
基于FANUC PICTURE轴类零件加工专用人机界面开发与应用①
2021-12-21 00:35朱强,吕洋
佳木斯大学学报(自然科学版) 2021年6期
朱 强,吕 洋
(1.芜湖职业技术学院机械工程学院,安徽 芜湖 241006;2.东南大学机械工程学院,江苏 南京 211189;3.亚龙智能装备集团股份有限公司,浙江 温州 325105)
0 引 言
轴类零件的数控加工一般采用人工编程或者CAD/CAM编程方式,需要操作者既要掌握机械制图、金属切削原理、产品精度检测等相关专业知识,又要掌握数控编程、数控加工工艺和数控机床操作等基本技能。合格的数控机床操作者往往培训周期长,加工出错率高,且产品加工质量难以保持稳定,这些现象已严重影响企业的生产效率[1-3]。国内已有大量关于轴类零件数控编程与加工的文献成果,但数控系统人机界面二次开发相关文献较少,且大多数只是针对单一功能进行开发,未涉及通用零件多特征加工二次开发相关研究,在提高机床智能化操作的人机界面开发上进展缓慢。
为此,开发一种数控车床轴类零件加工操作专用人机界面,在人机界面相关特征控件后台嵌入加工宏程序,用户操作时,只需在人机界面中对相关特征尺寸要素进行编辑修改,即可直接改变加工宏程序用于生产加工。对开发结果进行实际加工验证,加工操作智能化程度显著提高,且加工产品质量稳定,符合产品技术要求,生产效率得到提升,可为其他功能的人机界面开发研究提供参考。
1 人机界面开发方法
当前自动化生产中普遍存在的专业化、个性化的需求,如加工工艺、设备操作、设备维护等,数控系统本体自带的通用的操作界面难以满足,需要有更加专业化的界面去构建人机交互。友好的人机界面操作简单,能快捷智能实现用户与机床传递信息的输入与输出,从而提高机床加工效率。可用于FANUC数控系统开发的工具主要有宏执行器、C语言执行器和FANUC PICTURE软件。FANUC PICTURE软件具有开发周期短、运行稳定,且具备一定的柔性功能,成为FANUC数控系统二次开发工具的首选。
FANUC PICTURE软件以各种控件构成人机界面的主体,通过定义控件的属性,来关联PMC信号和CNC系统信息[4],形成其个性化操作、信息采集、显示等界面属性,并具备脚本功能,能够完成一定的函数运算、流程控制等柔性化功能,其本身自带编译器,能够完成源程序的编译,并装载至CNC系统的FROM存储区,由CNC系统驱动其运行。
2 实现的方案与技术
2.1 开发流程
FANUC PICTURE软件自定义的画面程序称之为工程[5],每个工程编译后生成CNC识别文件。一台CNC只能识别一个工程,工程文件是由各个显示画面所组成,画面之间依存一定关系进行切换操作。构成画面的基本元素是控件,通过属性设定,可关联具体的动作。依据人机界面开发方法,轴类零件加工专用人机界面开发流程如图1所示。
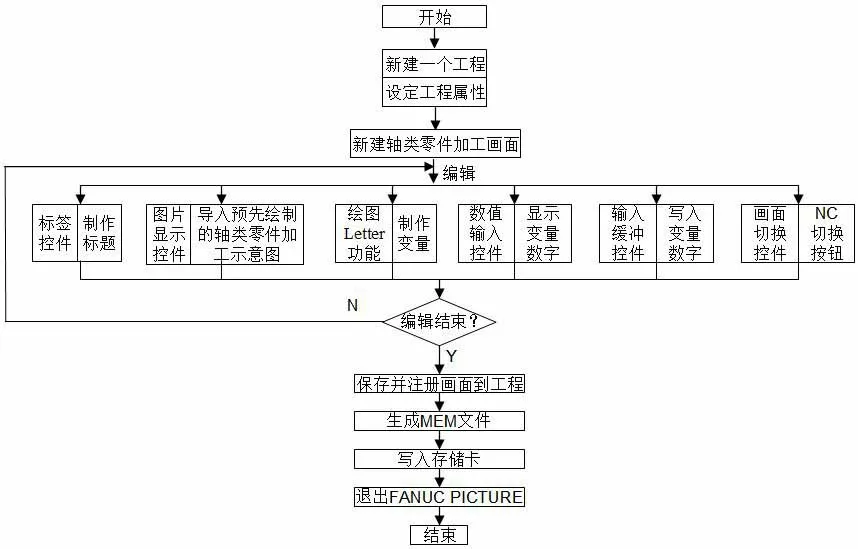
图1 轴类零件加工专用人机界面开发流程
2.2 关键技术
2.2.1 控件的确定
画面是由控件构成,根据画面需求选择相应的控件,如指示灯、按键、显示控件,构成整体操作界面。控件设定最重要的就是属性设定,每个控件特性的不同带来各自的属性的不同[6],不同的属性通常集中在“动作”属性设定上。
FANUC PICTURE 提供主界面、子界面,弹出界面等多种界面供用户选择[7],轴类零件加工专用人机界面包括文字说明、加工图片、数值输入显示等内容。该界面结构简单,只需用主界面即可完成该人机界面制作,需要使用标签控件、输入输出控件、画面切换按钮控件、图片显示控件等。
2.2.2 函数的调用
FANUC PICTURE软件中的函数分为“读函数”和“写函数”[8],是由控件或脚本进行调用,用于读取CNC状态或者PMC状态的同时,也可以修改CNC和PMC数据。这些函数主要包含CNC库函数、PMC库函数,以及其他类型函数。函数载体是控件,通过控件动作属性中指定的函数,进行CNC或PMC数据的读写操作。在轴类零件加工专用人机界面工程制作中要用到FANUC PICTURE中两个关键函数,即,CNC读取用户宏变量库函数和CNC写入用户宏变量库函数,其使用格式分别为:rdmacro[number_pmc_address(_path)] 和wrmacro[number_data1_data2_pmc_address(_path)]。参数说明如表1所示。

表1 函数变量说明
2.2.3 宏程序的编制
宏程序的编制是轴类零件加工专用人机界面开发的关键。当用户在人机界面中输入加工数据时,就是定义宏变量的过程,由于FANUC PICTURE不支持集成NC加工程序,但支持宏程序的调用[8],可以将加工程序用宏程序编写嵌入CNC,供开发的轴类零件加工专用人机界面进行加工调用。使用宏程序的编辑方式适用于专用界面操作,操作者无需G代码编程,也不需要修改程序和修改刀补,仅通过人机界面对话框输入必要的宏变量,如轴径、台阶长度、螺纹螺距、倒角等工艺参数,即可完成产品加工。用宏程序编制的加工程序,可随时调整加工尺寸数据,操作简便,且产品质量稳定性好,符合产品技术要求。
3 开发案例
FANUC PICTURE软件开发界面需要在数控系统设置相关参数,才能正常在CNC上运行[9]。首先设置系统参数1180为1,参数8661为59,参数8662为4,参数8781为64。再按照上述开发流程,把生成的FPF0FPDT.MEM文件和轴类零件加工通用宏程序导入CNC的FROM。系统重启,按系统“CUSTOMER”键,进入轴类零件加工专用人机界面,如图2 所示。

图2 轴类零件加工专用人机界面
该界面显示的产品图样中,将轴类零件的特征数值对应宏变量用加工参数①~⑧表示。机床操作者根据产品图样,在人机界面通过“输入框”给宏变量赋值,即可直接修改宏程序进行加工。轴零件加工实物如图3所示,经检测,其尺寸、精度均符合图纸技术要求。

图3 轴类零件实物图
4 结 论
1)轴类零件加工专用人机界面开发,解决了数控机床操作复杂性问题,简化了编程操作要求,节约了编程时间,降低了对机床操作者的技术要求。
2)开发方案使得数控机床操作智能化得以提升,提高了机床专业性,工作效率得以快速提高。
3)开发方案所依托的零件特征较为简单,但以此为基础,可以拓展到球面、抛物线等其他较为复杂结构的零件加工。
猜你喜欢
机床与液压(2022年10期)2022-09-20
智能制造(2021年4期)2021-11-04
电子乐园·下旬刊(2021年3期)2021-02-08
科技创新与应用(2019年25期)2019-09-24
汽车文摘(2019年3期)2019-03-04
科学与财富(2018年28期)2018-11-16
科技视界(2018年6期)2018-05-11
电子技术与软件工程(2017年19期)2017-11-09
智能制造(2015年5期)2015-05-29
现代电子技术(2009年9期)2009-06-25
