印花彩板的开发与应用
2021-11-17 07:46:08张文静
中国钢铁业 2021年7期
张文静
1.前言
印花彩板是印有花纹或图案的彩涂板,是近年来比较热门的一种新型家电板和建材装潢板。鉴于其外观比涂层板更雅致、刚性更强、性能更优胜,特别是具有环保优势,越来越受到用户的喜爱。
为满足客户需要,抢占市场商机,马钢决策按彩涂印花工艺组织生产此类彩涂卷,并立项进行防盗门用印花彩板的开发。
2.简介
彩涂印花工艺就是在涂装生产中,依据不同要求的花纹和产品类型,在一个或多个涂装设备上,利用带有凹状花纹的印花辊和其他设备,将花纹精确传布到涂敷辊上进而涂敷到带钢上,并进行适当次数和程度烘烤的综合工艺。
为了将花纹印到涂层板的涂膜上,首先要将花纹刻蚀到紫铜辊上,而后对铜辊镀铬,作为涂层印花用的印辊。印辊外表上的图案花纹是凹陷的,运行时要先从有色浆的料盘中沾取色浆,而后由刮刀将凹陷之外的色浆整个刮掉。当印辊与转印胶辊接触时,花纹内的色浆转移到转印胶辊上,最后印到钢板外表。再经过恰当温度的加热烘干,花纹便很稳固地附在钢板的涂膜上。一般印花工艺分卧式和立式,我部采用的是立式。
3.产品开发的必要性
3.1环保优势
传统工艺生产工序为:镀锌板、冷轧板等→开平、剪切→冲压成形→清洗→磷化→喷涂→组装。由于预涂彩钢板其中的清洗、磷化、喷漆、转印工艺对环境污染相当严重,国家已将其列入《产业结构调整指导目录》淘汰类。而彩涂工艺则正好省去这些环节,减少了污染,符合环保政策。
3.2工艺优势
(1)连续化生产,提高生产效率和产品质量稳定性;
(2)先进的前处理工艺,提高涂层结合力和保护性能;
(3)涂层流平性好,均匀性更佳,外观更加漂亮;
(4)底色涂层个性化设计,可提供更丰富的花色;
(5)油墨(快干涂料)印刷后有清漆层保护,提高图案色牢度。
3.3性能优势
(1)不同涂层体系设计,满足不同的性能要求。防锈底漆提高耐腐蚀性能;聚酯涂层的抗老化特性彰显保护性能、美观特性;环氧背涂提高夹心层复合的粘结性及抗腐蚀性。
(2)底漆耐腐蚀、面漆耐候性能提高,有效保障印花图案的色牢度,延长质保周期,提高产品的使用寿命。
4.生产情况
4.1产品设计
鉴于我厂生产线设备的局限性,无法实现多色套印的拼接图案,所以只能定位于单色花纹印花产品。考虑到基板选用的不同(镀锌板和冷轧板)可能会对产品的防腐及耐老化性能会有所影响,因此将工艺设计定为如下两种方案:
(1)采用一次上线、三涂两烘生产工艺:
基板→清洗→有铬钝化→初涂(正面面漆、背面底漆)→初涂固化→精涂A(带料辊为指定花色图案定制的刻花钢辊,油墨)→精涂B(清漆)→精涂固化→冷却→检验→卷取。
(2)采用二次上线,四涂三烘生产工艺:
基板→清洗(开启预清洗、刷洗段)→有铬钝化→初涂(正、背面底漆)→初涂固化→冷却→检验→卷取→入口(重新上卷)→初涂(正面面漆)→初涂固化→精涂A(带料辊为指定花色图案定制的刻花钢辊,油墨)→精涂B(清漆)→精涂固化→冷却→检验→卷取。
4.2质量标准
(1)表面质量见表1。
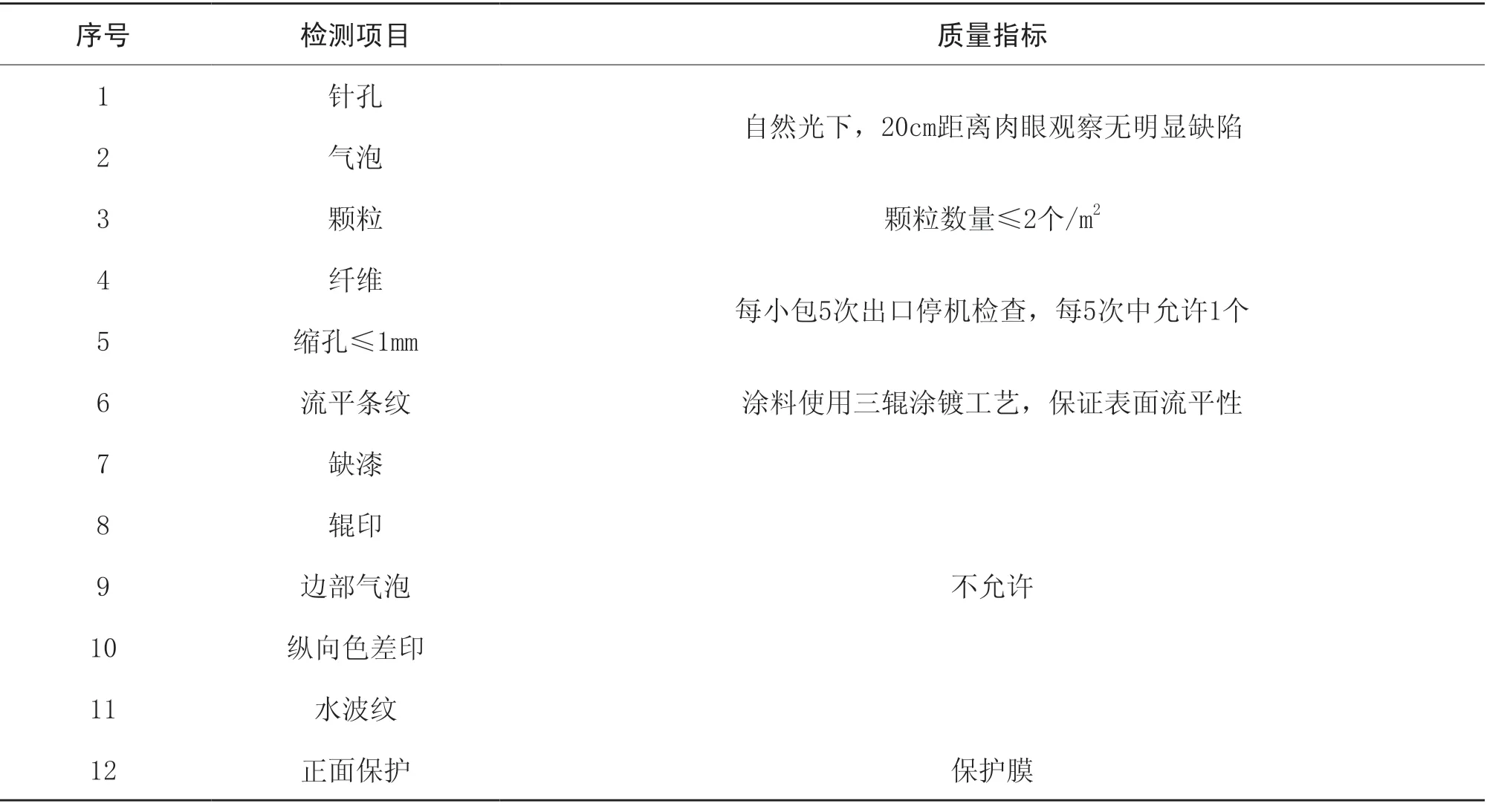
表1 表面质量标准
(2)性能指标见表2。
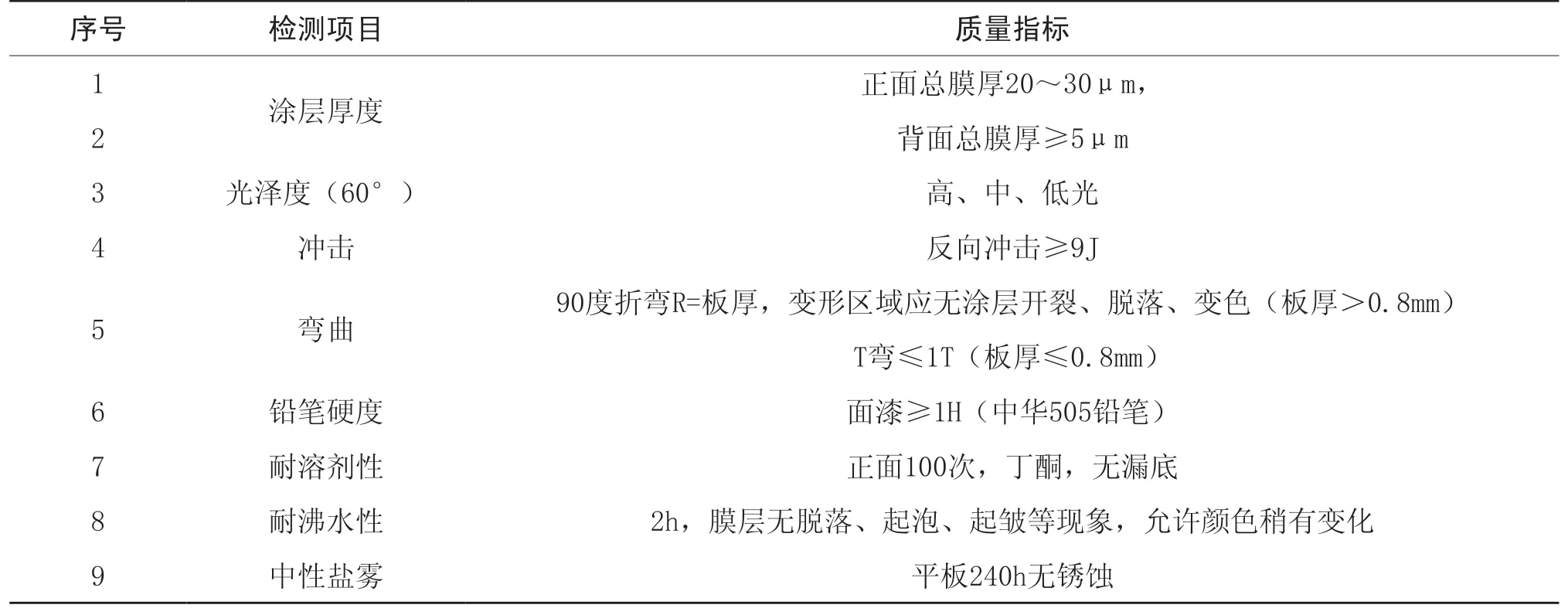
表2 性能指标
5.后续加工情况
5.1开平、剪切
(1)工艺流程。开卷→粗整→缓冲→精整→飞剪→传输→清洗→堆剁。
(2)存在问题。由于我厂生产线未能实现自动换膜,导致出现短距离的贴膜不规整以及跑偏现象,因此在开平时需要将这部分剪切掉,势必造成一定的浪费从而影响产品的成材率。
5.2冲压成型
(1)工艺流程。压花→裁边→冲孔→折边→焊接→填充→压合→组合成门。
(2)存在问题。表面的冷贴膜在冲压后放置若干小时后出现周边膜局部起翘现象;虽然冲压后板面平整度及表面质量良好,但是从用户角度仍希望能降低基板的硬度;因彩涂工艺刚替代转印工艺,现场搬运时容易出现表面擦伤等现象。
6.开发难点
6.1生产关键点
(1)各辊辊速的调整。印花花纹的形成过程要求钢带、涂覆辊、印花辊三者的运行速度100%一致。若印花辊与涂覆辊速度存在差别会导致花纹的图案杂乱,易出现重影;若涂覆辊和带钢之间的速度存在偏差,则会导致带钢上的图案离散,失去优美感。因此,如何调整各辊辊速是生产的首要关键点。
(2)博士刀装置的选择。由于印花过程中博士刀装置直接起着形成花纹的作用,博士刀应具备良好的平直性、合适的弹性、一定的硬度、优异的耐溶剂性及耐摩擦性。在选用博士刀时,除要依据线速度、花纹、辊径及粗糙度等因素综合考虑形状及材质外,还要考虑到博士刀的平滑性、稳定性、易操作性等因素。
(3)基板的选择。材质的软硬直接影响后续的加工过程是否合格,因此基板的选择尤为重要。另外,对基板的表面粗糙度和平整度也要提出较高要求,如果粗糙度过大或基板板厚度不均匀,会造成基板和涂覆辊之间的压力不均匀,从而造成膜厚不均,形成色差。
6.2用户提出的异议
(1)加工过程中折弯、切口如何处理。
(2)彩涂产品焊接工艺无法解决,这是很大的问题。
(3)花色品种单一(市场上很多为拼接门),无法实现差异化产品的研发。
(4)门板和门框的尺寸不同,若不配套供应,颜色会有差异。
7.结语
目前,马钢印花彩板的开发只迈进了一小步,接下去将继续改善产品各项性能指标,对存在的问题逐一研究解决。印花彩板的产品市场前景可观,相关企业应继续努力开拓!
猜你喜欢
机械工程材料(2022年2期)2022-03-02 05:53:00
汽车维护与修理(2021年24期)2021-12-23 02:16:14
天津科技大学学报(2021年1期)2021-02-25 09:26:48
科学咨询(2020年37期)2020-01-06 05:09:42
启蒙(3-7岁)(2019年1期)2019-01-03 02:11:56
雷达学报(2018年1期)2018-04-04 01:56:50
橡胶科技(2018年7期)2018-02-16 23:46:02
安徽建筑(2016年4期)2016-11-10 03:59:52
发明与创新(2016年26期)2016-08-22 03:23:38
化工进展(2015年3期)2015-11-11 09:17:26