犍为航电枢纽工程船闸人字门安装技术
2021-12-09 13:56:12曾竞许可
智能城市 2021年22期
曾 竞 许 可
(中国水利水电第十工程局有限公司,四川成都 611830)
1 工程概况
岷江犍为航电枢纽工程是岷江(乐山至宜宾)162 km河段航电梯级规划的第3级水资源综合利用工程,以航运为主,结合发电,兼顾供水、灌溉。
犍为航电枢纽工程船闸按Ⅲ级标准设计,可通过1 000 t级船舶,闸室有效尺度为220 m×34 m×4.5 m(有效长度×高度×门槛水深),水级19 m。
犍为枢纽要求施工期不断航,保证船闸施工期临时航道通航,在临时航道断航前完成船闸全部工作,保证具备通航条件。
犍为航电工程船闸人字闸的上闸门高度为16.45 m、厚度为3.016 m;下闸门高度为25.00 m、厚度为3.022 m。上下闸门单扇门宽均为20.2 m。人字门门扇轴线与闸室横轴线夹角为22.5°。
根据制造、安装的具体条件,设置上闸人字门的门叶结构分六节,下闸人字门的门叶结构分九节,在现场竖立拼装成整体。
2 船闸人字门的安装流程
施工程序:安装前测量放点→埋件及底枢安装→门叶吊装拼焊→顶枢安装→背拉杆安装调整→门叶跳动值调整→支枕垫块安装→支枕垫块环氧垫料浇注→底止水安装→其他附件安装→无水调试→有水调试→验收。
3 安装工艺
3.1 门叶吊装方案
门叶单节重87 t,选取260 t起重机。在闸底位置布置起重机,闸门经场内道路运输至闸底板,卸车后吊装至安装位拼装。
3.2 安装控制点的优化设置
人字门安装最重要基准点为底、顶枢旋转中心,顶、底枢旋转中心线的铅垂度是关系门叶安装完成后开关质量的关键,门叶安装后无法测量底枢中心点,只能通过其他控制点复核人字门顶、底枢中心的铅垂度,在底枢安装前进行控制点的布设尤为重要。
在左右、两侧闸底分别做一条通过底枢中心并行于闸室中心线的两条线AB和CD,再做一条同时通过两侧底枢中心的线EF,将三条线分别投影至闸顶。
在闸顶三条线上任取一点进行标记,作为底、顶枢中心控制线,测量门叶合力线MZ、NZ。
人字门安装放样控制线如图1所示。
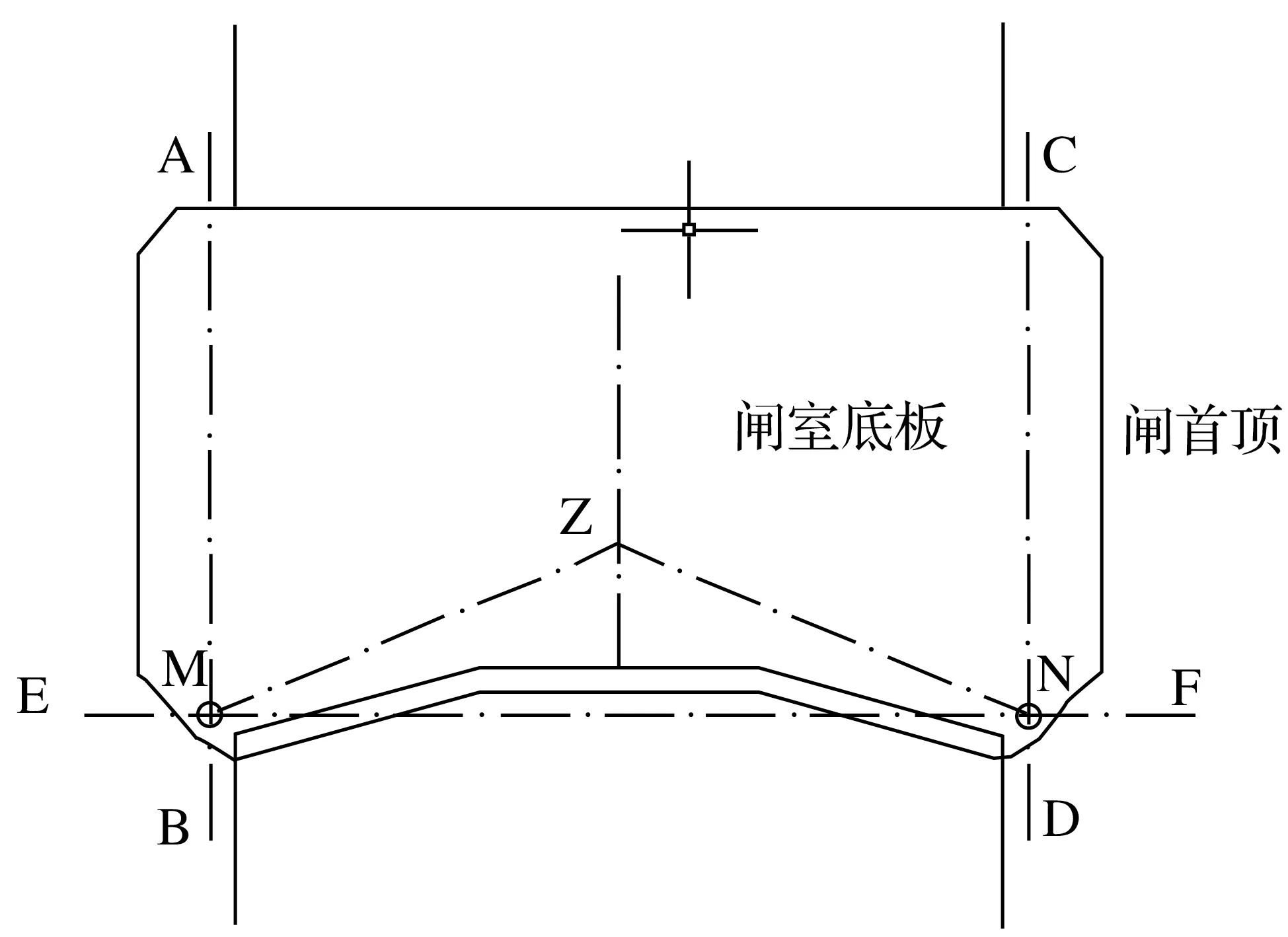
图1 人字门安装放样控制线
3.3 底枢埋件的安装
底枢埋件安装包括底座、垫板的安装,吊装前在安装位置预先设置托架,托架顶部高程比底座底面高程低2~3 mm,将底座精加工面用汽油清洗干净,分出旋转中心线和门叶合力线,将底座吊于托架上,调整底座中心、高程和角度,中心控制偏差小于2 mm,水平度偏差控制在1/1 000以内[1-2],调整合力线与放样线重合。
3.4 门叶安装位置优化
门叶拼装布置与全开成一定夹角位置竖立进行,人字门拼装时与闸墙的夹角一般为12°[3]。犍为船闸人字门叶宽度为20.2 m,充分考虑门叶背侧作业空间以及水平方向的加固因素,最终确定在与全开成3°夹角布置,面板离闸墙最小距离800 mm、最大1 500 mm,门叶拼装过程的操作空间和加固长度均较为合理。
人字门安装布置如图2所示。

图2 人字门安装布
3.5 门叶拼装
将预先准备的垫梁、钢支墩、垫块、楔子及100 t千斤顶等支承门体的设备沿3°安装轴线垂直方向摆好。每扇门叶布置4个钢支撑,对应底节门叶主梁下部专用顶门部位。
(1)门叶吊装采用260 t履带吊作为主吊,100 t汽车吊配合门叶进行空中翻身。吊装时,门叶底枢侧用手拉葫芦调整门叶水平度,防止下落过程中与蘑菇头发生碰撞。
(2)门叶吊装到位前约1.5 m,拆除底枢顶盖上的保护措施,并对正底枢中心。门叶下降至到位前约100 mm,检查球瓦与蘑菇头的周边间隙,校对中心,确保对位准确。缓慢下降门叶,球瓦与蘑菇头周边间隙约5 mm时,升起斜接柱侧两台千斤顶,顶住门叶后与门叶一起下降,门叶就位后形成三点支承状态。下落过程中随时检查轴瓦底部密封圈。
(3)底节门叶就位后,在门轴柱端板、斜接柱端板和门叶正面中心线位置用钢琴线悬挂重锤检查门叶的垂直度,利用水准仪检查底横梁水平度。为了防止调整门叶过程中球瓦与蘑菇头出现脱离现象,不使用门轴柱侧的2个千斤顶,调整斜接柱端千斤顶,使底节门叶垂直满足要求,斜接柱端高于门轴柱端1~2 mm后,将门轴柱侧2个千斤顶顶起以刚接触至门叶受力为宜,保证门叶由5点整体均匀受力(4个千斤顶加底枢)。调整合格后,门叶底部4个支撑千斤顶旁利用钢板及楔块垫紧,各支撑楔子块基本均匀受力。
(4)分节门叶按编号顺序吊装,单节调整垂直度,焊缝焊接,探伤检查及加固后,使用相同方法安装下一节门叶。
3.6 门叶的焊接变形控制
人字门上下游结构不对称且厚板多,通常采用手工焊接,焊接量大,门叶焊接变形控制困难。分节门叶在运输、吊装焊接过程中易产生变形情况,需要在安装焊接过程中消除,加剧变形控制的难度[4]。综合分析后确定采用CO2气体保护焊进行门叶焊接。
CO2焊接速度快、效率高、焊接变形较小,CO2焊接技术已比较成熟,可以进行全位置焊接,保证焊接质量。正式焊接过程中,严格控制焊接顺序,根据焊接工艺评定制定焊接参数,加强焊接监控控制焊接变形。
(1)焊接变形控制措施。
主要措施为预留反变形,门叶面板侧比后翼缘侧焊缝更多,焊接的收缩更大,焊接后有向面板侧倾斜变形的趋势。拼装时,可以向后翼缘侧预留反变形,以每节门叶高3.5 m计算,反变形数值约2~3 mm,在第一节门叶焊接变形后再根据实际变形情况进行调整。
(2)焊接顺序。
焊接变形控制的重点是人字门斜接柱、门轴柱正向、侧向直线度。具体门叶分段接缝焊接顺序及工位布置:承插口立缝→两侧端板缝→推力隔板→端隔板→端柱下游翼板→隔板后翼板→中间隔板→面板[5-6]。
(3)焊接监控。
焊接过程中,设专人监视检测门体变形,门轴柱鈄接柱中心各挂两个重锤,焊接变形较大时停止施焊,及时采取局部调整焊接顺序或刨除局部焊缝重新施焊等措施减小变形,刨削次数不宜超过2次。
3.7 拉架及顶枢的安装
(1)门叶安装后,根据控制点测出顶枢中心,自制移动式镗孔机进行现场镗孔。
(2)根据门体拼装后的耳板中心实际高程确定A、B拉架实际安装高程。
(3)以顶枢旋转中心测量放出A、B拉架的桩号及轴线控制点,利用该控制点布置临时支撑托架,将拉架吊装就位调整合格合加固。
(4)拉架安装完成后浇注二期砼,二期砼14 d强度后安装顶枢拉杆及顶枢轴。
3.8 背拉杆的预应力调整
背拉杆的安装与顶枢同步进行,预应力调整在人字门顶枢安装后,顶、底枢具备承载条件后进行。
采取专用工装和千斤顶施加预应力,调节螺母端头安装调节工装,配套千斤顶进行拉杆的应力调整。施加预应力前将应变片粘贴在背拉杆表面上,采用静态测试仪和动态测试仪测量其预应力。背拉杆焊接后,同时收紧上、下层背拉杆调节螺母,根据应力检测情况和斜接柱的垂直度,决定每根背拉杆的收紧量,使各杆应力尽量接近且斜接柱处无旁弯。重复应力调节过程,使门体斜接柱铅垂误差控制在±2 mm,背拉杆的应力达到设计要求。
3.9 门叶跳动值调整
背拉杆调整后,将门叶与启闭机连接,开关闸门,门体在全开位与全关位之间每旋转10°,水准仪检测斜接柱端任一点跳动量值,分析顶枢中心与底枢中心的铅垂度偏差,调节顶枢A或B拉杆,顶、底枢铅垂度不大于1 mm。
3.10 支、枕垫块的安装精度控制
支枕垫块在顶枢安装前先进行挂装,在顶枢、背拉杆安装完、门体基本无变形时精调支垫块、枕垫块。门叶关到全关位,调整支、枕垫块的中心线与支、枕座的合力线重合,任何方向的偏移值≤2 mm。
相邻两块支、枕垫块的端面间隙≤0.1 mm;支、枕垫块间局部间隙≤0.1 mm,累计长度不应超过单个支、枕垫块长度10%。支枕垫块精调完成后开始支枕垫块环氧填料浇筑。
4 结语
犍为航电枢纽船闸人字门施工中,通过吊装方案的优化、焊接质量控制、支枕垫调整等关键工序入手,使人字门安装工期缩短3个月,且各项工艺可靠、安全,施工工艺合理有效,各项检测数据优良。从投运至今,船闸人字门运行情况良好,为岷江流域的通航发挥巨大效益。
猜你喜欢
青少年科技博览(中学版)(2023年1期)2023-03-17 00:44:38
商品与质量(2021年39期)2021-12-05 06:02:28
锻压装备与制造技术(2021年3期)2021-08-13 08:39:54
水上消防(2020年4期)2021-01-04 01:51:30
水运工程(2020年7期)2020-07-27 02:19:36
铁道机车车辆(2016年3期)2016-10-25 09:02:43
水利规划与设计(2016年7期)2016-02-28 15:06:31
中国水能及电气化(2015年4期)2015-01-26 19:10:03
振动、测试与诊断(2014年4期)2014-03-01 01:14:03
河南科技(2014年4期)2014-02-27 14:07:17