基于Deform的航空发动机叶片金属锻造仿真
2021-11-17 07:09肖智海姚志文
计算机仿真 2021年5期
肖智海,熊 俊,姚志文
(南昌航空大学工程训练中心,江西 南昌 330063)
1 引言
叶片属于航空发动机的关键零件,承受着多种复杂应力,因此必须具备良好的抗拉性、疲劳强度与耐腐蚀性。通常情况下,叶片型面为复杂的自由曲面,其金属材料制作难度较大,生产周期很长。锻造技术可以改善零件组织结构,提高力学性能,广泛应用在叶片材料制造中。文献[1]提出基于田口方法的锻造过程仿真与工艺优化。将田口方法、数值模拟与浇注实验相结合,分析浇注温度、铸型温度以及涂料厚度对锁孔体积率造成的影响,并对锻造工艺进行优化,通过仿真获得最佳工艺方案。文献[2]提出基于振动技术的金属锻造成型应用研究。对振动形式与设备进行分类,分析金属液的振动处理、振动充型与振动凝固技术的应用;研究锻造过程中机械振动和超声波振动对铸件微观组织的改变,得出影响静力力学性能优化的影响因素,总结不同振动工艺参数对锻造性能影响规律。
上述锻造方法虽然缩短了生产周期,但是锻造后工件完整度低,材料利用率不高。为改善这一缺陷,本文利用Deform软件实现航空发动机叶片金属材料锻造。Deform属于一套基于有限元分析的仿真系统软件[3],通常用于研究金属成形有关的成形工艺与热处理技术。其中前处理器可以处理模具与材料信息,构建边界条件;有限元模拟器是集弹性、弹塑性、热传递于一体的有限元求解器;后处理器可将仿真结果可视化,输出需要的模拟数据信息。在计算机上对锻造成型过程、材料内部微观变化以及交互作用规律进行计算与预测,促进工业技术逐步发展。
2 锻造工艺模型组织形式研究
2.1 锻造过程状态划分
在分析叶片零件制造状态和功能基础上,建立科学的状态模型[4]是金属材料锻造重点。状态模型一般包含模型数量确定、模型信息内容定义与有效性检验三个方面。
1)状态模型数量确定是指结合工件设计模型,将制作技术与约束条件当作依据,针对工艺设计需求,明确制造状态数量与功能,确定状态划分方法,构建信息组织架构。
2)状态模型信息内容定义是指将划分方案与工件设计模型分别当作指导与基本数据,明确定义流程与几何信息定义方法。将其应用在叶片锻造多态模型中,形成不同状态模型下的几何信息。
3)有效性检验表示检测已经完成模型的有效性,例如能否满足成形技术要求、是否可以精确展示工件制造程序。
发动机叶片金属材料锻造过程中包含多个工序,其中任意一个工序又对应不同制造状态。根据上述状态划分方法,将成形过程分为以下四种状态演化过程。
毛坯态:结合设计模型尺寸大小、体积等参数,综合考虑工艺要求挑选棒料毛坯。
中间态:毛坯不能经过一次锻造就达到成形需要,因此必须经过多个中间工序进行过渡。
成形态:经过一些工序过渡后,已经确定模型结构,再通过切边、矫正等处理后即可得到成品工件形状。
多模态设计过程实质上是对锻造程序的逆序推导。在此过程中锻造模型结构经历了从复杂到简单的蜕变。全部锻造数据在不同层面之间相互传递。不同层面间都是相互关联的,而这些关联整体构成了模型结构。
2.2 状态信息组织原则
叶片金属材料锻造模型中的信息来自不同制造工序,例如工序设计、加工过程等。任何状态下都包括工艺、技术说明等信息。信息种类不同导致储存结构存在较大差异。
工件制造过程被划分为不同状态,每个状态的需求和功能尽管有所差别,但是信息内容存在相似性。为Deform软件管理方便,建立以下信息组织原则:
1)构建以零件生产模型为根节点的结构树[5],并创造状态子节点;
2)全部锻造数据都和状态版本有关;
3)不同状态子节点之间不能出现冗余数据。
通过上述原则,利用多态组织生产模型,将工件数据以节点形式组织起来,建立生产模型结构树,有助于对锻造不同阶段数据进行综合管理。

图1 叶片金属材料锻造工艺模型组织形式
3 基于Deform的航空发动机叶片金属材料锻造
3.1 影响锻造的主要因素
1)刮板对锻造工艺影响
锻件制坯能够为锻造成形制定合理坯料形状与尺寸,使金属材料布满终锻膜膛,减轻磨损现象,延长使用寿命。因为刮板截面很多,变化明显,若将其直接用于锻造,会出现折叠、部分填充不足等缺陷。
2)温度对锻造成形影响
温度是影响塑性与变形的关键因素,对锻造过程中组织形态影响很大。因为发动机叶片属于大型模锻件,因此温度分布不均会影响金属塑性流动,出现较多锻造缺陷。
经验表明,很多因素会对温度控制产生影响。例如加热炉温度、工件和环境温度之间的传导等。这会导致锻件在发生形状变化,在组织形态上产生不均匀结晶,导致敏感性开裂、组织性能不均匀等问题。所以对温度的持续监测对锻造工艺而言十分必要。
3.2 目标函数与设计变量选取
1)锻件均匀性描述
在判断锻件整体变形均匀性时通常利用下述指标

(1)

(2)

由式(1)和(2)能够得出,在表示锻件变形均匀性时,仅分析了各部分等效应变极大值和极小值。但实际锻造过程中,如果等效应数值相同,但分布情况不一致时,变形均匀性[6]也随之不同。所以,本文在上述基础上提出如下评价锻件变形均匀性指标
(3)
(4)

(5)
对3×3单位距离的矩形求解域[7]进行分析,如果域内仅存在一个单元的应变值是1,其它应变值都是0,则结合其具有的对称特性,将整体应变分布状况可分为三种,分别记做ε11=1,ε11=1以及ε11=1。
从表1中能够看出,针对三种应变分布方式,式(1)和式(2)计算得出的变形均匀性指标值都相同,而本文改进的方法可以清楚表示不同分布状况的变形均匀性。三种状况相对的均匀性指标值关系描述为ε22>ε12>ε11,表明应变值为1的单元方位与求解域中心越靠近,其指标值越高,变形均匀性越差。

表1 锻件变形均匀性指标值表
2)目标函数
在对多目标优化问题进行求解时,线性加权法是较为简单的方法之一。针对存在两个目标时,其目标函数可描述为
f=ρ1f1+ρ2f2
(6)
式中,f1与f2分别表示锻件变形较为均匀与模具填充情况的目标函数,本文对其取值为0.7与0.3,这是因为:仅将确保锻件完整性与仅提高变形均匀性为目标,所获得的形状是冲突的;在满足叶片金属材料完整性要求下最大程度提高其变形均匀性;在实际锻造过程中,得到完整锻件比改善变形均匀性更容易实现。
根据上述分析,f2的计算公式为
(7)
式中,A表示模具腔总体表面积,Acontact代表工件和模具接触区域面积。
3)设计变量
将预成形叶片坯料根据最终叶片形状划分为多个简单区域[8],利用简单几何形状对这些区域进行表述。将锻件截面大致分为三部分,其中第一和第三部分表示为矩形,其长宽表示几何参数,记做a1、h1与a3、h3;第二部分属于过渡区域,利用梯形表示,其上、下底长度为几何参数,记做h1、h3,高度表示为a2。综上所述,预成形叶片形状可通过简单的几何参数进行表达,其体积计算公式如下
V=V1+V2+V3
(8)

(9)

(10)

(11)

挑选设计变量a,b,c,d和以上预成形几何参数的关系可表示为
a=V1/V
(12)
b=a1
(13)
c=h3
(14)
d=V3/(V-V1)
(15)
此外,为在锻造过程中利用第一部分定位,必须确保该部分体积足够大。
因此,本文利用Deform软件对叶片金属材料锻造预成形设计变量范围[9]定义在

(16)
3.3 锻造工艺参数确定
1)材料参数
航空发动机叶片通常将合金、不锈钢等作为制作材料,本文利用高压钛合金叶片,为国产TC4材料。材料数据库中包括应变曲线、松柏比、辐射率等性能参数。
2)变形温度
为使TC4钛合金材料得到较好力学性能,更加符合叶片抗高温、耐腐蚀等特性,此种材料通常在(α+β)两个相区之间进行锻造,加热温度需要结合钛金β相变点来设置,通过测定,β的相变点为990℃。因此坯料加热理想温度为940℃,上、下模具温度控制在200℃左右。
3)网格划分
在对网格数量进行划分时需要结合坯料尺寸大小,尺寸越大,划分数量越多,计算结果也越精确。本文利用四面体网格划分方法,叶片长度与宽度分别为200mm与80mm,叶片最小特征尺寸为1mm。结合上述信息,将坯料网格总数设置在10到20万之间。经过对相同坯料分割不同网格数做模拟计算,确保最后划分的小网格尺寸在0.6~0.9mm之间。这样即可准确体现出大部分叶片不同区域特性。
4)变形速度
航天发动机叶片锻造主要利用螺旋压力机锻压,速度控制更加精确。本文将下行速度区间设置在0.5~10m/s,变形速度区间为2~12m/s。根据生产实际状况,将上模当作主运动模具,运动速度为3m/s。
5)边界条件
在锻造过程中利用石墨润滑剂起到润滑作用,其摩擦因子为0.1,成形方法属于热成形。假设锻造停止条件是上、下模具闭合高度为150mm,为确保最小网格在全部下压过程中出现塑性变形,则取最小网格的三分之一当作边界条件[10]。

图2 Deform软件子程序示意图
3.4 锻造过程
在整个锻造过程中,毛坯不但出现变形现象且和下模发生热传导作用,为使锻造效果达到最佳,设置五次热传导与五次锤击。在锤击时只需要设置第一次变形的边界条件。则完整的锻造过程为:
1)工件和下模热传递过程,停止时间为2s。模拟步数是8,模拟步长确定为“With Time Increment”形式;
2)进行第一次锤击操作,模拟步数是50,模拟步长确定为“With Time Displacement”形式。此时有效锤击力可达到80%;
3)工件和下模发生热传导。移动上模,并进行初始化,持续1s热交换;
4)进行第二次锤击,和2)操作相同;
5)重复步骤二与步骤三,直到第5次锤击结束,即可完成全部锻造过程。
上述任意一步完成后,可形成数据库文件,Deform软件可对这些文件进行自动求解。

图3 锻造加工过程流程图
4 仿真数据分析与研究
为验证基于Deform的叶片金属材料锻造的可行性,进行仿真。利用UG NX6.0软件实现工件与模具的几何造型建模,并将其输出为Deform软件支持的格式。本次仿真的模具材料是热作模具钢4Cr5MoSiV1,将模具加热到90°,工件取出的原始温度为1000℃。
锻件变形均匀程度会影响晶粒尺寸均匀情况,所以必须满足均匀需求。以1000℃及1300℃的锻造温度为例,得到温度与变形均匀性系数影响关系如图4所示。
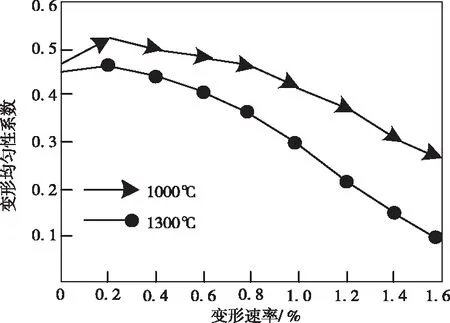
图4 温度与变形均匀性系数影响
从图4中可以看出,在1000℃下,随着应变速率的增加,锻件变形均匀性系数逐渐降低,表明锻件的变形程度越均匀;当温度升至1300℃时,锻件的变形均匀性系数明显降低,同时随应变速率的增加,锻件变形均匀性系数逐渐降低。实验结果表明,锻件的变形程度随着温度的升高及应变速率的增加变得越来越均匀,满足锻造要求。
在实际工艺设计中必须考虑锻造后工件完整程度,将本文方法与文献[1]、文献[2]方法进行对比。利用不同方法随机选出锻件对比其完整程度,对比结果如图5所示。
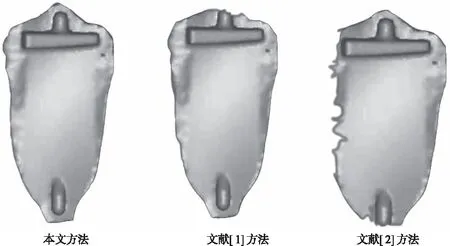
图5 不同方法锻造工件完整度对比图
从图5中可以看出,本文锻造方法获得的最终锻件完整度高,而其它两种方法边缘部分出现不同程度缺失现象,这是因为所提方法设置了准确边界条件,提高工件完整度。
在此基础上对材料利用效率进行比较。对比结果分别如图6所示。

图6 不同方法锻造材料利用率对比图
分析图6可以看出,在经过多次试验后,三种方法对于锻造材料的使用率均保持稳定,其中文献[1]方法的锻造材料利用率平均值为71%,文献[2]方法的锻造材料利用率平均值为64%,本文方法的锻造材料利用率平均值为91%,本文方法利用率始终高于其它方法,这是由于该方法使用Deform软件设计变量,精准控制材料使用情况。
5 结论
对于航空发动机叶片锻造技术的特殊性,本文在Deform软件基础上实现叶片金属材料锻造仿真。结果表明,该方法可以满足锻件变形均匀性要求,且提高锻件完整度与材料使用效率,进而降低生产成本,增强企业市场竞争力。在今后研究中可实现锻造过程向智能制造技术改变,需进一步开发工艺设计与优化专家系统,真正意义上实现航空发动机叶片智能制造。
猜你喜欢
金属热处理(2022年7期)2022-11-16
钣金与制作(2022年5期)2022-06-09
模具制造(2022年3期)2022-04-20
模具制造(2022年3期)2022-04-20
中国应急管理科学(2022年1期)2022-04-18
模具制造(2022年1期)2022-02-23
智富时代(2018年10期)2018-01-30
智富时代(2018年10期)2018-01-30
广东造船(2017年6期)2018-01-29
滇池(2017年5期)2017-05-19