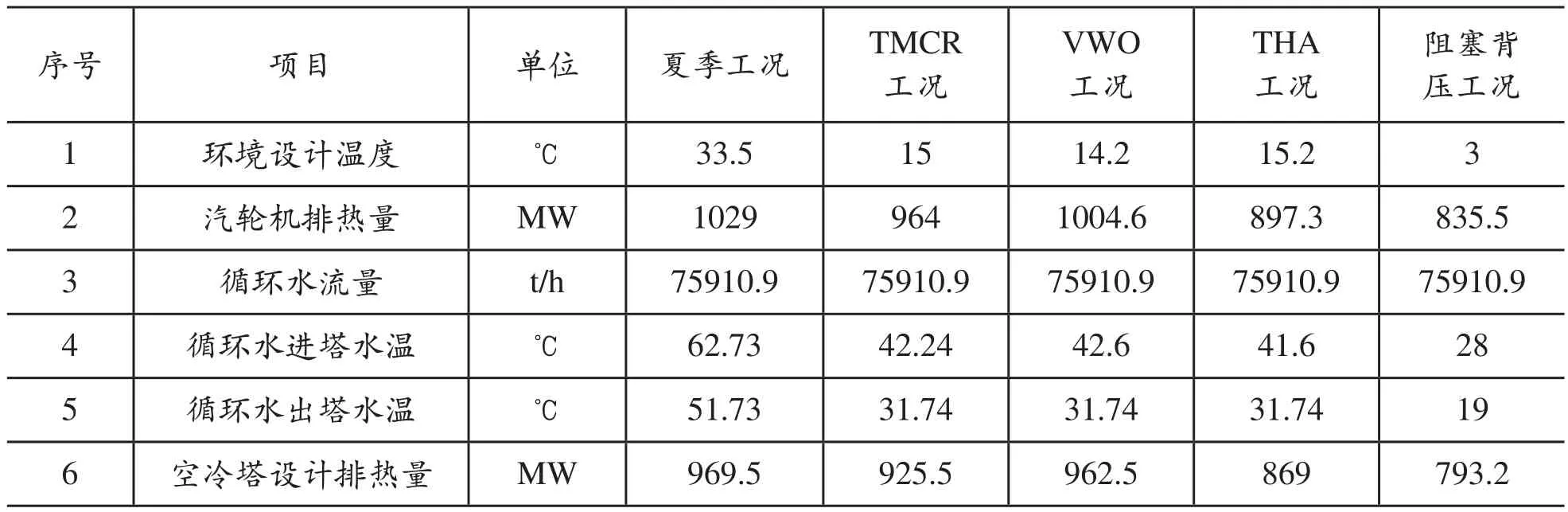
表1 间接空冷系统各工况主要性能参数(2×350MW机组)
1.2 间冷循环水水质情况
采用除盐水对间冷系统进行冲洗。第一阶段:扇区进回水管短接,进扇形板膨胀节处加装堵板,冲洗水不进入扇区;第二阶段:堵板拆除,采取边补边排的方式带扇区一并冲洗,时长一个月,水质才达协议值(pH=6.7~8.0、SiO2≤10µg/L、SC≤2.0µS/cm、Al≤8µg/L、SS≤5mg/L)[2],冲洗期间水质分析如表2所示。
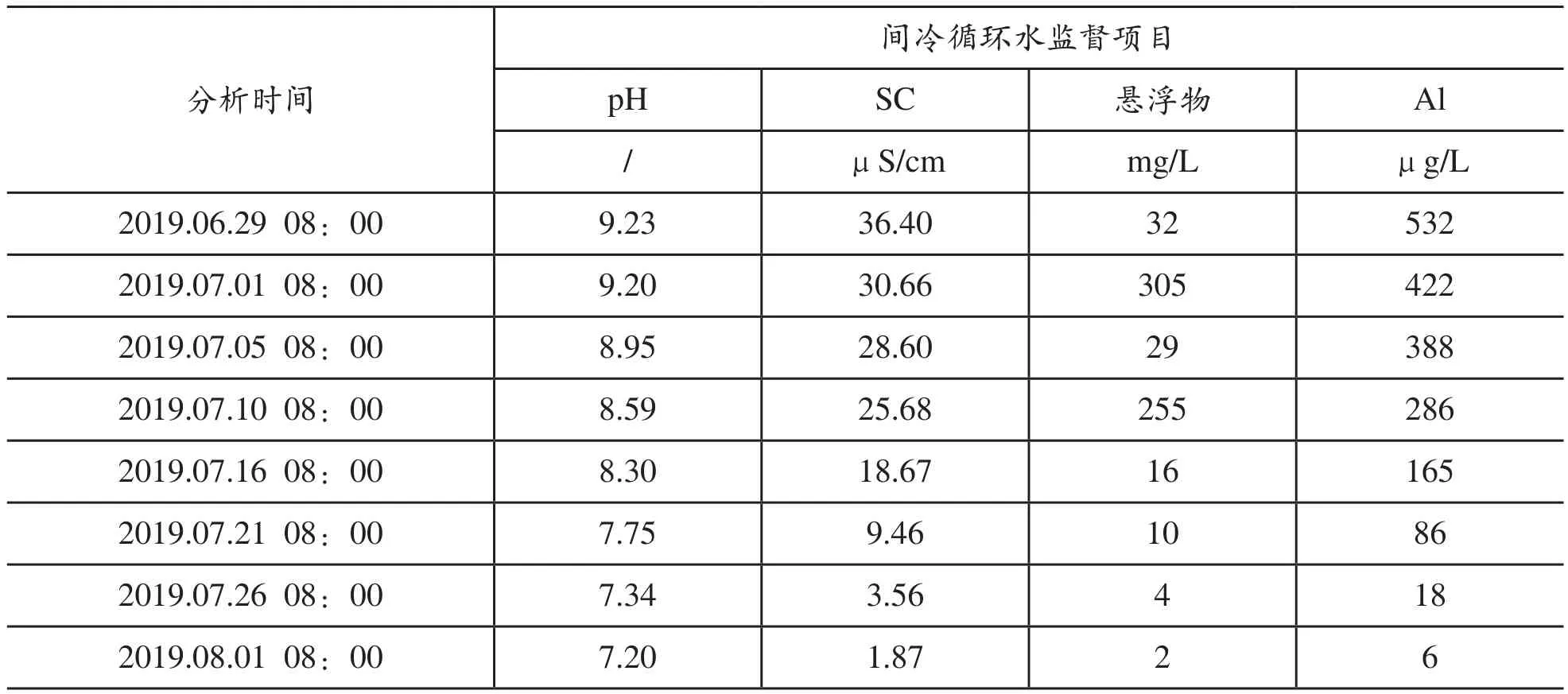
表2 某电厂间冷循环水水质情况(系统冲洗)
系统于2019年9月转生产运行,统计了生产运行半年内间冷循环水水质分析报告,结果如表3所示。
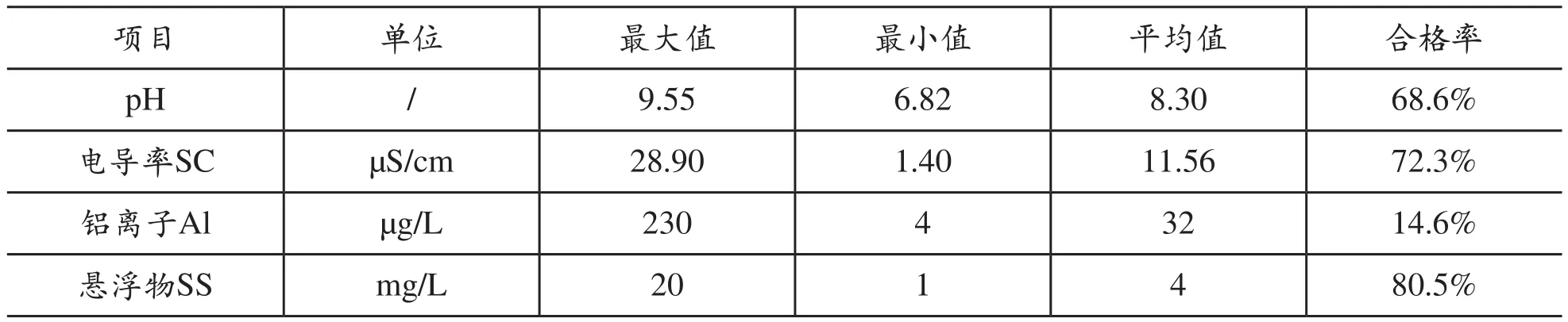
表3 某电厂间冷循环水水质情况(生产运行)
表3表明,间冷循环水水质各监督指标长期处于不合格状态。其中pH值最高达9.55,平均值为8.30,在如此的碱性环境条件下铝材发生强烈的碱性腐蚀,如图1、图2所示,导致铝离子含量合格率仅为14.6%。该循环水水环境的持续存在和恶化,进而导致设备腐蚀加剧,电导率及悬浮物等指标合格率仅为72.3%、80.5%。形成水质差—腐蚀—水质差的恶行循环。
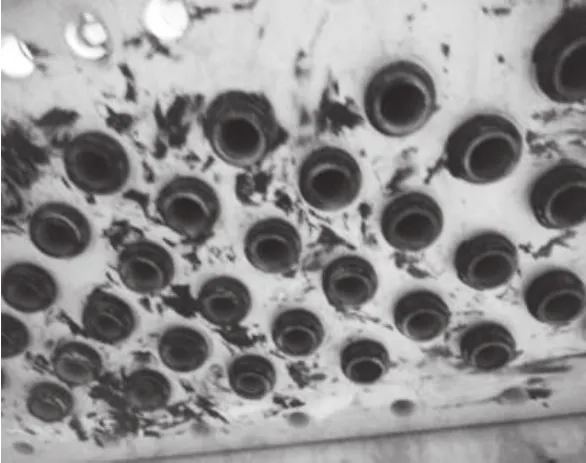
图1 散热器底部联箱与配水管链接处腐蚀情况
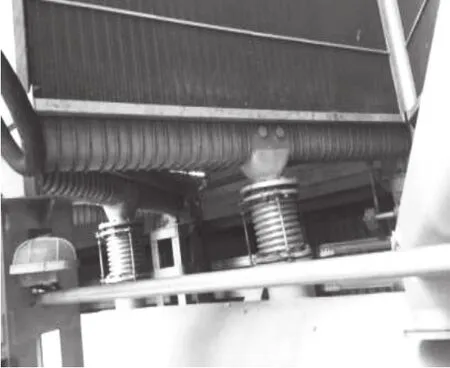
图2 散热器底部联箱与膨胀节法兰螺栓腐蚀情况
1.3 凝液处理系统设计参数
该厂原设计一套凝液处理系统,具有去除悬浮物、有机物、油污以及阴阳离子的功能。工艺流程:化工来蒸汽凝液→回收水箱→凝液水泵→除铁过滤器→活性炭过滤器→混合离子交换器→除盐水箱。系统设计出水水质:SiO2≤10µg/L、CC≤0.15µS/cm、YD=0µmol/L,主要设备参数如表4所示。
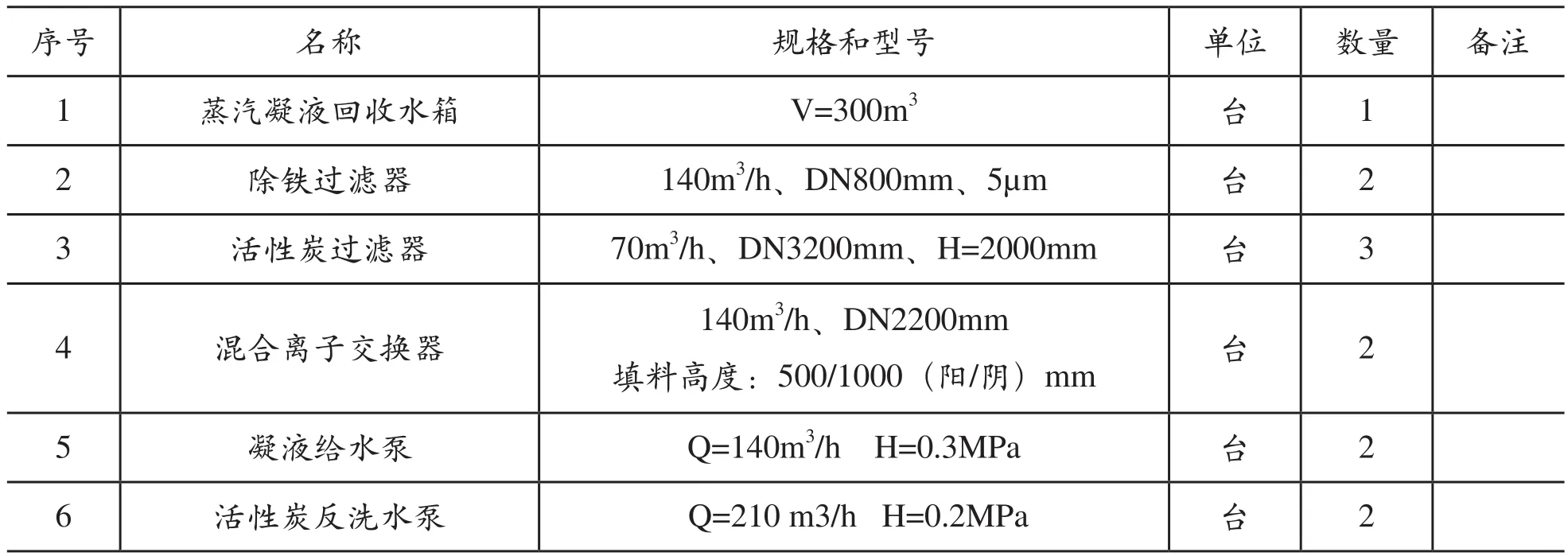
表4 蒸汽冷凝液系统主要设备参数
2 研究方法及技术路线
2.1 研究方法
(1)综合分析同类型间冷循环水系统已实施水质控制方案的优缺点,依托现有的凝液处理系统,制定间冷循环水水质净化系统改造方案,并论证其必要性、可行性、经济性等;
(2)按照改造方案的要求构建间冷循环水水质净化研究智能管理系统。利用改造后系统内相应的在线电导率、pH等化学仪表,对间冷循环水系统水质进行实时监测与分析,构建实时、全程的监督系统;并开发自动报警、停运等功能;同时具有数据自动生成报表功能,便于数据的统计、分析、存储等;
(3)创建自动控制系统,根据在线监测值与控制目标值的比较和计算,自动调整间冷循环水水质净化处理水量,实现精准化调节,达到水质净化的目的;当间冷循环水水质净化系统出水水质异常时,系统应具有自动隔离功能,切除水质净化系统,从而保证间冷循环水系统安全运行;
(4)腐蚀倾向模型构建,采用挂片试验和电化学测量相结合的方式,构建间冷循环水防腐蚀智能评价体系,为今后同类型系统的设计、安装、调试、运行提供重要参数借鉴。
2.2 技术路线如图3所示。
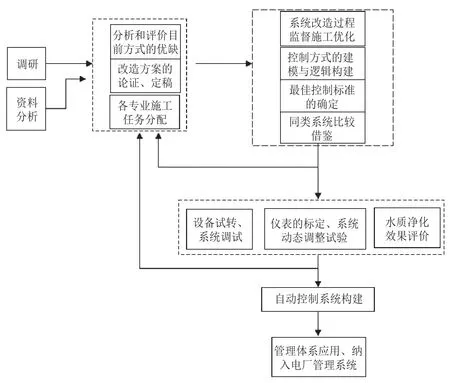
图3 间冷循环水水质净化系统改造技术路线图
3 水质净化系统改造论证
3.1 必要性
设备在制造阶段为防止管内壁受腐蚀介质的影响,采用弱碱性钝化法对管内壁进行钝化处理,该工艺容易在管束中残留下Na+、Cl-及腐蚀介质H2O,当其接触O2后,发生腐蚀。被腐蚀的地方呈活化状态为阳极,未受到破坏的为阴极,形成“供氧差异电池”,从而产生点蚀,短时间内将管壁腐蚀穿透,导致电导率、铝离子升高[3];国内350MW和660MW间接空冷超临界机组首次扇区充除盐水,并接触到散热三角底部进(出)水膨胀节碳钢-1050A纯铝散热器时,就会造成1050A纯铝和Q235B碳钢耦合的电偶腐蚀,该电偶腐蚀是循环水pH突发性升高的直接原因[4-6],同类型电厂间冷循环水在调试期、生产初期间冷循环水系统均出现了pH、电导率、铝离子普遍异常的现象,系统设备也出现了不同程度的腐蚀、泄漏。为更好的保证机组的安全、长期、经济运行,急需对间冷循环水系统水质进行优化控制,防止设备腐蚀泄漏的事故扩大化,间冷循环水水质进行有效处理的必要性显得尤为突出。
3.2 可行性
针对间冷循环水水质现有问题,目前主要的调整处理方式为除盐水置换法、加酸调节法、旁流处理净化法等。
除盐水置换方式主要应用于机组调试期间,受迫于系统的洁净程度以及工程建设进度的限制,基建期间冷循环水系统通常采用边补边排的方式对循环水水质进行优化调整;部分运行机组受制于经济方面压力仍然采用该方式维持运行。但由于间冷循环水系统管线厂、管径大、储水量大等因素影响,仅通过换水的方式来实现降低pH值及其它离子含量,不仅时效性差、经济性也差。
加酸调节法主要向系统加入碳酸、抗坏血酸等弱酸来实现降低间冷循环水pH值,有的甚至引入亚硫酸。该种处理方式能够快速实现对间冷循环水pH值的降低,但是对循环水中其它超标离子的调整无能为力;在加入弱酸的同时,还引入了其它元素离子,对循环水系统防腐蚀体系的控制带来了更多的不稳定因素,短期快速调整pH可行,长期运行其还是存在很大的弊端。
旁流处理净化法参照湿冷机组循环水处理的模式,采用过滤+除盐设备对部分间冷循环水进行旁流净化处理,已有少量电厂在探索应用中,主要采用工艺为过滤器+阳离子交换器。通过过滤器对间冷循环水中的泥沙、铁锈、固体杂质进行过滤去除,再利用阳床对水中的Na+、Al3+、Ca2+、Mg2+等阳离子进行去除,同时置换出氢离子,氢离子与氢氧根离子反应,从而达到降低循环水pH的目的,效果明显,pH和电导率均能达到技术协议要求值。但是该种工艺仅采用过滤器加阳床的工艺,也存在一定缺陷。其一,阳床仅能够实现对循环水中的阳离子进行去除,而无法实现对氯离子、硫酸根等阴离子进行去除;其二,阳床出水呈强酸性,当其与氯离子、硫酸根结合,存在循环水系统设备局部产生强酸腐蚀的风险。
综上所述,若采用精除盐(混床)替代现有旁流处理净化法的阳床,效果则更佳。其不仅能够调整pH,还能去除阴阳离子,达到最优的循环水质控制参数,保证系统设备的安全、经济、稳定运行。如表4所示,该厂凝液处理系统正符合间冷循环水水质净化要求。因此,对现有凝液处理系统进行技术改造从而实现间冷循环水的水质净化,在保障机组安全运行的同时,为今后同类型机组的设计、选材、安装、调试、运行提供重要的参数和经验借鉴。无论是从工程建设角度,还是从保证间冷循环水系统设备运行的工艺参数调整控制因素考量,该方案具有一定的市场推广潜力,后期可获取可观的经济效益,助力于企业节能减排的同时,企业竞争力和品牌效应也得到有效提升。
3.3 经济性
据调查,单台350MW机组间接空冷循环水水质恶化造成除盐水浪费、更换铝板、电资源浪费、废水处理、机组非停电网考核共计约150万[7]。该厂若继续沿用原有的除盐水置换方式对间冷循环水进行水质控制调整,按照单台机组补水率300t/d,除盐水综合费用约为18.3元/t计算,过滤+精除盐(混床)间冷循环水旁流处理工艺的顺利实施,不仅可以避免因水质恶化造成的损失,每年还可回收除盐水约10.95万吨,产生经济效益约200万元,经济效益极为可观。
4 净化系统设计及控制
按照DL5068-2014《发电厂化学设计规范》[8]、GB 50050-2017 《工业循环水冷却水处理设计规范》[9]的要求,对现有的冷凝液处理系统进行改造。主要包括管道系统改造、增设在线仪表、自动控制系统优化等,实现间冷循环水水质净化、水质监督、自动调整、系统腐蚀动态评价等。
4.1 净化系统设计
间冷循环水冷却水(热水)引一路循环水至冷凝液处理系统冷凝液提升泵出口母管处,该部分循环水经除铁器+活性炭过滤器+混合离子交换器处理后,经管道将该部分间冷循环水汇流至循环水冷却水回水(冷水)管,如图4所示。
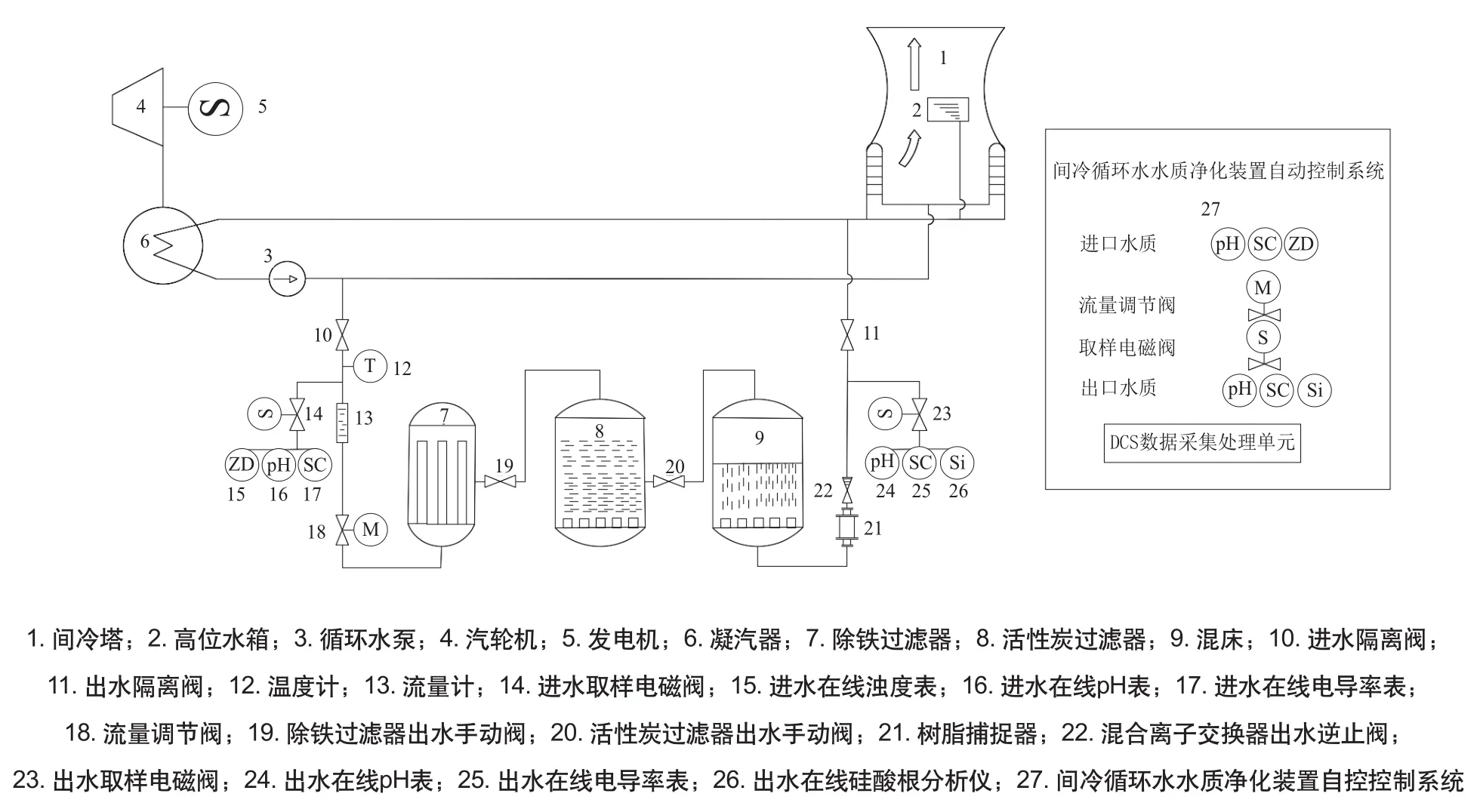
图4 间冷循环水水质净化装置及控制系统
(1)按照上述要求,新增间冷循环水冷却水(热水)至凝液处理系统及冷液处理系统至间循环水冷却水回水(冷水)管道,管材选用Φ219×6mm-CP,避免管被道腐蚀,导致产物进入循环水系统;
(2)进水管处设计电动调阀,根据水质情况,自动调节水质净化系统旁流处理流量,节能效果佳;
(3)循环水至凝液处理系统、凝液处理系统至循环水系统管道应加装手动隔离阀和逆止阀,隔离阀安装在近循环水管侧,逆止阀安装为近凝液侧,保障循环水系统安全运行,避免因凝液处理系统的检修影响循环水系统运行,从而对机组的安全运行带来隐患;
(4)间冷循环水旁流自动控制系统主要包括进水、回水在线电导表、在线pH表及其附属的控制系统、电气系统等,实时监视处理前后的水质情况和提供水质净化流量设定参数;
(5)配置相应的热工硬件、软件,实现系统的自动化控制,达到无人值守,减少由于运行人员手动频繁操作带来的安全隐患,提高机组运行安全性;
(6)配置在线腐蚀监测平台。腐蚀倾向模型构建,采用挂试片的方式,动态采集铝制散热器腐蚀数据,从而确定最佳运行环境,如pH值、温度、氧化还原电位等;
(7)自动控制系统根据监测结果与设定值进行综合对比计算,根据运算结果自动调整水质净化流量,指标符合设定值时,系统自动停运,并兼有异常报警功能,纳入全厂DCS控制系统。
利用该旁流改造系统定期的周期性运行,从而实现对间冷循环水过滤、除盐、pH调节等功能,达到间冷循环水设备厂家对间冷循环水水质控制要求,直接将冷凝液处理系统旁路运行在间接空冷循环水系统中,可利用循环水泵作为动力来源,省去原处理方式的排水、补水等环节,简化了工艺系统。
当前,我国农业正处于由半现代化向现代化转型的关键阶段,建设农机社会化服务体系,是符合我国农村现实发展、解决农业机械化生产的有力保障。农业合作社是推进农业现代化的基层保障。农业合作社的玉米田地大、经济实力足,既便于大型农业机械作业,也有充分的实力引入更先进的农业机械设备来完成整个玉米全程机械化生产,为提高玉米生产效益奠定了坚实的基础。可以通过加快土地的合理流转等有效手段,实现农田土地的规模化经营、集约化经营,促成农业合作社的成立,为当地玉米种植实现全程机械化生产创造良好条件。
4.2 工作流程及控制方式
如图5所示,打开水质净化装置的进出水隔离阀及系统内相应的手动阀、取样电磁阀,控制系统送电自检,成功后,控制系统准备就绪。
控制系统实时采集进水在线浊度、pH、电导率等循环水水质数据,并与设定的标准范围值进行自动比较,当其中任一指标不在设定的标准范围内时,自动启动循环水净化系统,开始对间冷循环水进行旁流净化处理;进水水质会不断接近标准范围值,此过程中控制系统会根据实时值与标准范围值的偏差进行自动PID积分运算,合理调整进水流量调节阀的开度,控制水质净化处理流量,保证间冷循环水处理装置的自动安全、经济运行;进水水质已经达到标准范围要求值时,控制系统停止运行,系统工作流程及控制方式如图5所示。
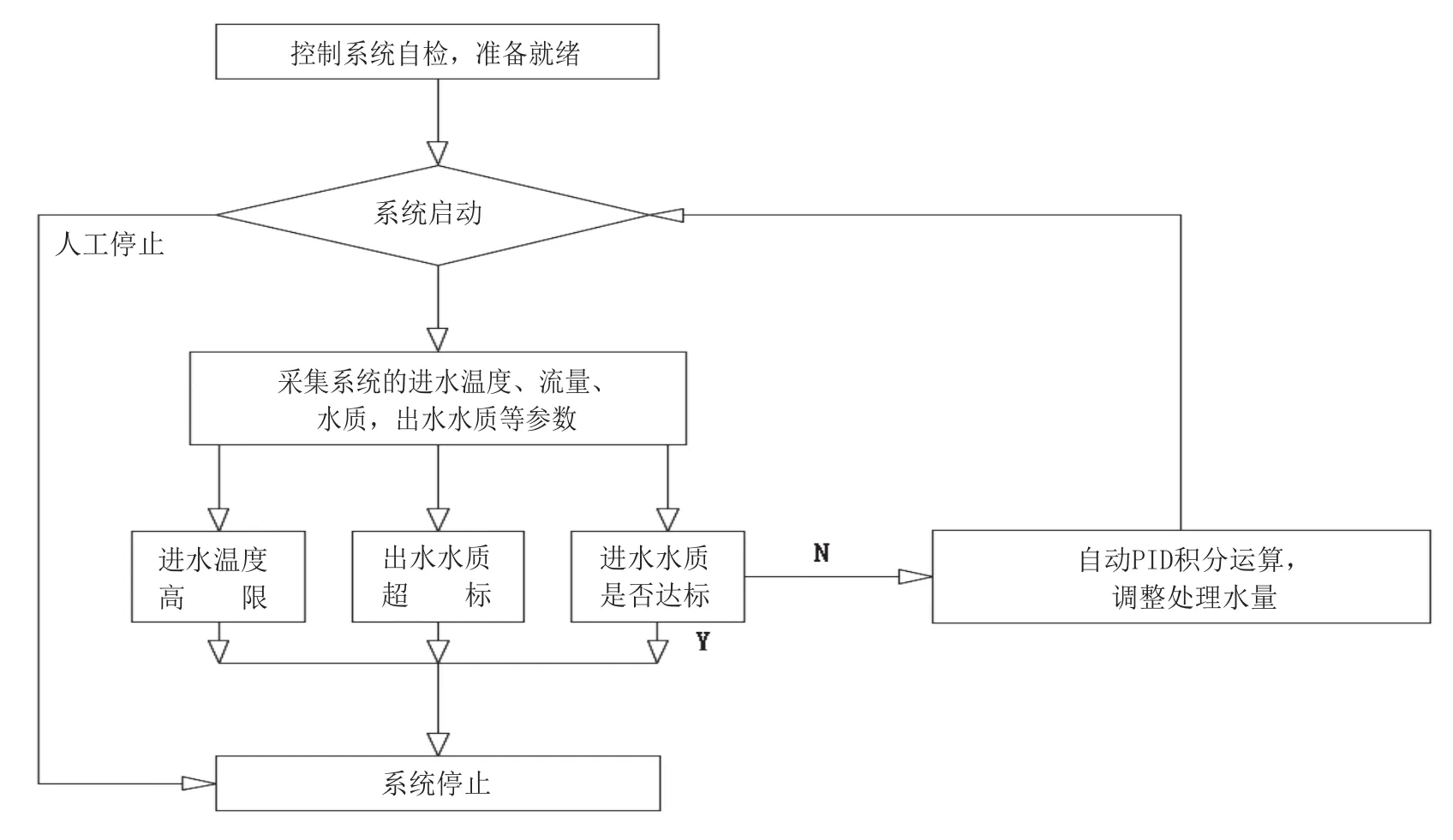
图5 间冷循环水水质净化系统工作流程及控制方式
4.3 智能评价体系
4.3.1 评价体系构建
根据间冷循环水系统改造方案的要求,设计一种间接空冷循环水腐蚀在线智能监控平台。其不仅能够对间冷循环水旁流处理前后腐蚀情况给予准确、合理、有效的评价,还可以通过腐蚀速率与氧化还原电位(ORP)对应的腐蚀电位曲线,寻求最佳的间接空冷循环水水质控制指标。从而保证间接空冷循环水系统长期安全运行。
间接空冷系统循环水腐蚀在线智能监控平台由安装在间冷循环水旁流处理系统前后的腐蚀动态监视装置(分别为图6中的位置1、位置2)、氧化还原电位测量单元、智能微处理单元等组成,如图6、图7所示。
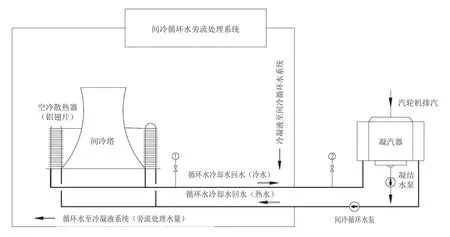
图6 间冷循环水旁流处理系统示意图
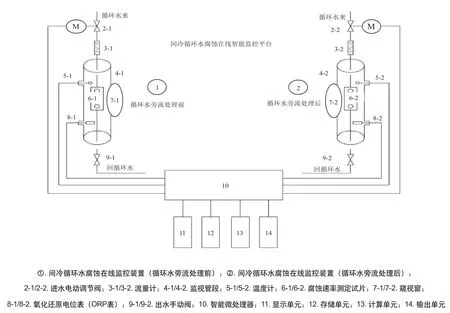
图7 一种间接空冷循环水腐蚀在线智能监控平台
4.3.2 评价模型
在间冷循环水旁流处理前的监视管段(4-1)内放置与间冷循环水系统材质相同的腐蚀速率测定试片(6-1),记录其初始质量M1-1(g)和表面积S1(m2);运行一定周期时间T(h)后,再次称重并记录其质量M1-2(g),则该周期时间内腐蚀速率测定试片的腐蚀速率为:

同理;
在间冷循环水旁流处理后的监视管段(4-2)内放置与间冷循环水系统材质相同的腐蚀速率测定试片(6-2),记录其初始质量M2-1(g)和表面积S2(m2);运行一定周期时间T(h)后,再次称重并记录其质量M2-2(g),则该周期时间内腐蚀速率测定试片的腐蚀速率为:

则间冷循环水旁流处理系统缓蚀效率为:

4.3.3 体系特点
(1)智能微处理器将自动生产腐蚀速率F与氧化还原电位的曲线图,按照设定的数据模型筛选出最优曲线;通过曲线获取最优工况时的氧化还原电位,再通过化验分析该氧化还原电位下的循环水水分析项目的具体含量,从而获取间冷循环水系统最佳运行工况和循环水水质控制标准;
(2)间冷循环水腐蚀在线智能监控装置设计有透明窥视窗,运行期间可通过该视窗观察腐蚀速率测定试片的表面情况,从而可以更好的帮助确定缓蚀评价周期;
(3)间接空冷循环水腐蚀在线智能监控装置入口设计有电动调节阀,不仅可以保证循环水旁流处理前后腐蚀速率评价客观的一致性,还能保证与机组循环水系统流速一致,更符合间冷塔设备运行工况;
(4)通过保证循环水旁流处理前后腐蚀在线智能监控装置流速、表面积、温度、运行周期等影响因素的一致性,从而确保了采用氧化还原电位来间接表征腐蚀速率的准确性、有效性、及时性;
(5)利用腐蚀测定试片的腐蚀速率及旁流处理系统的缓蚀效率两项指标综合评价旁流处理系统运行效果更为合理和准确。
5 结论
(1)凝液处理系统经技术改造后用于间冷循环水系统,促进间冷循环水水质净化更彻底,使得间冷循环水水质得到有效的改善和控制,各项水质分析指标能够达到设备厂家技术协议要求值,消除了间冷系统腐蚀隐患,提高了机组运行的安全系数;
(2)凝液系统按照方案实施改造后,不仅能够实现对厂外冷凝液的回收处理,还能对间冷循环水进行水质净化,将其功能发挥最大化,由于间冷循环水水质净化仅需定期周期性运行,因此新增系统管道阀门均按手动阀门设计,减少系统改造投资,实现更高的产出投入比;
(3)采用过滤+活性炭吸附+混合离子交换除盐的间冷水质净化工艺,除悬浮物、离子、有机物更为彻底,处理流量高达140m3/h,水质调整成效快、效果明显;
(4)监测、控制、调节均纳入DCS集中控制系统,实现动态调节及无人值守功能,间接空冷循环水腐蚀在线智能监控平台的构建则将间冷循环水系统运行体系的状态给予实时化、数据化的评价,更加促进技术人员对于设备安全、经济运行的管控。
猜你喜欢
节能与环保(2022年3期)2022-04-26
建材发展导向(2021年9期)2021-07-16
建材发展导向(2019年10期)2019-08-24
电子制作(2018年14期)2018-08-21
电子制作(2018年9期)2018-08-04
安邸AD(2018年4期)2018-05-14
发明与创新·中学生(2017年12期)2017-12-11
Coco薇(2017年7期)2017-07-21
新校园·上旬刊(2016年2期)2016-04-27
科学启蒙(2015年11期)2015-11-28
