基于3D打印的某船用天线罩成型时间与使用材料研究
2021-11-09 11:50严厚伟李映晟
舰船电子对抗 2021年5期
杜 睿,严厚伟,李映晟
(中国船舶重工集团公司第七二三研究所,江苏 扬州 225101)
0 引 言
3D打印是一种逐层打印的技术,具有节省原料、个性定制、缩短生产周期等优点,近年来随着3D打印技术的成熟,被逐步应用于航天科技、医疗器件、文化娱乐、交通运输、教育建筑等各个方面[1-2]。3D打印是一种以数字模型为基础的打印技术:(1)PC端三维软件中设计模型;(2)在3D打印软件中转换、分层、切片,设置打印速度、填充密度等;(3)将3D切片模型转为机器语言,即空间坐标;(4)选择相应成型技术及其打印机打印[3]。
本文第一部分介绍3D打印机分类,并在PC端运用SolidWorks(后文简称SW)对某船用导航天线罩建模(后文简称A型天线罩)
第二部分利用Repetier-Host(后文中简称为RH),分析了不同打印速度、填充密度对A型天线罩理论打印时间、打印层数及使用材料的影响。
1 3D打印机分类
根据3D打印的工艺和材料将3D打印分为以下几类:光敏树脂液相固化成形(SLA)、选择性激光粉末烧结(SLS)、分层叠加成形(LOM)、熔融堆积成形(FDM)等[4]。根据常见3D打印技术使用的材料、制件性能、用途及工艺特点,结合A型天线罩材料Si3N4的属性,本文选取FDM型3D打印机。
目前FDM型3D打印机分为XYZ结构和三角洲结构,在打印一点时,三角洲3D打印机只需要3个反向叠加,而XYZ结构需要4个方向叠加。三角洲打印机坐标计算相对复杂,XYZ结构打印机精度高、打印空间大[5-6]。为了研究3D打印相关参数对某卫星天线罩成型时间与质量的影响,减少打印误差,选取打印精度和体积较大的XYZ结构3D打印机。如图1所示,其中主控制器选择ATMega2560,行轨电路采用A4988模块对XYE轴电机驱动,PC端通过USB口控制3D打印机,SD卡通过SPI口与主控电路相连,温控电路采用MLX90614红外温度传感器实时传输打印机喷头及加热床温度[7-10]。
2 对某卫星导航天线罩建模分析
依照图2(a)所示的A型天线罩平面尺寸图,选取 SW软件,对A型天线罩建立3D模型,在SW软件中选用前视基准面,利用草图绘制、旋转拉伸等方式[11],建立如图2(b)所示,STP格式的3D模型图。由于考虑天线罩折射等使用因素,天线罩建模材料为玻璃钢(含Si3N4的高浓度化合物),玻璃钢材料质量密度、张力强度、热导率如图2(f)所示,其中质量密度为3 200 kg/m3[12-13]。
将SW软件中STP格式3D建模文件转化成打印机可识别的STL格式文件,如图2(c)所示,在软件RH中,对A型天线罩进行切片,本文切片转换时均选择Cura模式,经过Cura等切片模式后,转化成3D打印可识别的G代码。图2(d)所示为切片后模型,根据A型天线罩尺寸,本文中3D打印系统XY轴最大打印宽度为500 mm,E轴即最大打印高度300 mm,如图2(e)所示,打印机喷头半径设置为1 mm。
3 填充密度对A型天线罩打印周期和质量的影响
3.1 有无支撑对A型天线罩打印周期和用料的影响
采用控制变量法,研究填充密度和A型天线罩打印周期、需要材料之间的关系,控制3D打印速度为40 mm/s。首先在填充密度为100%时,将支撑类型各处和无支撑类型打印时间对比(在填充密度100%时,支撑类型称为A-1型打印,无支撑类型称为A-2型打印),如图3所示。A-1型打印所需时间约为A-2型的1.55倍,A-2型打印所需时间为132.78 h;A-1型打印层数与A-1型打印层数相同,为1 499;A-1型打印总行数为A-2型打印总行数的1.53倍;A-1型打印需要用料为A-2型打印用料的1.42倍。

图3 A-1型打印与A-2型打印相关参数对比
根据数据,A-1型打印时间远高于A-2型,约多73 h,而A-1型打印与A-2型打印的根本区别为各处支撑。随着3D打印技术的快速发展,熔融堆积成形(FDM) 、三维打印成形(3DP)在圆弧顶物体打印时可不需要支撑。本文3D打印机为FDM型,在打印速度为45 mm/s、填充密度为60%时,导出RH软件中切片后G代码,选取开始打印3圈,打印结束前2圈,在笛卡尔坐标系下反向提取空间坐标,利用Origin做图,如图4所示。各层之间均可连续打印,但是右图2层间有断点,即天线罩顶部后2层断点,查看G代码1 498层坐标垂直提升,即打印机此时XY轴坐标不变,E轴变化。在缩短周期和节约成本的原则下,选取无支撑进行讨论。

图4 G代码反向仿真图
3.2 填充密度对A型天线罩打印周期和用料的影响
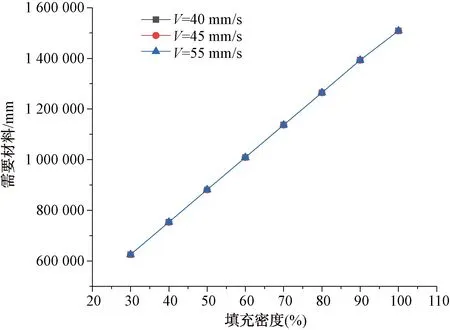
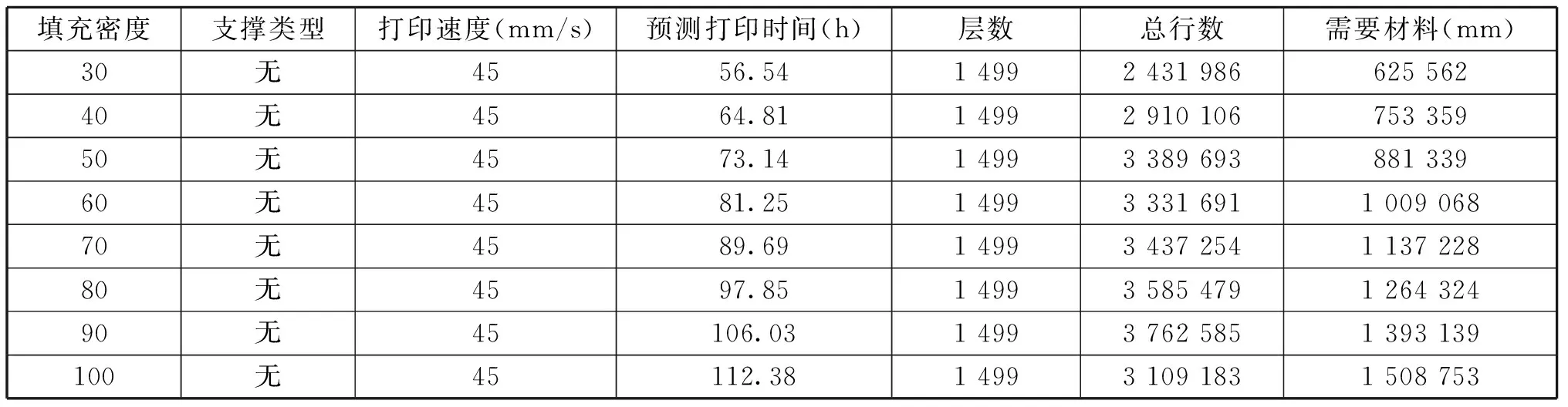
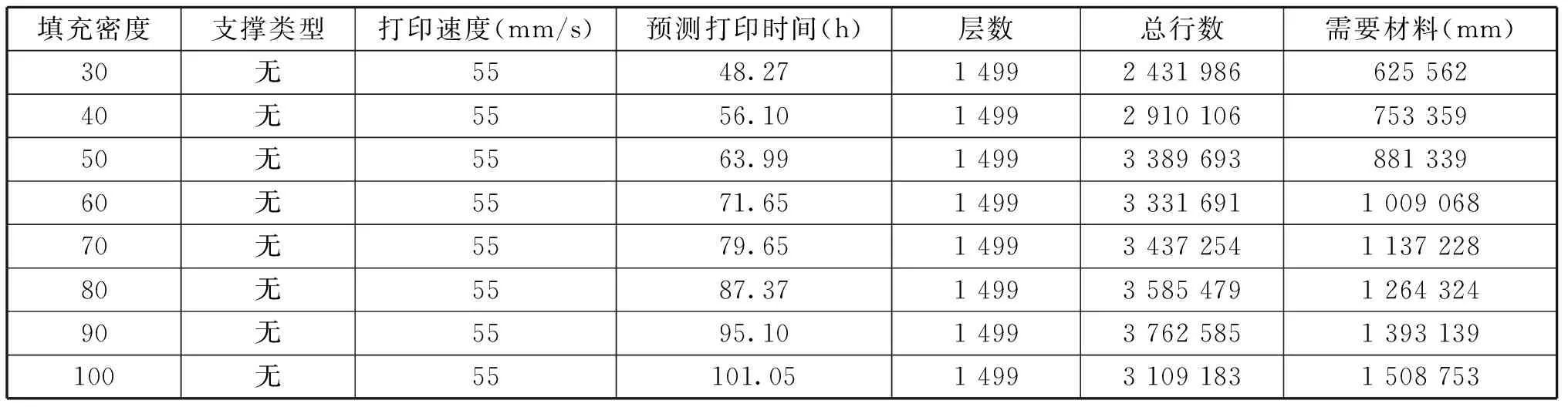
控制打印速度为定量,研究填充密度对A型天线罩打印周期和理论打印材料的影响。打印速度随机选取40 mm/s、45 mm/s、55 mm/s。如表1~表3所示,对填充密度以10%增加,研究不同打印速度下打印周期和打印用料的影响。由表1~表3可知,打印速度一定时,填充密度不影响打印层数,打印时间、总行数、需要材料均与填充密度成正相关,为了进一步研究变化率,采用origin对相关数据做图,如图5~图7所示。

表1 V=40 mm/s时填充密度对相关打印参数影响
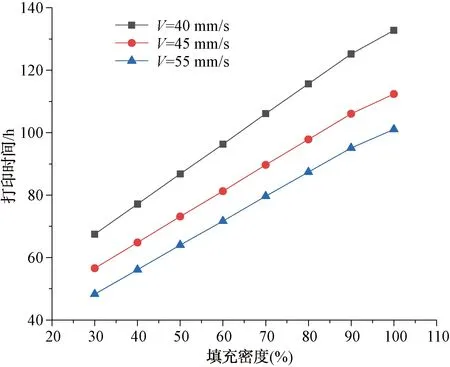
图5 填充密度与打印时间图
在origin中,将表1中填充率与打印时间做图,其中V=40 mm/s,用菱形折线图表示;V=45 mm/s,用圆形折线图表示;V=55 mm/s,用三角形折线图表示。由图5可见:
(1) 填充密度一定时,打印速度与打印时间负相关;
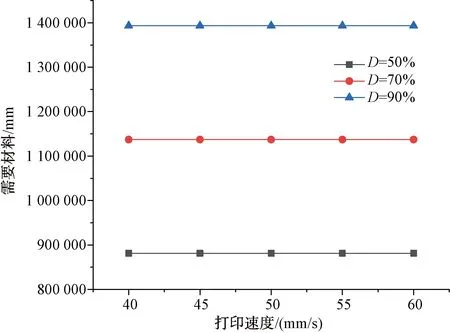
(2) 同一打印速度下,填充率和打印时间正相关,用方程y=x+k(30 在origin中,将表1中填充率与总行数做图。由图6可见: 图6 填充密度与总行数图 图7 填充密度与需要材料图 图8 打印速度与填充密度图 (1) 同一打印速度下,在填充率30%~50%、60%~90%区间,填充率与打印总行数正相关;而填充率在50%~60%、90%~100%区间,填充率与打印总行数负相关。 (2) 填充密度一定时,总行数与打印速度无关。 讨论填充率与需求材料的关系,在origin中,将表2中填充率与需要材料做图,由图7可见: 表2 V=45 mm/s时填充密度对相关打印参数影响 表3 V=55 mm/s时填充密度对相关打印参数影响 (1) 同一打印速度下,填充密度与需求材料正相关,可用方程y=x(30 (2) 填充密度一定时,打印速度与需求材料无关。 控制填充密度为定量,研究打印速度对A型天线罩打印周期和理论打印材料的影响。填充密度随机选取50%,70%,90%,如表2~表6所示。对打印速度按5 mm/s增加,研究不同填充密度下打印速度对打印周期、打印用料等参数的影响。相关数据如表2~表6所示。为进一步研究相关关系,采用origin对相关数据做图,如图8~图10所示。其中填充密度50%、70%、90%分别用菱形、圆形、三角形线型表示。 图9 打印速度与总行数 图10 打印速度需求材料 表4 D=50%时打印速度对相关打印参数影响 表5 D=70%时打印速度对相关打印参数影响 表6 D=90%时打印速度对相关打印参数影响 讨论打印速度与打印时间的关系,在origin中,将表4~表6中打印速度与打印时间作图。由图8可见: (1) 同一填充密度下,打印速度与打印时间负相关,可用方程y=1/x+k(40 (2) 打印速度一定时,填充密度与打印时间正相关。 讨论打印速度与总行数的关系,在origin中,将表4~表6中打印速度与总行数做图,由图9可见: (1) 同一填充密度下,打印速度与总行数无关; (2) 同一打印速度下,填充密度与总行数正相关。 讨论打印速度与需求材料的关系,在origin中,将表4~表6中打印速度与需求材料做图,由图10可见: (1) 同一填充密度下,打印速度与需求材料无关; (2) 同一打印速度下,填充密度与需求材料正相关。 本文在SW软件建模、RH软件切片的条件下,分析了打印速度、填充密度对A型天线罩相关成型参数的影响。得出以下结论: 在打印速度不变时: (1) 填充密度一定时,打印速度与打印时间负相关,总行数与打印速度无关,打印速度与需求材料无关; (2) 同一打印速度下,填充率和打印时间正相关,用方程y=x+k(30 (3) 同一打印速度下,在填充率30%~50%、60%~90%区间,填充率与打印总行数正相关,在填充率在50%~60%、90%~100%区间负相关; (4) 同一打印速度下,填充密度与需求材料正相关,可用方程y=x(30 在填充密度不变时: (1) 同一填充密度下,打印速度与打印时间负相关,可用方程y=1/x+k(40 (2) 打印速度一定时,填充密度与打印时间正相关,填充密度与总行数正相关,填充密度与需求材料正相关; (3) 同一填充密度下,打印速度与总行数无关,打印速度与需求材料无关。 未来战场对于遮障、假目标、天线器材性能等多方面要求会越来越高,敌方识别目标干扰的能力也会逐渐提升。而 3D打印具有环保、周期短、精度高、操作简单安全等优点,未来在天线制作及军事活动中将会有更多更普遍的应用。

4 打印速度对A型天线罩打印周期和质量的影响




5 结束语
猜你喜欢
走向世界(2021年39期)2021-11-09科学与财富(2020年15期)2020-07-04移动通信(2020年4期)2020-05-07作文·初中版(2019年8期)2019-09-09移动通信(2019年4期)2019-06-25意林原创版(2019年2期)2019-03-04现代信息科技(2018年4期)2018-07-12恋爱婚姻家庭·养生版(2009年6期)2009-08-26课外生活(小学1-3年级)(2009年3期)2009-03-06青年文摘·上半月(1993年8期)1993-01-01