
杭州萧山国际机场T4航站楼钢结构屋盖制造关键技术
2021-12-11 03:43:30成国栋郑伟键朱超伟
建筑结构 2021年23期
成国栋,郑伟键,陈 华,朱超伟,李 赟
(1 浙江东南网架股份有限公司, 杭州 311209; 2 中国建筑第八工程局有限公司, 上海 200135)
1 工程概况
1.1 总体概况
杭州萧山国际机场三期新建T4航站楼及陆侧交通中心工程,建筑面积约150万m2,总投资270亿元,是2022年杭州亚运会重要基础配套项目,届时杭州萧山国际机场将成为集地铁、高铁、大巴、私家车、网约车、出租车等多种交通方式为一体化的机场综合交通中心[1],机场三期工程建筑鸟瞰图见图1。
1.2 T4航站楼钢结构屋盖概况
杭州萧山国际机场三期新建T4航站楼钢结构屋盖主要由支撑柱体系、封边桁架和焊接空心球节点网架三部分组成,其中支撑柱体系包括支撑柱、分叉节点和分叉柱,见图2。

图2 T4航站楼钢结构屋盖
T4航站楼支撑柱体系中的支撑柱包括5种类型,编号分别为GZ1~GZ5,材质均为Q460C。其中GZ1为圆管柱,GZ2,GZ3为变截面圆管柱,GZ5为梭形柱,支撑柱的规格最小截面φ1 100×40,最大截面为φ2 174×60;GZ4又称荷花谷柱,为荷花状变截面弯扭钢柱。
分叉节点外形形似倒圆台,材质为Q460C,尺寸为:4 500×3 800×3 900~7 400×5 700×4 600(长度×宽度×高度),重40~110t/个。
在GZ1,GZ2,GZ3柱的柱顶分别设置10根分叉柱,材质主要为Q345B和Q460C。外侧4根分叉柱为箱形弯曲构件,截面为□900×400×30×35;内侧6根为H型弯曲构件,截面为H900×400×30×35;各分叉柱之间通过φ299×14圆管连成整体。
封边桁架为焊接箱形桁架,通过鼓形节点与支撑柱体系的分叉柱相连。封边桁架规格:□600×300×30×30~□800×800×40×40,材质主要为Q345B和Q460C。
钢结构屋盖网架以焊接空心球节点网架为主,通过焊接空心球与封边桁架刚接,焊接空心球规格:WSR3020~WSR12045,杆件规格φ102×8~φ650×30,材质主要为Q345B。
2 T4航站楼钢结构屋盖制造特点与难点
T4航站楼钢结构屋盖制造特点与难点如下:
(1)构件外形大、重量重。支撑体系构件多为大型超重构件,构件的加工对制作厂设备能力、工艺技术水平等硬件条件要求较高[2],且结构复杂,为保证节点区留有足够空间,便于焊接操作和焊后检测[3],需要制定加工制造专项工艺方案及焊接件翻身等专用工装。
(2)造型复杂、深化及加工难度大。1)T4航站楼外形开阔流畅,内部变截面圆管分叉柱形如细高的棕榈树,与穹顶相连,柱结构造型复杂,尤其是柱顶处桁架空间变化非常大,弦杆呈现小半径扭转变化,这对深化设计、加工制作和现场安装提出了极大的挑战;2)管桁架杆件布置较密集,节点交汇处焊接角度较小,另外存在多处杆件沿着中心线方向大范围重叠情况,需根据实际放样结果进行优化;3)天窗整体造型为非标准球面,故天窗内的杆件均为空间弯扭箱形构件。弯扭构件的深化及加工难度大,耗时长,不利于工程的进度控制。
(3)焊接空心球节点数量多、焊接量大。屋面钢网架以焊接空心球节点网架为主,空心球数量多且焊缝为全熔透二级,由传统人工焊接,焊接劳动强度大,焊缝质量也难以保证。
3 T4航站楼钢结构屋盖制造关键技术
3.1 分叉节点制造技术
支撑柱体系中分叉节点由钢管柱、下环向板、环向劲板、上环向板和牛腿等组成,其中钢管柱为大直径厚壁卷制钢管;上、下环向板呈碗状形;环向劲板位于上、下环向板之间,被牛腿分开。分叉节点构造见图3。
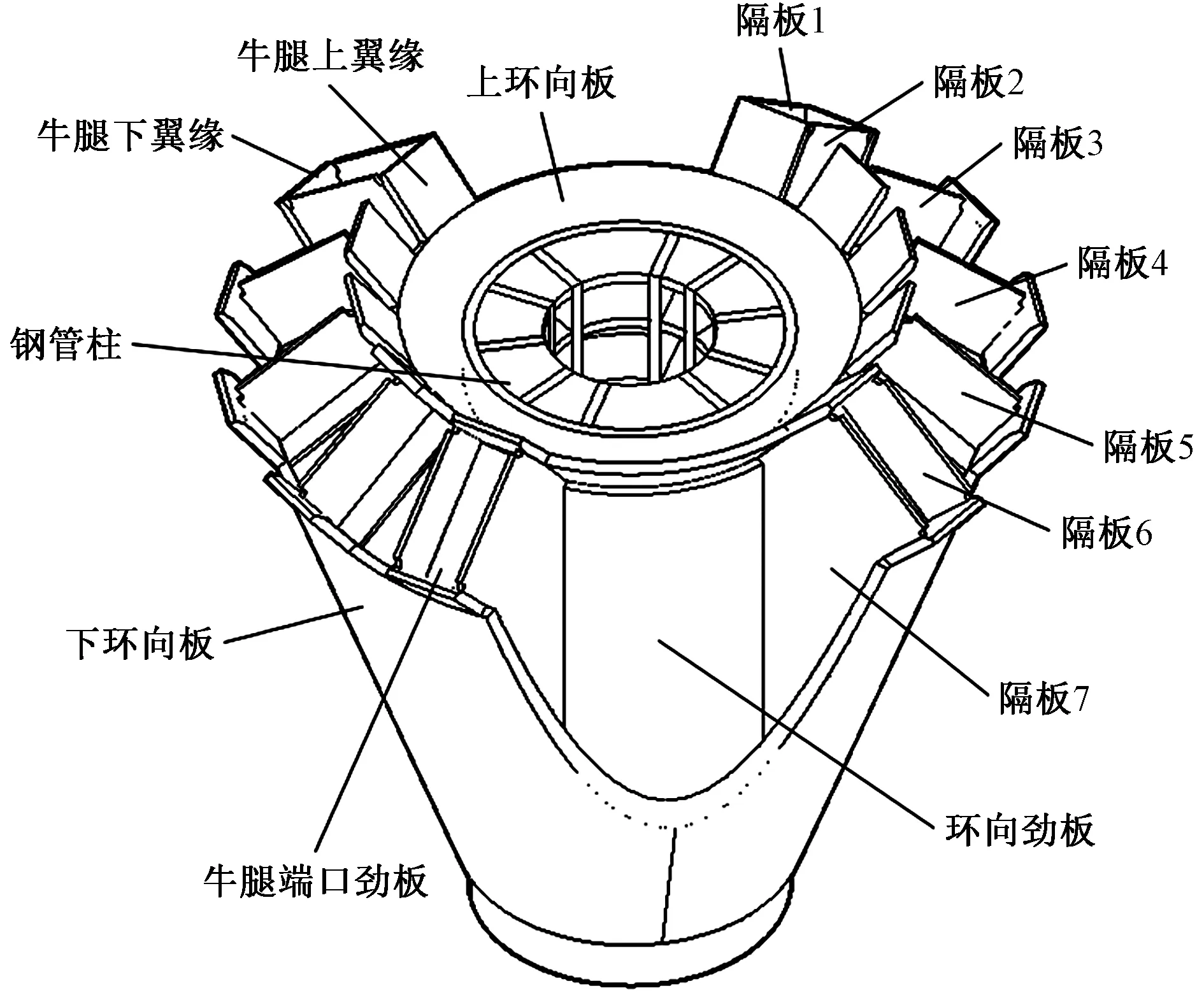
图3 分叉节点构造图
由于分叉节点尺寸大、重量重,构件内部焊接工作量大且操作空间狭小,分叉节点采取在专用胎架上进行分步退拼方法,矫正变形穿插其中。分叉节点总体拼焊过程为:1)中间圆钢管卷制、焊接;2)圆钢管内部环向、纵向加劲板组装、焊接;3)上环向板(竖装胎架)拼装、焊接;4)牛腿上翼缘板拼装;5)隔板1,2,4,6,7拼装、焊接;6)环向劲板(横装胎架)拼装、焊接;7)下环向板拼装、焊接;8)隔板3,5拼装、焊接;9)牛腿下翼缘板拼装、焊接;10)拼焊牛腿端口劲板拼装、焊接。
分叉节点的拼焊分为两个阶段:1)竖向拼装,在水平钢板上竖直拼装、焊接;2)横向拼装,在专用辊轮搭设胎架上拼装、焊接,见图4。
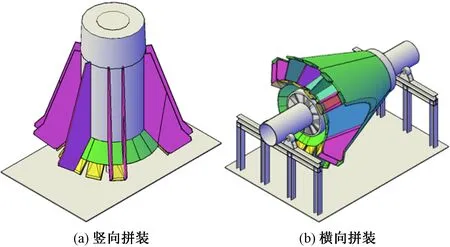
图4 分叉节点拼装方法
3.2 封边桁架制造技术
封边桁架是支撑柱体系与屋盖网架中间的过渡结构。封边桁架系全焊接钢结构,焊接导致桁架变形情形严重;成型后的封边桁架刚性又非常大,一旦产生焊接变形,很再难矫回原位。因此,在进行封边桁架的组装焊接时,确定出合理的焊接工艺是十分必要的[4]。为确保封边桁架制造质量满足设计及工艺要求,封边桁架加工采取“分部组装、整体预拼”的工艺方法,立足单体构件制作精度,保证封边桁架的胎架精确组装。
封边桁架包括上、下弦杆和腹杆,其中复杂节点位于桁架下弦杆,见图5。
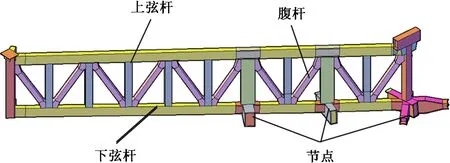
图5 封边桁架构造图
经深化设计后,封边桁架被拆分成11种类型的分装部件同时加工,见图6。其中,1,3,5为下弦杆复杂节点;2,4,6为下弦杆杆件部件;7,8为封边桁架复杂节点;9为腹杆;10,11为上弦杆杆件部件。装配顺序遵循以下原则:首先进行11种类型分装部件的分部组装、焊接,接着进行封边桁架整体预拼装;检验合格后,各分装部件包装后发工地现场组装、焊接。
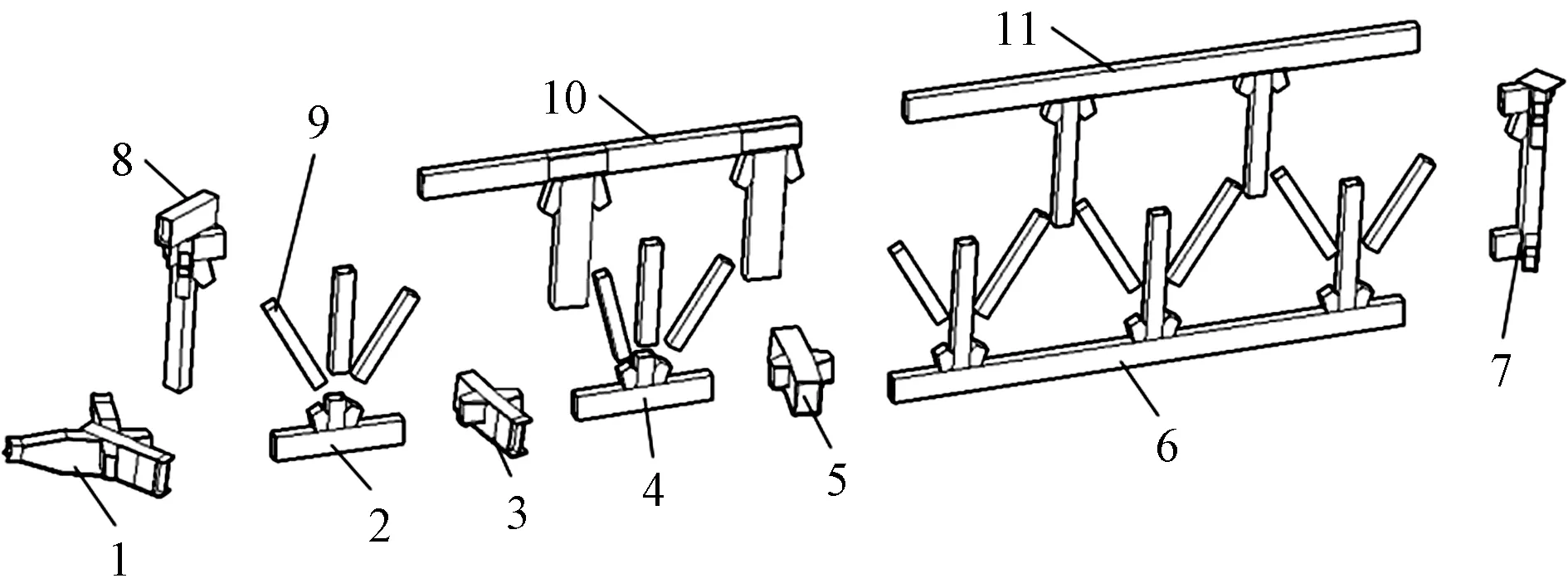
图6 封边桁架拆分图
3.2.1 桁架腹杆加工
桁架腹杆焊接形式为箱形,截面为□300×400×30×30,加工全部在焊接箱形自动生产线上完成,确保腹杆加工精度。
3.2.2 下弦杆复杂节点加工
下弦杆复杂节点包含多个空间角度牛腿,见图7。节点深化设计时,通过运用3D3S建立节点三维空间实体模型,见图8;然后再生成节点三维控制坐标点,见表1。工厂根据三维控制坐标点进行节点加工。
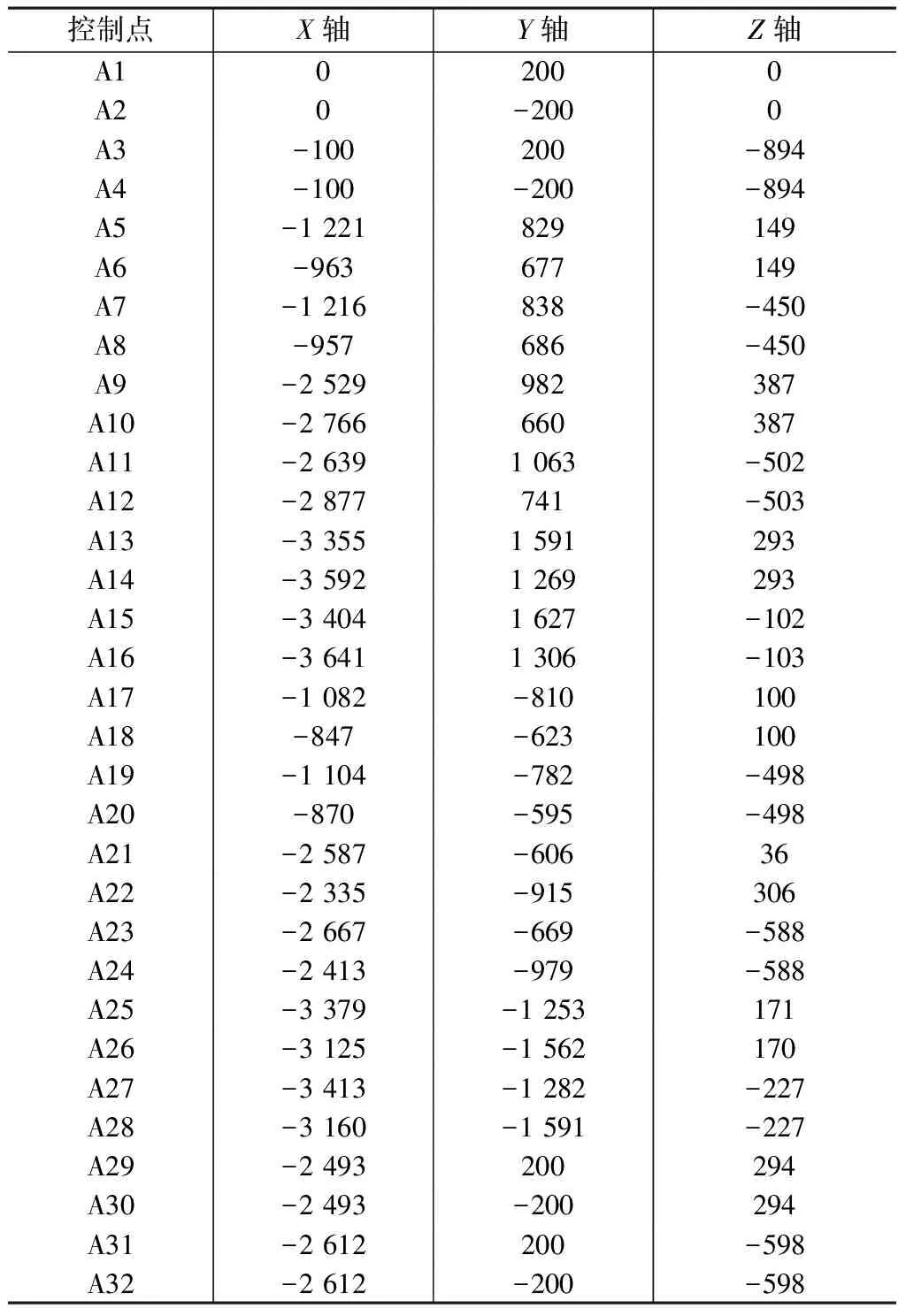
下弦杆复杂节点3空间控制点坐标数值(理论值)/mm 表1
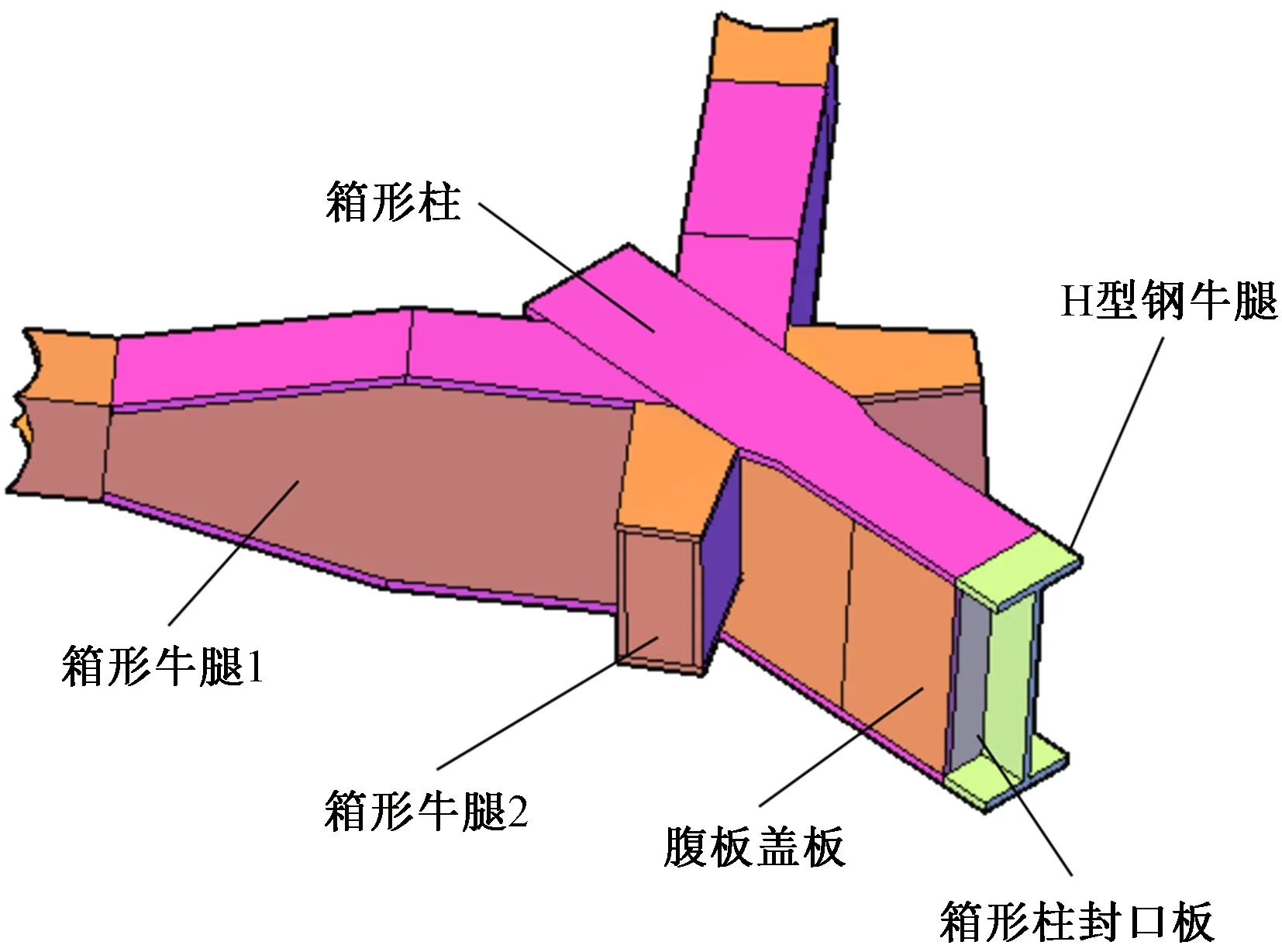
图7 下弦杆复杂节点3构造图
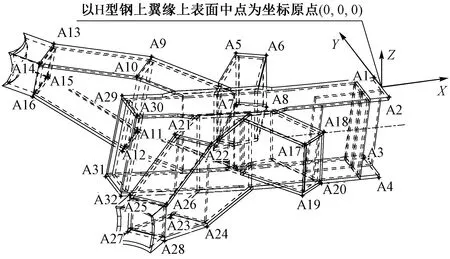
图8 下弦杆复杂节点3三维轴测图
下弦杆复杂节点3总体拼装顺序为:1)H型钢牛腿与箱形柱下翼缘板组装、焊接;2)箱形柱纵向内隔板组装;3)箱形柱腹板组装;4)焊接箱形柱纵向内隔板与腹板;5)箱形柱横向内隔板组装、焊接;6)箱形柱上翼缘板组装;7)焊接箱形柱上翼缘板与H型钢牛腿;8)腹板盖板组装、焊接;9)箱形柱封口板组装、焊接;10)焊接与内隔板焊缝、箱形柱自身焊缝;11)箱形牛腿1,2自身拼装、焊接;12)箱形牛腿1与箱形柱拼装、焊接;13)箱形牛腿2与箱形柱拼装、焊接,矫正变形穿插在拼装焊接过程中。下弦杆复杂节点3部分拼装流程见图9。
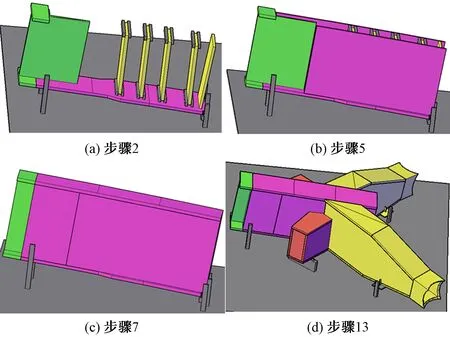
图9 下弦杆复杂节点3部分拼装流程
3.2.3 弦杆组装及桁架预拼装
上、下弦杆为组合构件,应采用分部组装、焊接,矫正变形后再进行总装、焊接[5],拼装时应确保复杂节点的精准定位。
为保证桁架现场安装准确率,构件工厂加工后,需要对桁架进行整体预拼装,确保关键控制点坐标精度符合设计要求,并做好检验记录。构件除可采用实体预拼装外,还可采用计算机辅助模拟预拼装方法[6]。
3.3 钢结构屋盖焊接空心球节点网架制造技术
钢结构屋盖焊接空心球节点网架加工包括焊接空心球节点和杆件,加工实景见图10。

图10 屋盖焊接空心球节点网架加工
网架杆件采用杆件自动化生产线,实现了杆件从圆钢管切割下料到各工序生产加工,直至完工入库等生产全过程的一体化生产、信息化管理。
焊接空心球的半球由钢板压制而成,钢板压成半球后,表面不应有裂纹、褶皱;焊接空心球的两半球对接处坡口宜采用机械加工[7];对接焊缝则运用焊接空心球节点机器人焊接,采用电动机驱动和液压驱动实现球体的装卡、夹紧、转动、卸落以及焊枪的进退、摆动,并用微机程序控制无触点限位开关控制各层焊接过程[8]。焊接过程如下:1)利用红外线仪器校准焊接空心球焊缝中心,实现了焊接空心球的快速装夹定位;2)利用接触式传感器多点采集空心球焊缝坡口数据,计算机器人焊枪焊丝位置基准,实现焊接中心精准定位;3)通过电弧传感器实时监测焊接电流的变化,反馈焊缝中心与焊接中心的位置偏差信息,实现了机器人运行中位置的智能控制。
4 结语
杭州萧山国际机场三期新建T4航站楼钢结构于2019年11月份开始制造,制造过程中,主要采取了以下关键技术:
(1)利用专用3D3S数字化三维实体建模软件,自动生成复杂构件空间控制点坐标,大大提高了复杂构件制造精度。
(2)利用“分部组装、整体预拼”的工艺方法,有效解决了构造复杂的大型桁架的组装、焊接。
(3)网架焊接空心球的两半球采用机器人焊接,不仅提高了焊接效率、降低了生产成本,还减少焊接对环境污染。
猜你喜欢
河南城建学院学报(2024年1期)2024-03-05 07:25:16
中国建筑金属结构(2021年12期)2022-01-10 08:53:14
石油科学通报(2021年3期)2021-10-14 09:00:04
陶瓷学报(2020年6期)2021-01-26 00:38:18
作文小学高年级(2020年6期)2020-12-29 06:52:17
林产工业(2017年7期)2017-04-27 03:54:07
硅酸盐学报(2014年9期)2014-11-25 09:54:38
价值工程(2013年3期)2013-02-26 03:41:40
物理化学学报(2012年11期)2012-03-06 04:43:40
铁道标准设计(2011年8期)2011-11-27 03:19:38
