
天然气制氢装置停工操作风险及有效措施
2021-11-15 05:10:26崔占磊中海油惠州石化有限公司广东惠州516086
化工管理 2021年30期
崔占磊(中海油惠州石化有限公司,广东 惠州 516086)
0 引言
中海油惠州石化有限公司两套10万标立方米/小时天然气制氢装置,采用德国伍德公司的工艺技术,烃类蒸汽转化法造气、PSA法提纯氢气的工艺路线,生产符合高压加氢裂化装置新氢要求的高纯氢气,同时副产9.8 MPa高压过热蒸汽。两套制氢装置于2009年4月一次投产成功,设计装置操作弹性60%~110%,其中PSA单元的操作弹性为30%~110%;本装置除总的公用工程系统配置外,由两个独立的系列构成,每个系列由原料气精制、转化及余热回收、变换及变换气冷却、锅炉给水及蒸汽发生、变压吸附氢提纯等部分组成。
1 停工步骤简介
在装置十几年运行过程中经历了几十次停开工,停工主要步骤包括:降温降量、切除预转化反应器,装置联锁停炉,切断进料和配氢,燃料气系统隔离泄压,转化系统停止配汽和注水,转化系统泄压并氮气置换,脱硫系统泄压并氮气置换,高压汽包产汽控制,停运机泵,PSA操作等。停工过程中将会面临很多操作风险,针对风险如何采取有效的防范措施,对于保护装置的长周期安全稳定至关重要[1]。
2 催化剂的保护
无论是生产过程中还是停工过程中,都必须保护催化剂避免结碳、中毒或泡水的风险,那么在停工过程中有毒介质及液态水(或蒸汽)的有效隔离尤为重要[2]。
(1)避免催化剂结碳。制氢转化催化剂操作温度约800 ℃,若停工操作不当,造成蒸汽中断或过少等情况极易造成转化催化剂结碳。避免结碳的措施包括:
第一,设计上在装置触发停止进料联锁后,强制保持最小配汽流量15 min,避免烃类原料裂解结碳;
第二,转化系统停止配汽后需立即充入氮气进行置换。
(2)在停工过程中除了对装置进出界区的原料气、产品气、燃料气及配氢流程隔离以外,为保护催化剂避免中毒风险通常采取以下两项措施:首先,对脱硫系统去转化系统流程进行彻底隔离,如图中的①处;其次,各系统泄压及保压过程中控制脱硫系统压力始终低于转化系统压力。
(3)为保护催化剂避免水泡风险通常采取以下措施:
第一,系统停工后务必确保在温度降至露点温度之前对预转化、转化系统进行彻底氮气置换;
第二,对转化配汽流程进行彻底隔离,如图1中的②、⑥处;
第三,对预转化、转化入口预热器前的喷水减温器进行彻底隔离,如图1中的③、④处;
第四,对余热锅炉温度控制器的降温蒸汽流程进行彻底隔离,如图1中的⑤处。注意:文中表述的彻底隔离标识至少做到三阀组隔离,即双阀关闭、中间放空打开。
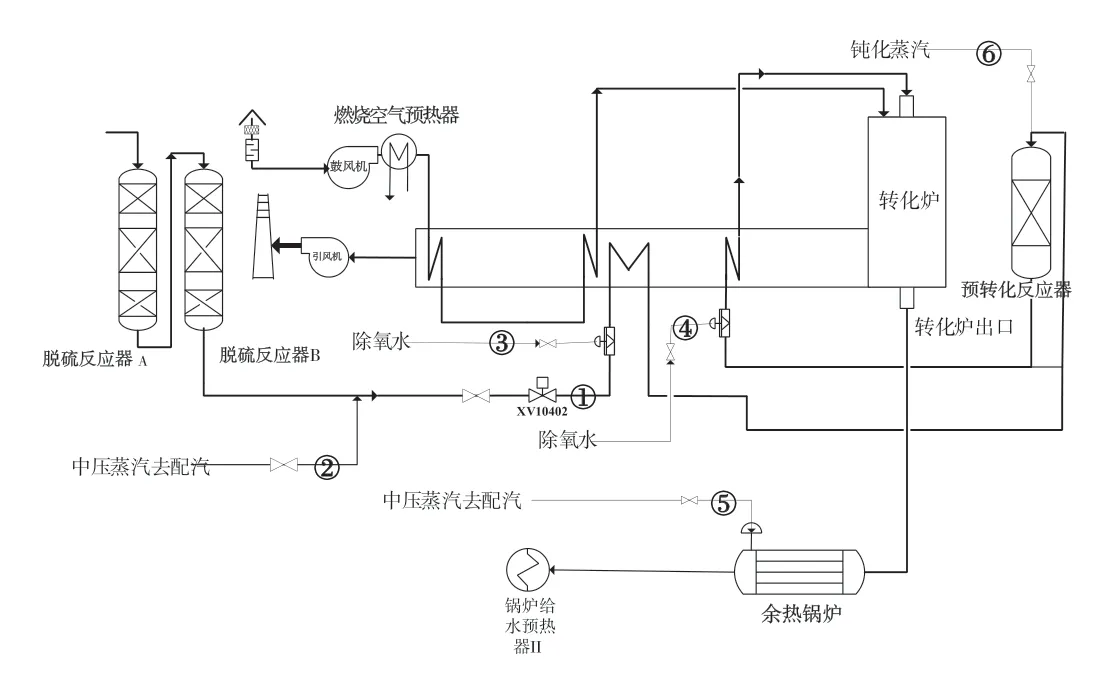
图1 转化系统隔离图
3 设备的保护
装置停工过程中设备运行参数均会发生较大变化,保护设备安全对于能否顺利恢复生产具有重要意义[3]。停工过程中针对设备的保护措施包括:
(1)制氢转化炉及炉管的保护。制氢转化炉操作温度约850~1 000 ℃,炉管压力约3.0 MPa,停工过程中转化炉炉膛、炉管降温过快,会大幅降低转化炉管使用寿命并对催化剂造成损坏,因此每次停工过程严格控制降温降量速度,即降量速度≤3 000 Nm³/h,降温速度≤30 ℃/h。
(2)蒸汽发生设备的保护。本装置包括高压(9.8 MPa)蒸汽发生器和中压(3.8 MPa)蒸汽发生器,停工过程中维持汽包较高液位,避免干烧。
(3)换热设备的保护。制氢装置停工过程中,随转化温度的降低,冷换系统的介质蒸汽含量大幅增加,冷换系统热量会大幅增加。与此同时随转化温度降低,高、中压汽包产汽减少,上水量减少造成汽包上水换热器冷介质量降低,更进一步增加了变换气冷却系统各换热器的负担。因此每次停工过程非常容易造成变换气冷却系统各换热器温度大幅波动、除氧器压力波动、换热器泄漏等现象。
如图2所示:停工过程中除氧器压力、液位、上水温度、上水量的波动趋势。
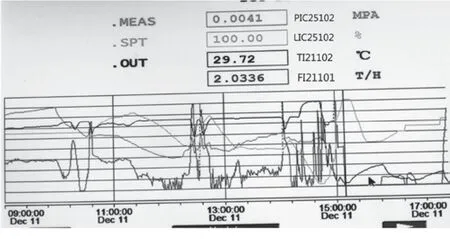
图2 除氧器压力、温度、上水量趋势图
从上图可见,停工过程中各参数波动较大,与其相关联的换热系统均会出现温度大幅波动,出现除氧器顶部喷水或换热器泄漏等现象,为尽可能避免停工过程影响,采取了如下措施:
(1)降温降量过程中,控制转化进料水碳比≤3.0(正常生产控制2.7~2.9),减少变换气中过剩蒸汽量;
(2)提前打开高压汽包排污阀和除氧器排水阀,增大汽包和除氧器上水量,增加各冷换设备冷流介质流量;
(3)提前关闭除氧槽除氧蒸汽,打开除氧器顶部放空,降低除氧槽压力,避免除氧器上水流量波动造成换热器温度波动。
4 其他风险控制
(1)降温降量过程中若需关闭转化炉燃烧器,需注意熄火顺序及燃烧火嘴分布,保证炉膛温度均匀分布,建议制作转化炉熄灭火嘴顺序表。
(2)降温降量过程务必分多次进行,每3~5 min调整一次,观察炉膛和炉出口温度下降趋势。降温过程为:降燃料→炉膛降温→转化吸热反应趋弱→降温迟滞→降大量燃料→炉膛继续降温;若降温速度过快时,可通过稍提点燃料和稍加快降量速度来控制。
(3)随炉膛温度降低,需要持续关注加氢脱硫反应器入口温度,关注加氢脱硫效果,防止催化剂中毒,尤其在原料性质发生变化时。通常应保证R101床层300 ℃以上(天然气进料),降温过程如果出现R101床层温度低于300 ℃,应及时加样分析净化原料气组成。
(4)装置停工过程中应尽量避免压力剧烈波动,压力剧烈波动容易造成催化剂破碎,催化剂一旦发生破碎会引起转化阻力升高和不均匀,进而造成转化炉炉管出现亮斑或红管。
5 结语
制氢装置涉及的反应过程较多,因此制氢装置停工过程是一项复杂的系统工程,本文针对停工过程中的一些操作风险进行了简要分析,实际操作过程中须精心组织和精细认真的操作,采取有效的风险防范措施才能把装置安全平稳的停下来。另外停工分为计划停工和紧急停工,情况各不相同,需要我们根据具体情况对装置进行正确的处理。
猜你喜欢
电站辅机(2017年3期)2018-01-31 01:46:41
电站辅机(2017年3期)2018-01-31 01:46:39
中国设备工程(2018年12期)2018-01-30 02:56:51
电子测试(2017年23期)2017-04-04 05:07:02
当代化工研究(2016年5期)2016-03-20 16:21:32
上海金属(2015年4期)2015-11-29 01:12:30
电源技术(2015年11期)2015-08-22 08:50:26
山东工业技术(2014年19期)2014-08-15 00:54:54
低温与特气(2014年4期)2014-03-20 13:36:50
河南科技(2014年2期)2014-02-27 14:05:12
