
复合钢管紧密度指标分析
2021-11-30 07:04杨勤祥
钢管 2021年3期
杨勤祥
(上海海隆复合钢管制造有限公司,上海200949)
1 国内复合钢管紧密度指标现状
双金属复合管是一种具有广阔应用前景的新型管材。它不仅可以减少稀有金属的使用量、降低工程造价、提高管材的安全性和使用寿命,而且能够替代碳钢+缓释剂和纯不锈钢管而有效解决高含量的CO2、H2S和Cl-输送介质的腐蚀问题,因此在石油产品输送、炼化行业逐渐得到推广且应用日趋广泛。L245N+316L内衬复合钢管原材料采购容易,价格较低,被各大油气田广泛认可和采用。
“紧密度”是表述复合钢管层间环向残余应力与钢铁本身交互属性的术语,是衡量内衬复合钢管产品质量的一项重要指标,在不同标准或设计文件中被描述成“握紧力”“结合强度”或“接触应力”等,其衡量指标在各种标准和项目技术规格书中描述也不完全统一。中国石油天然气集团有限公司(简称中石油)、中国石油化工集团有限公司(简称中石化)和中国海洋石油集团有限公司(简称中海油)近年来几个典型项目的紧密度要求见表1~3。

表1 中石油典型项目紧密度指标要求
一般来说,复合管的紧密度越高,结合力越大,产品的性能越好。但是,有些项目规格书要求的指标超高,供货商根本无法达到,在交货验收时会发生复验不合格的情况。为了得到内衬复合钢管紧密度比较接近真实的衡量数据,笔者依据目前国内外内衬复合钢管行业中较为普遍的水压复合工艺[1-7],参考国内外相关文献资料的理论判据及计算公式,对实际生产中应用比较多的L245+316L复合管的紧密度值进行理论计算和分析。

表2 中石化典型项目紧密度指标

表3 中海油典型项目紧密度要求
2 水压复合工艺材料匹配与紧密度的关系
2.1 选择水压复合工艺分析的意义
现有的内衬双金属复合管成形工艺一般包括液压复合法、机械旋压法、机械拉拔法、滚压法等。水压复合法由于工艺简单、质量稳定,是较有前景也是目前主流的生产方式。文献[8-11]表明,双金属复合管拉拔成形和旋压复合是非常复杂的弹塑性变形过程,既有物理非线性,又有几何非线性,边界条件很复杂,严格的理论分析十分困难。而且,机械拉拔法在拉拔过程中摩擦阻力大、能耗高,对内、外层管质量要求较高,成品率较低;机械旋压法适用范围比较有限,加工小直径管困难,而且拉拔和旋压都需要内模具与衬管表面接触,会产生衬管表面的加工硬化和钝化膜的破坏。液胀成形双金属复合管是通过高压水使基管和内衬管发生弹性变形,降压后基管的弹性回弹量大于衬管的塑性回弹量,基管和衬管之间存在残余接触压力,基管进而紧紧抱紧衬管,形成双金属复合管。
液胀成形工艺的胀合力均匀,大小容易控制,产品防腐性能优良,成本较低,管体质量好,因此得到了广泛的应用和认可,发展迅速。而其他成形方式,由于各自的缺点,在实际应用中效果不佳,产品逐步被液胀成形双金属复合管取代。因此可以说液胀成形双金属复合管是未来的发展趋势[12]。
管材液压胀形技术在国外发展很快,德国、美国和日本是其中几个发展较快的国家。目前,国外几个比较著名的复合钢管公司如澳大利亚的Proclad公司,英国的Cladtek公司,德国的Butting公司等都是采用液压复合方式。国内复合钢管制造厂家上海海隆复合钢管制造有限公司、浙江久立特材科技股份有限公司和西安向阳航天材料股份有限公司也大多采用水压复合制造双金属内衬复合管。
综上所述,以水压复合工艺为基础,研究内衬复合管的紧密度对于行业有一定的代表意义。
2.2 根据理论判据分析材料匹配对紧密度的影响
无论是水压复合,还是拉拔和旋压复合,其中基管和衬管材料的弹性模量、力学性能、复合间隙、几何尺寸、表面缺陷、复合压力等都是影响紧密度的主要因素。
对于水压复合管内、外层管材料能否胀合的材料匹配判据,国内外有很多的文献[1-7],有通过建立试验模型采用有限元分析方法的,有通过复合理论进行公式推导计算并通过试验进行验证的。一般认为材料力学性能与弹性模量的正确选配是复合钢管能否胀合的前提条件。基本理论是在基管和衬管弹性模量基本相等的条件下基管的屈服强度必须大于衬管的强化或当量屈服强度,复合管才能产生结合力。用公式描述就是Ei/Eo∧Rp衬/Rt基,其中Ei为衬管的弹性模量,Eo为基管的弹性模量,Rp衬为衬管的屈服强度,Rt基为基管的屈服强度。
王学生在文献[13-15]的研究基础上以内、外层管刚好接触而未产生接触压力时的应力为当量屈服强度,并假定外层管始终保持在弹性范围内,导出了满足内外层管胀合条件的判别依据[16],并进一步推导出了液胀管成形压力与残余接触压力之间的理论解析式,并利用有限元分析和试验相结合进行分析和验证,得到比较好的计算结果。
利用有限元分析、理论推导并结合实际生产工艺在考虑衬管胀合过程中基衬管消除间隙后的应变强化,考虑一般内外层管间隙尺寸选择均在应变2%~3%,故而Rp衬的下限值取内管材料应力应变曲线上应变2%时的值(Rp2衬),得到的结论是Ei/Eo∧Rp2衬/Rt基。这就是内外层管材料能否匹配的粗略判据,两者相差越大越易胀合。当Ei≈Eo,复合管能否胀合的内外层管材料的匹配判据至少要满足下列条件Rt基∧Rp2衬,这是目前得到的最新研究结论。
根据以上公式,对L245+316L两种具有代表性规格Φ114.3 mm和Φ168.3 mm复合管进行分析计算,其实际力学性能参数见表4。

表4 L245+316L复合管内外层管材料的力学性能参数和胀合判断
2.3 利用接触应力法计算结合力结果

将计算的复合压力值带入公式(4),计算出Φ114.3 mm×(8+2)mm和Φ168.3 mm×(8+2.5)mm两种规格的残余接触应力Pc*分别为-2.01 MPa、0.821 MPa(没有考虑摩擦因数的影响)。可见,由于复合后衬管的强化屈服强度391 MPa远大于基管的屈服强度,Φ114.3 mm×(8+2)mm规格不符合产生结合力的判据条件,计算的残余接触应力是负值,所以这个值是失真的,不予考虑。
假设摩擦因数为0.15(钢与钢之间的摩擦力),结合力P按0.15Pc*计,推导计算Φ168.3 mm×(8+2.5)mm的结合力为0.15 MPa,利用GB/T 37701—2019《石油天然气工业用内覆或衬里耐腐蚀合金复合钢管》推荐的推出力F公式(F=3.14PDiH)反推得到推出力F为14.3 kN。Ht为基管和衬管结合部分的长度。
2.4 试验验证
三种典型规格的推出法试验结合力数据见表5,根据GB/T 37701—2019规定的方法截取长度为200 mm试样做推出法试验,其中最大推出力F为实测值,结合力P为根据标准中提供的计算公式(没有考虑摩擦力)计算得到的数据。
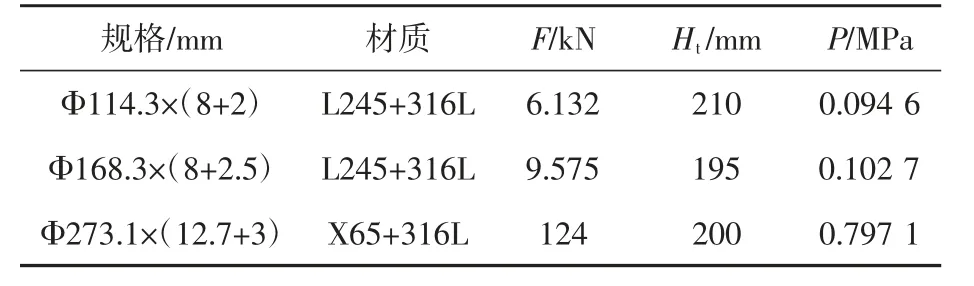
表5 典型规格复合管推出法试验结合力数据
由此可见,无论是计算结果还是试验结果,对于L245+316L材质的两种规格虽然显示有微量的结合力和推出力,但与表1要求的30 kN和50 kN相差甚远;而X65+316L的推出力明显高于50 kN。这也说明不同钢级基管材料与同一衬管材料匹配产生的结合力不同。L245+316L理论推算上没有结合力,而实际结果会有结合力,笔者认为出现上述理论和试验差异的最主要原因是实际工业生产管材的几何形状并非理想圆筒体。实际管材不可避免地存在不圆度、弯曲度、表面不平度或非均匀壁厚,衬管在完全屈服后总有一部分要与基管接触,但不能达到紧密接触,也可以说一种假胀合现象。
材料组合20+LC2205,采用API Spec 5LD—2015《内覆或衬里耐腐蚀合金复合钢管》规定的应变片法实测接触应力,得出的接触应力σy数据见表6。从表6中看出,X80+LC2205实测应力值远高于20+LC2205。由此可见,提高基管钢级,增加基管与衬管的屈服强度比值,可以提高内衬钢管紧密度值。

表6 典型规格复合管应变法接触应力σy数据
3 结 论
(1)在设计内衬复合钢管时,如果基管设计单纯考虑强度,基管材料的屈服强度低于衬管的屈服强度时,则紧密度指标应相对降低;基管钢级在满足强度设计的前提下,若需要较高的紧密度,则需要满足基管的屈服强度大于衬管的强化屈服强度才能产生结合力这一条件。
(2)对于内衬材料为不锈钢316L或镍基合金N08825,如果复合管要求有较高的紧密度,则需要求基管的钢级在L360以上。
(3)对于内衬LC2205复合管,建议基管的钢级选用L485(X70)以上,其基管实际屈服强度才能大于衬管的强化屈服强度,否则不会有结合力。
(4)虽然采用非水压复合工艺有可能在基衬管材料“低配高”的情况下有较高的紧密度,但是对于产品的整体质量,水压复合工艺明显具有较大的优势。
猜你喜欢
重庆建筑(2022年8期)2022-11-24
学苑创造·C版(2022年8期)2022-06-18
油气田地面工程(2022年4期)2022-04-20
红岩春秋(2022年1期)2022-04-12
意林(绘英语)(2018年2期)2018-11-29
科技创新与应用(2017年15期)2017-05-31
印刷技术·包装装潢(2015年12期)2016-02-18
小天使·二年级语数英综合(2015年11期)2015-11-11
建材发展导向(2014年5期)2014-10-20
小火炬·阅读作文(2009年5期)2009-05-27
