某横梁专用钻孔工装的设计
2021-11-12 03:21李碧云王刚李永康吕晓珍
汽车实用技术 2021年20期
李碧云,王刚,李永康,吕晓珍
某横梁专用钻孔工装的设计
李碧云,王刚,李永康,吕晓珍
(陕西重型汽车有限公司车架厂,陕西 西安 710200)
某横梁在批量生产之后进行了优化,产品增加了4个安装孔。为了快速体现产品最新状态,作者从工艺和模具方面进行了方案分析,最终确定设计一套钻孔工装实现产品新状态。文章从工作原理、加紧方式、定位方式和工装结构等方面对此钻孔工装作了详细的设计过程阐述。通过多次现场加工方案验证,最终设计的钻孔工装操作简单且能保证稳定的产品质量。此专用钻孔工装对行业同类横梁产品的加工都具有指导和借鉴意义。
横梁;定位;加紧
引言
重型汽车的横梁是车架的重要组成部分,横梁的主要作用是联接左右两根纵梁,构成一个完整的框架,以保证车架有足够的强度和刚度,同时也满足底盘零件安装需求。
1 研究对象
重型汽车的某横梁产品如图1所示。在批量生产之后,为了更好地满足客户需求,进行了产品优化,横梁的弯面增加了2×¢15和2×¢10.5四个孔。从工艺装备、现有设备及加工水平等方面进行了分析,实现产品新状态共有三种方案:(1)在现有冲孔模具上加四个孔,冲孔后压型。(2)设计一套新的冲孔模具,压型后再冲四个孔。(3)设计一套专用钻孔工装,钻四个孔。
1.1 第一种方案
优点:在冲孔模具上加孔周期短,易于实现,不改变现有的横梁加工工艺。缺点:由于2×¢15的孔位于弯面的最大变形区,冲孔后再压型,圆孔会变形成椭圆孔影响底盘支架的装配,或者圆孔直接被拉裂(如图2),此时制件无法使用只能报废。
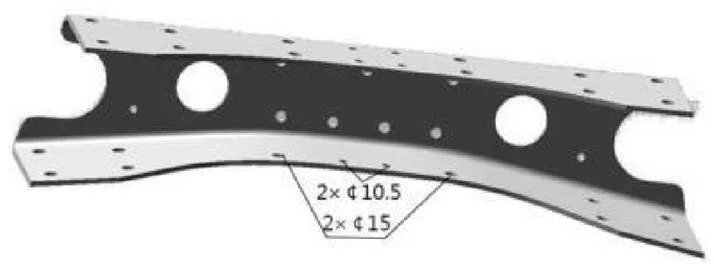
图1 横梁

图2 圆孔拉裂
1.2 第二种方案
优点:横梁压型后再冲孔,孔位精度高,加工质量稳定。缺点:加孔新模具制造成本高,生产加工周期长,不能及时体现新状态。
1.3 第三种方案
优点:钻孔工装设计制造成本低,加工装配周期短。加工孔位精度高,加工质量稳定,且能快速实现产品新状态。缺点:和模具加工对比,加工效率低。
经综合分析,为了快速体现产品新状态最终选择了第三种方案,设计一套钻孔工装实现横梁新状态。
2 方案设计
2.1 方案设计一
根据横梁产品特点,以2×¢60大孔定位,利用¢60的定位销作为横梁的安装孔,用三个快速夹钳加紧横梁,利用车间已有通用性工装改装,钻孔工装如图3所示。

图3 钻孔工装
对此工装我们进行了50件验证,两个工人各加工25件,第一个工人20件合格,合格率80%;第二个工人22件合格,合格率88%。现场加工如图4所示。
分厂要求的横梁产品合格率≥98%,我们对产生不合格的原因进行了分析,横梁靠¢60的定位支撑,2×¢15和2×¢10.5的孔中心距折弯线尺寸为80 mm,孔中心距边为25 mm。这种装夹方式下钻孔的面处于悬空状态,钻孔时在进给力的作用下此面发生弯曲变形,导致钻孔质量不稳定,钻孔加工合格率低。

图4 验证加工图
为了减少钻孔时加工面的变形,我们采取的措施是给钻孔面增加支撑件,于是设计了简易刚性内支撑,如图5所示。
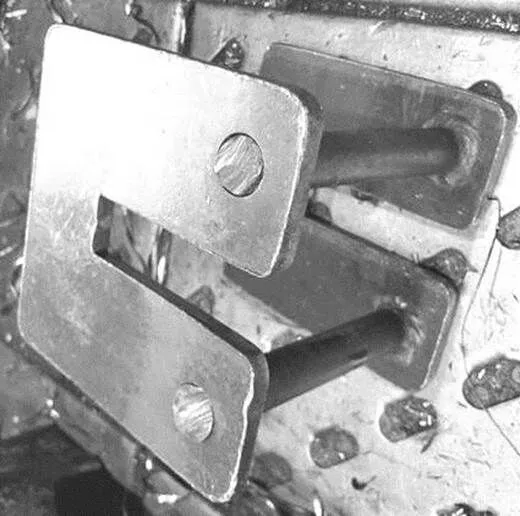
图5 支撑件
加工时放置在钻模板和钻孔面之间,有效地防止此面钻孔时受力变形,从而减少不合格品,降低不合格率。安装内支撑后的现场加工如图6所示。
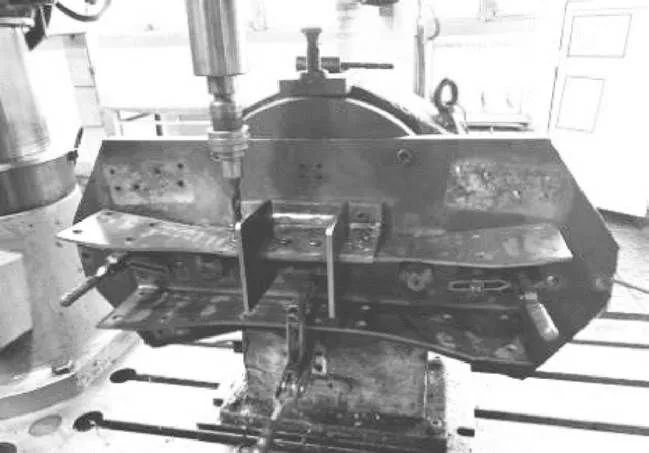
图6 现场加工图
图6所示的钻孔工装,在横梁加工前需手动加紧和放置内支撑,在横梁加工后又需松开加紧装置和去掉内支撑,手动效率低,整个加工过程花费时间长。试用了两周不能满足大批量加工需求,钻孔工序成为生产瓶颈。
2.2 方案设计二
为了提高效率,满足大批量生产需求,我们需要设计自动加紧型专用钻孔工装。该钻孔工装需满足以下条件:加工过程产品质量稳定性高,横梁装卸过程速度快,操作便捷效率高。
2.2.1 工作原理
横梁2×¢60的大孔作为定位孔,4个立式筋板焊接成一体用于横梁的支撑座,用压缩空气控制两个夹钳,实现横梁的自动加紧与松开两种状态。钻孔工装设计三维图如图7所示。

图7 三维图
2.2.2 定位方式
横梁采用内扣式放置,设计定位与加紧一体式结构,以产品2×¢60的大孔作为定位孔,定位夹钳安装在2×¢ 60的孔位置,与4点定位贴合,夹钳易卡紧,定位稳定性高。定位方式如图8所示。
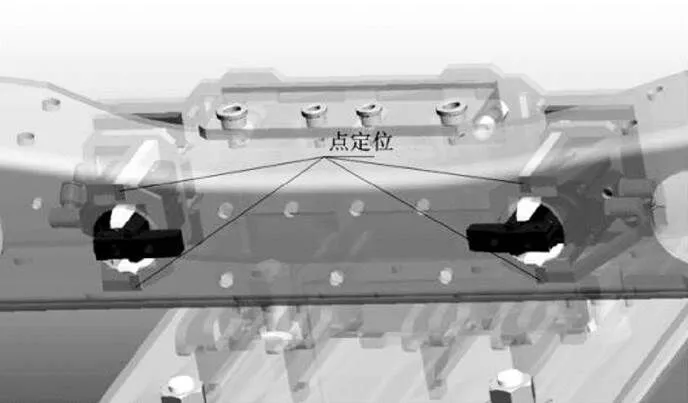
图8 定位方式
2.2.3 加紧方式
采用气动加紧方式:用脚踩式踏板控制两位五通阀,通过两个气缸同向运动,实现夹钳对工件的加紧与松开两种状态。气管路设计如图9所示。
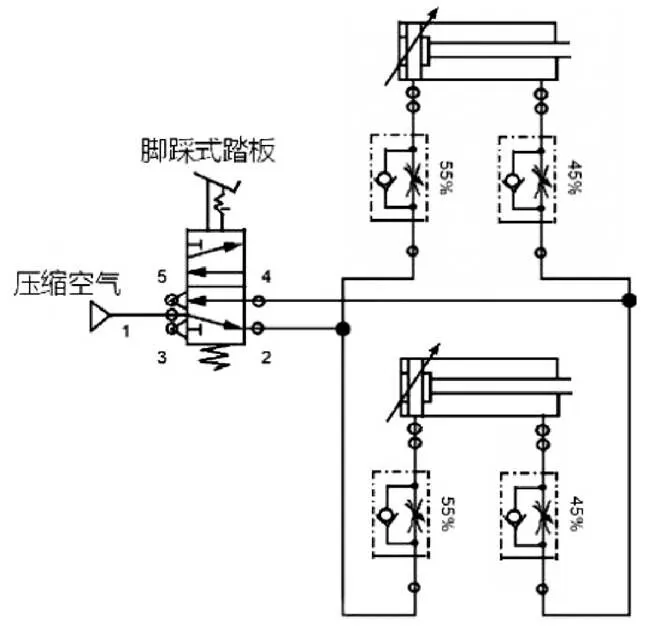
图9 气管路设计图
2.2.4 结构方式
气缸活塞杆上安装夹钳,借助铰链机构,通过气缸两个方向的运动实现夹钳对工件的加紧与松开两种状态。夹钳结构图如图10所示。
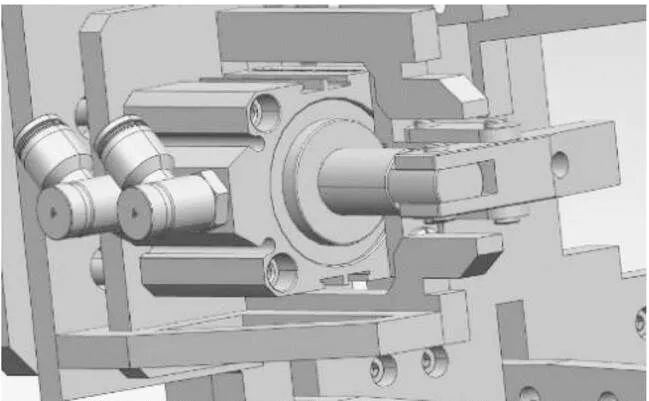
图10 夹钳结构图
2.2.5 注意事项
自动加紧专用钻孔工装的应用如图11所示,此专用工装零件装卸方便,使用操作简单,加工效率高。

图11 自动加紧专用钻孔工装
由于现场作业空间受限,气管路无保护装置,一直处于外露状态,易被铁屑划破漏气。使用注意事项:
(1)在使用前检查气管路是否漏气,如有漏气需及时更换气管。
(2)使用后及时清理钻孔工装上的铁屑,尽量避免划伤气管。
(3)气管的更换需要联系专业设备维修人员更换。
3 结束语
设计方案一的钻孔工装:结构简单,手动加紧,适合小批量横梁钻孔;设计方案二的钻孔工装:自动加紧,操作方便,适合大批量横梁钻孔加工。两种方案对同类横梁产品的加工都具有指导和借鉴意义。
Design of Special Drilling Tool for a Beam
LI Biyun, WANG Gang, LI Yongkang, LV Xiaozhen
( Shaanxi Heavy-duty Truck Co., Ltd., Frame Factory, Shaanxi Xi'an 710200 )
A crossbeam was optimized after mass production, with four mounting holes added. In order to quickly reflect the latest state of the product, we have carried out program analysis from the process and mold, and ultimately determine the design of a set of drilling tools to achieve the new state of products. This paper describes the design process of the drilling fixture in detail from the aspects of working principle, tightening method, positioning method and fixture structure. Through many on-site machining programs, the final design of drilling tooling operation is simple and can ensure stable product quality. This special drilling fixture has guidance and reference significance for the processing of similar beam products in the industry.
Beam; Location; Intensify
U466
B
1671-7988(2021)20-170-03
U466
B
1671-7988(2021)20-170-03
10.16638/j.cnki.1671-7988.2021.020.043
李碧云,工程师,就职于陕西重型汽车有限公司车架厂,从事工艺技术工作。
猜你喜欢
军民两用技术与产品(2022年8期)2022-10-10
建材发展导向(2022年18期)2022-09-22
汽车实用技术(2022年16期)2022-08-31
汽车零部件(2022年6期)2022-07-01
模具制造(2022年5期)2022-06-27
汽车实用技术(2021年3期)2021-02-24
科技与创新(2019年10期)2019-09-05
科学与财富(2016年34期)2017-03-23
数字技术与应用(2016年11期)2017-02-09
Coco薇(2015年10期)2015-10-19