
基于S7-1200直动式限位开关装配生产线仿真设计方案*
2021-12-07 04:11陈欣欢
科技创新与应用 2021年35期
陈欣欢,常 辉
(安徽职业技术学院 机电工程学院,安徽 合肥230011)
科技的不断创新,为企业生产提供了新的生产力。现有的直动式限位开关装配小型生产线,由于实际生产效率不高,工作不稳定,生产线数据无法进行实时共享和实现动态监控,因此需要对该设备进行改良。为完善系统性能进行该生产线自动化控制系统开发,实现生产线的信息化实施,借助数字化虚拟仿真环境对该设备进行数字化虚拟仿真调试,并验证方案。
1 系统搭建
直动式限位开关装配生产线由6个工作站组成:主件供料站、次品分拣站、旋转工作站、方向调整站、产品组装站以及产品分拣站。每个站主要包括:电机、限位开关、急停按钮、自动按钮、手动按钮、自动/手动旋钮等,通过西门子S7-1200PLC联入到工业物联网智能网关IOT2040并将数据上传到云端,该生产线的系统搭建如图1所示。

图1 直动式限位开关装配生产线系统搭建示意图
2 数据连接与应用
2.1 PLC与WinCC之间的数据连接与应用
为能够实时监控PLC运行状态,利用WinCC监控画面实现对主件供料站运行状况的实时监控:当前运行模式、气爪运行方向及松紧状态、电机运行方向及使能状态,同时向用户提供操作平台让用户可以对流程进行简单地修改。
2.2 PLC与MCD之间的数据连接与应用
使用MCD与PLC建立信号映射实现生产线设备数字化,将设备调试值作为输入变量链接入MCD的执行器,以控制MCD仿真,同时将MCD中的输出变量反馈至PLC中。
2.3 PLC与IOT之间的数据连接与应用
利用智能网关IOT2040实现本地生产线与工业云平台的对接,完成对指定数据的收集。使用5口交换机将PLC、智能网关、用户电脑连接,配合已经搭建完成的云服务器,通过MQTT协议进行设备间的数据传输。
3 控制系统分析与设计
3.1 功能分析与设计
3.1.1 系统总体功能
该生产线整体运行功能为:首先,主料件从仓库出料,由气爪搬运到高度检测处,通过传感器进行判断是否为合格品。在将不合格品剔除后,合格品随后进入旋转工作站通过判断其位置状态并进行方向调整,使得最终主料件的方向处于符合组装所需的状态;然后,在产品组装站将两部分辅料件依次装配到主料件上,完成产品的组装;最后,进入产品分拣站,通过颜色传感器检测将不同的产品分别分拣到相对应的物料滑槽中。
(1)数字化虚拟仿真调试
通过虚拟仿真设计与调试程序,打开设备模型和机电概念设计(参考模型如图2),用MCD来定义各种传感器、执行器、运动副和仿真序列,使得模型具备设备的基本功能,使用信号适配器建立IO信号,完成MCD与PLC的信号映射(如图3),再通过PLC程序控制信号,根据MCD运动时序和仿真结果,完成PLC控制系统实施方案的设计、程序的设计,实现数字化虚拟仿真调试任务。
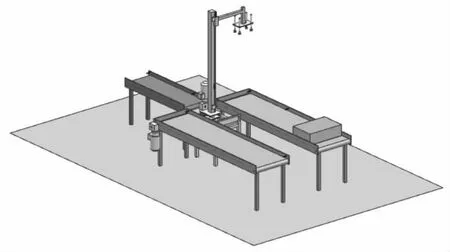
图2 参考模型
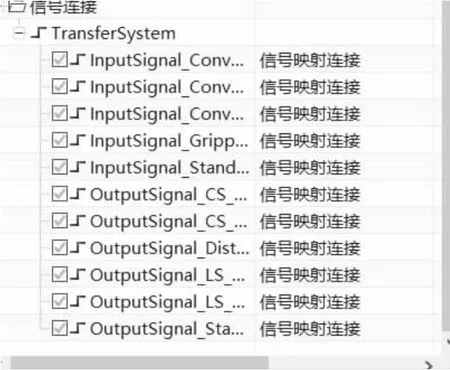
图3 信号映射
(2)物联网智能网关
通过以太网将PLC信号输入到智能网关并上传到云端,如图4所示,从而可以监控到设备运行时间、单个物料生产时间、自动模式运行时间、设备停止次数、设备停止时间、故障次数、故障代码并通过云端发送维护报文。
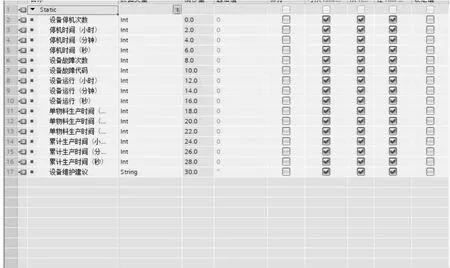
图4 上传网关数据
3.1.2 系统网络拓扑结构
该生产线的6个工作站的PLC通过工业以太网进行交互,网络拓扑图如图5所示。通过智能物联网关将生产线运行相关数据上传到云端,并利用WinCC对系统运行进行组态和监控。
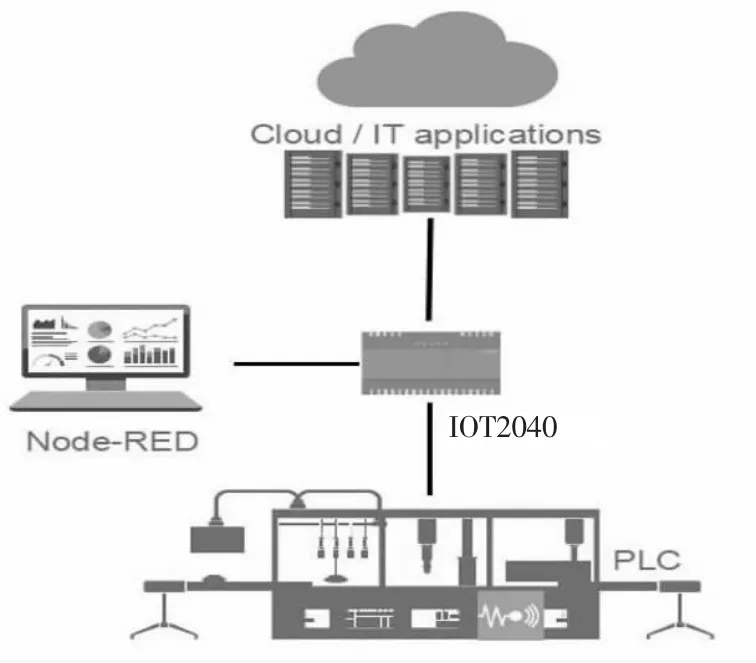
图5 系统网络拓扑结构图
3.2 设备选型
根据生产工艺的要求,对各个模块进行了设备选型。该生产线设备选型见表1所示。

表1 生产线设备选型一览表
3.3 紧急停车及安全联锁设计
3.3.1 系统安全分析
(1)模式切换保护
如果生产线需要切换模式时,只有在拍下急停按钮后才可进行模式切换/选择。
(2)设备故障保护
生产线在运行过程中发生故障时报警,会自动断开运行模式。
(3)限位保护
在生产线传送带的前后两端设有限位开关,当电机触碰到限位时,立即停止向当前方向运行。
(4)紧急停止
当发生突发情况时,按下急停按钮,系统立刻停止运动并保持在当前状态。
(5)短路保护
当设备发生短路或过载时,空气开关会自动跳闸,防止发生意外事故。
(6)设备维护
系统由工业物联网上传到云端并实时监控系统当前的运行状态,当发生故障时,云端服务器会根据数据分析自动反馈维护建议,系统根据维护建议进行设备维护。
(7)虚拟调试
程序编写完成时,可以使用虚拟仿真调试程序,可以防止程序出错引发意外事故。
3.3.2 紧急停车程序设计
当设备发生紧急状况时拍下急停按钮,立即停止机器,防止伤害或者损失扩大。紧急停车程序如图6所示。
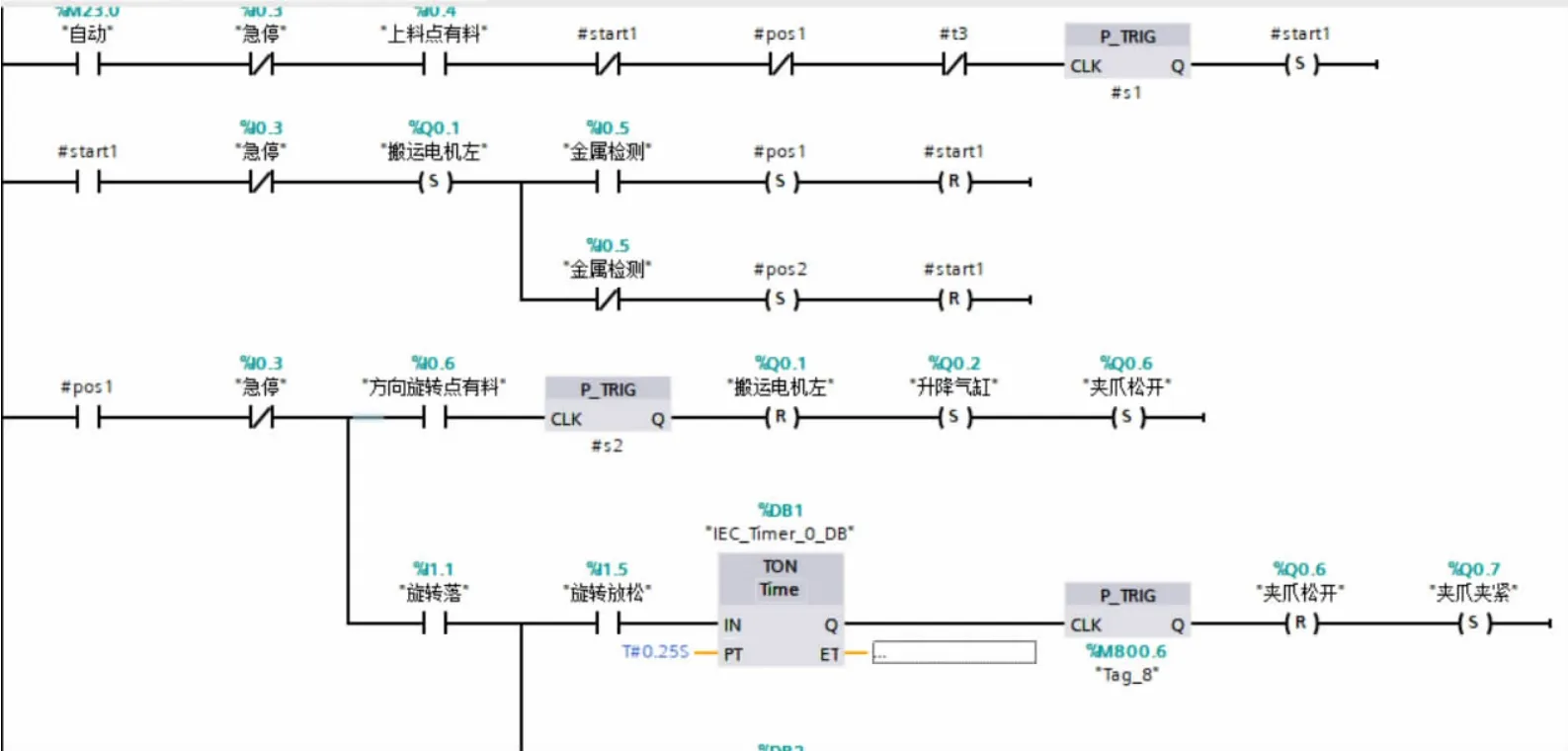
图6 紧急停车程序
3.3.3 安全联锁程序设计
安全联锁是达到预先设置条件时采取的自动操作,在生产过程中的事故状态下实现自动停车,以减少或避免事故发生,如图7所示。

图7 安全联锁程序
4 人机界面及功能设计
4.1 生产状态查看界面
在主界面,点击生产状态查看、设备故障管理、生产数据报表等菜单,可以进行相关数据的查看,还可以进行系统设置及设备I/O设置,如图8所示。
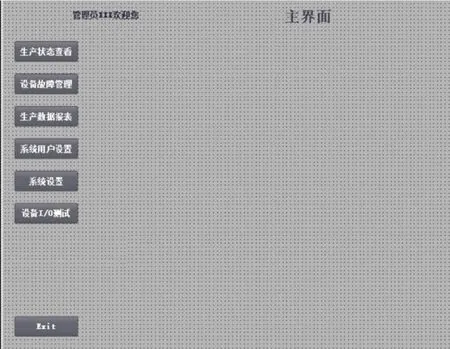
图8 主界面
4.2 生产状态查看及系统设置界面
在生产状态查看界面,可以查看A/B物料数量、校正数量、停止计数、停机时间。在系统设置界面,点击回零、单步自动、单步运行、停止模式按钮,可以强制进入对应的运行模式。
5 结束语
本设计采用PLC控制装配生产线,对主料件进行高度检测、次品分拣、方向调整、产品组装及产品分拣等一系列步骤,通过S7-1200PLC联入到工业物联网智能网关IOT2040,将数据上传到云端,应用计算机对系统进行设置和数据管理,从而实现一体化工作,提高生产效率,工作稳定,通过仿真实验证明,集成化的直动式限位开关装配生产线在实际工程中具有一定的工程价值。
猜你喜欢
中国交通信息化(2022年9期)2022-11-19
汽车实用技术(2022年16期)2022-08-31
华人时刊(2022年5期)2022-06-05
奥秘(2020年6期)2020-06-30
现代装饰(2020年5期)2020-05-30
电子制作(2019年11期)2019-07-04
汽车观察(2018年12期)2018-12-26
汽车观察(2018年10期)2018-11-06
科技创新导报(2016年4期)2016-11-19
人力资源(2015年7期)2015-08-06
