
TB8钛合金表面间歇式真空渗氮层的组织与性能
2021-12-09 00:38冯勇,杨闯,严丽
机械工程材料 2021年11期
冯 勇,杨 闯,严 丽
(1.贵州师范大学材料与建筑工程学院,贵阳 550025; 2.中国航发贵州黎阳航空动力有限公司,贵阳 550014)
0 引 言
随着我国航天航空事业的快速发展,对飞行器紧固件、弹力组件及主要承力构件的比强度、耐腐蚀性能、抗氧化性、加工成型性等要求越来越高。为满足航天航空事业对钛合金应用的需要,我国自行研制了一种新型TB8亚稳定β型钛合金,由于该合金中含有较多的钼元素,其抗氧化性和耐腐蚀性能得到提高,该合金经过固溶及时效处理后可得到很高的抗高温强度,属于超高强度钛合金[1-4]。同时,TB8钛合金还具有优良的焊接性、冷加工成形性、淬透性及抗蠕变性等优点,用于制造有较高温度要求的飞机结构件、发动机结构件和紧固件等,对提高推重比、减轻飞机质量和节约燃料等都具有重要的意义[5-6]。但是,与其他钛合金相同,TB8钛合金也存在表面硬度低、耐磨性差等缺点,使其在实际应用中受到极大限制[7]。渗氮是提高钛合金表面硬度的最有效方法之一,钛合金表面渗氮的方法主要有激光渗氮、离子渗氮和气体渗氮。激光渗氮极易产生裂纹;离子渗氮不适用于形状复杂的零件,且工艺复杂;普通的气体渗氮时间较长,形成的渗氮层较薄[8-10]。作者所在课题组前期研究表明,钛合金在真空下渗氮能产生较多的活性氮原子,具有较高的氮势,且渗氮均匀[11-12]。在此基础上,作者对TB8钛合金进行间歇式真空渗氮处理,研究了渗氮后钛合金表面的组织和性能,为TB8钛合金的表面强化提供理论参考。
1 试样制备与试验方法
试验材料为退火态TB8钛合金棒,尺寸为φ15 mm×60 mm,其α+β相转变为β相的相变温度为799 ℃,化学成分(质量分数/%)为15.31Mo,3.22Al,2.85Nb,0.16Si,0.03Fe,余Ti。将试样磨制、抛光,用无水乙醇清洗后,置于自制的SLG1100型真空管式炉中,先将炉内抽真空至真空度小于1×10-3Pa,然后升温到800 ℃,再关闭真空泵并通入0.001~0.015 MPa的高纯氮气,渗氮30 min后,打开真空泵抽真空30 min,再通气渗氮,如此反复进行间歇式通气渗氮和抽真空,总时间为6 h,然后炉冷至室温。
采用X PERT PRO 型X射线衍射仪(XRD)分析合金表面的物相组成,采用铜靶,Kα射线,管电压为40 kV,管电流为20 mA,扫描速度为6 (°)·min-1,扫描范围2θ为0°~85°。试样经打磨、抛光,用由体积比为1…2…17的HF、HNO3、H2O组成的混合溶液腐蚀后,用ICX41M型倒置光学显微镜观察截面显微组织。用SCHV-V2.0型全自动显微硬度计测试截面硬度,载荷为0.98 N,加载时间为15 s,从距表面10 μm向心部测量,测试间隔为20 μm。在MM-U10A型端面磨损试验机上进行干摩擦磨损试验,载荷为200 N,转速为 200 r·min-1,时间为30 min,对磨盘材料为Gr15钢,尺寸为φ40 mm × 10 mm,硬度为63~65 HRC;磨损试验结束后,经无水乙醇清洗,用精度为0.1 mg的电子天平称取磨损前后试样的质量,计算质量损失,并采用光学显微镜观察磨损形貌。在室温下将试样放入体积比为1…4…15的HF、HNO3、H2O组成的混合溶液中进行加速腐蚀,腐蚀时间为10 min,经无水乙醇清洗,用精度为0.1 mg的电子天平称取腐蚀前后试样的质量,取3个试样计算腐蚀速率,并采用光学显微镜观察腐蚀形貌。腐蚀速率的计算公式为
(1)
式中:Δm为试样的质量损失,g;ρ为钛合金的密度,g·cm-3;A为试样的面积,cm2;t为腐蚀时间,min;v为腐蚀速率,μm·min-1。
2 试验结果与讨论
2.1 物相组成
由图1可知:渗氮前TB8钛合金的物相主要为α-Ti,而经过间歇式真空渗氮后,表面渗氮层主要由TiN、TiN0.3、Ti2AlN及α-Ti相组成。根据价键理论,Al-N的共价键长约为180.1 pm,Ti-N的键长约为197.5 pm,TiN的稳定性比AlN高[13]。在间歇真空渗氮过程中,氮优先与钛结合并在表面形成大量的TiN,因为TiN的大量形成使钛大量消耗,造成氮化物层与基体界面钛含量大量减少,进而出现贫钛区,使得该处铝含量增加,当铝含量达到一定值后,便会形成钛铝金属间化合物,并与氮进一步反应形成Ti2AlN[14]。

图1 间歇式真空渗氮前后TB8钛合金的XRD谱Fig.1 XRD pattern of TB8 titanium alloy before and afterintermittent vacuum nitriding
2.2 截面组织
由图2可知,TB8钛合金经过间歇式真空渗氮后,其渗氮层由厚度60~80 μm氮化物层和厚度110~130 μm氮扩散区组成,基体组织为单一β相。钛是强氮化物形成元素,与氮元素具有很强的亲和力,渗氮后钛合金表面迅速形成钛的氮化物,钛的氮化物稳定性很强,使得氮难以进一步向内部扩散[15]。通过间歇式循环抽真空和通气渗氮,一方面,炉内气体被强制流动,有利于提高表面活性,从而提高后续氮原子的吸附力,另一方面,氮气不断充入炉内可增加活性氮原子的数量。两个过程相互促进,可极大缩短渗氮时间。

图2 间歇式真空渗氮后TB8钛合金的截面组织Fig.2 Section microstructure of TB8 titanium alloy afterintermittent vacuum nitriding
2.3 硬 度
由图3可知:经间歇式真空渗氮处理后,TB8钛合金的硬度沿层深的分布是先保持稳定后逐渐降低,说明经间歇式真空渗氮后钛合金表面形成了一定深度的硬化层;表层硬度为800~850 HV,由表面至心部硬度缓慢降低,心部基体硬度为250~270 HV。TB8钛合金经间歇式真空渗氮后,晶格发生畸变,且钛的氮化物TiN、Ti2AlN及TiN0.3具有很高的硬度,因此表面硬度高达800~850 HV;在间歇式真空渗氮的真空阶段,氮原子向内部扩散,形成了厚度为110~130 μm的氮扩散区,氮扩散区的形成使得该区域的硬度维持在较高的数值。
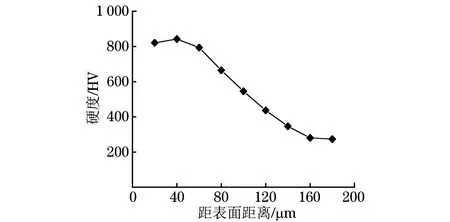
图3 间歇式真空渗氮后TB8钛合金的截面硬度分布Fig.3 Section hardness distribution of TB8 titanium alloy afterintermittent vacuum nitriding
2.4 耐磨性能
间歇式真空渗氮前后,TB8钛合金的磨损质量损失分别为31.82,2.63 mg。间歇式真空渗氮后TB8钛合金表层硬度高达800~850 HV,同时形成了氮扩散区,因此钛合金表现出较优异的耐磨性能。由图4可知,磨损试验后未渗氮合金表面存在大量宽且深的犁沟,而且在局部区域能观察到撕裂现象,而间歇式真空渗氮后TB8钛合金表面未形成明显犁沟。未渗氮合金硬度仅为250~270 HV,易与摩擦副发生磨粒磨损而在合金表面形成犁沟;钛合金活性较高,在摩擦磨损过程中,易与摩擦副产生黏着磨损而出现局部撕裂现象。TB8钛合金经过间歇式真空渗氮后,其表面形成了高硬度的氮化物层和较厚的氮扩散区,在摩擦磨损过程中表面只形成了浅而窄的磨痕,表面渗氮层基本完整,耐磨性得到极大提高。
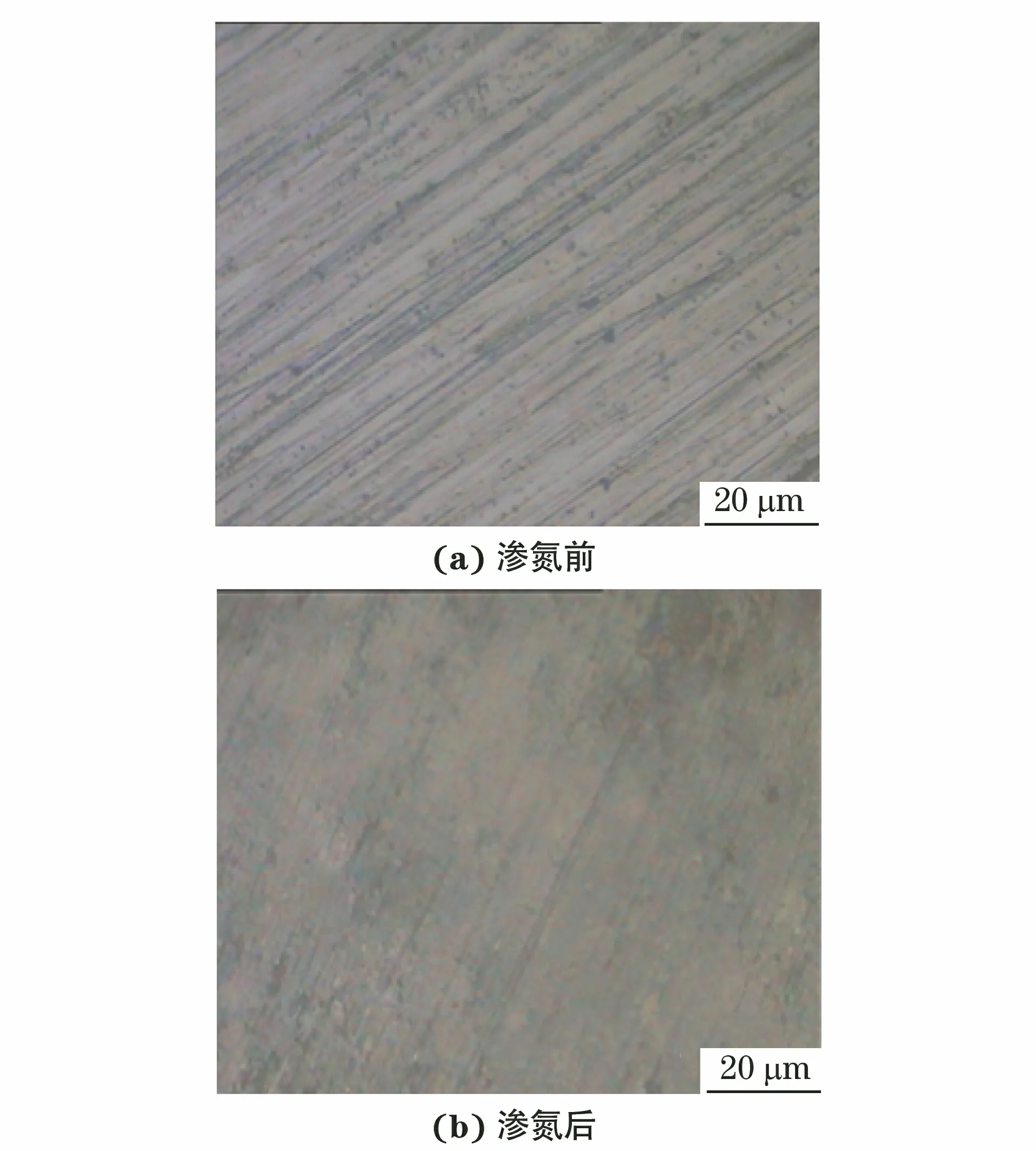
图4 间歇式真空渗氮前后TB8钛合金的磨痕形貌Fig.4 Wear morphology of TB8 titanium alloy before (a)and after (b) intermittent vacuum nitriding
2.5 耐腐蚀性能
间歇式真空渗氮前后,TB8钛合金的腐蚀速率分别为13.394,0.087 μm·min-1,在相同的条件下,间歇式真空渗氮合金的腐蚀速率仅为未渗氮合金的1/153,这是由于间歇式真空渗氮后TB8钛合金表面形成的渗氮层硬度高,且具有良好的化学稳定性,同时TB8钛合金含有较多钼元素,可以提高合金在HF和HNO3混合溶液中的耐腐蚀性能[16]。
由图5可知,未渗氮TB8钛合金表面出现大量不均匀的腐蚀坑,腐蚀坑的直径为5~10 μm,而经间歇式真空渗氮后,表面未见明显腐蚀坑,渗氮层基本保持完整。由此可知,间歇式真空渗氮后TB8钛合金表面耐腐蚀性能得到明显提高。

图5 间歇式真空渗氮前后TB8钛合金的腐蚀形貌Fig.5 Corrosion morphology of TB8 titanium alloy before (a) and after (b) intermittent vacuum nitriding
3 结 论
(1) TB8钛合金经800 ℃间歇式真空渗氮6 h后,其表面渗氮层由厚度60~80 μm氮化物层和厚度110~130 μm氮扩散区组成,渗氮层主要由TiN、TiN0.3、Ti2AlN及α-Ti物相组成。
(2) 间歇式真空渗氮处理后,TB8钛合金表层硬度为800~850 HV,由表层至心部硬度缓慢降低,心部硬度为250~270 HV;在相同条件下,间歇式真空渗氮处理合金的磨损质量损失为未渗氮合金的1/12,表面形成了浅而窄的磨痕,渗氮层基本完整,耐磨性得到显著提高。
(3) 间歇式真空渗氮后TB8钛合金在HF和HNO3混合溶液中的腐蚀速率仅为未渗氮合金的1/153,表面未见明显腐蚀坑,耐腐蚀性能得到明显提高。
猜你喜欢
金属加工(热加工)(2022年5期)2022-06-21
陶瓷学报(2021年5期)2021-11-22
石油炼制与化工(2021年5期)2021-05-12
金属加工(热加工)(2020年11期)2020-11-25
航空制造技术(2020年15期)2020-11-06
表面技术(2019年6期)2019-06-26
陶瓷学报(2019年5期)2019-01-12
柴油机设计与制造(2016年4期)2017-01-15
工业设计(2016年4期)2016-05-04
汽车与新动力(2015年1期)2015-02-27
