
双丝埋弧焊在水电站压力钢管焊接中的应用
2021-11-03 01:06:46姜德虹马云川
四川水利 2021年5期
姜德虹,马云川
(1.四川省城市建设工程监理有限公司,成都,610213;
2.四川省送变电建设有限责任公司,成都,611731)
1 引言
辽宁清原抽水蓄能电站工程钢管衬砌长度约3899m,采用分组供水方式,即三洞六机布置形式,主要建筑物由输水系统、上水库、下水库和地下厂房系统及开关站等部分组成。压力钢管总量约为2.8万t,压力钢管板材选用500MPa、610MPa、780MPa强度钢板。钢管管径种类多,最大可达6.8m,最小2.5m。
本项目钢板总量大,钢板厚度多在32mm以上。在压力钢管的生产中,钢板焊接是主要工序。此外,受疫情影响,开工时间整体推迟。由于施工周期紧,焊接质量要求高,带来了很大的困难,为了满足现场生产的需要,加强焊接方面的研究,并查阅了相关资料,最后选择了高效率、高节能的双丝埋弧焊。本文主要介绍压力钢管的焊接方法,以供参考。
2 工程概况
辽宁清原抽水蓄能电站位于辽宁省抚顺市清原满族自治县北三家乡境内,下水库坝址距清原满族自治县公路里程30km、距抚顺市公路里程117km、距沈阳市公路里程176km。沈吉高速、国道G202从距下水库约10km处通过,地理位置较优。清原抽水蓄能电站距辽宁负荷中心近,电站建成后接入辽宁电网,在电网中承担调峰、填谷、调频、调相、紧急事故备用等任务,同时电站具备黑启动能力。
辽宁清原抽水蓄能电站为Ⅰ等大(1)型工程,主要建筑物为1级建筑物。枢纽工程主要建筑物有上水库、下水库、输水系统和地下厂房系统及开关站等部分。输水系统和地下厂房系统布置于小石英沟和大石英沟之间的山梁内。主要由引水和尾水系统组成,总长约为3899m。
3 双丝埋弧焊工艺优势
双丝埋弧焊是高速焊接方法之一,在近几年才发展成熟,双丝分为双极双丝和单极双丝。此电站选用双极双丝,它相对于单丝而言有两大主要特点,分别为填充量大、热输入小。焊接时为单熔池焊接,两丝间距为25mm~40mm之间,将参数调整到最佳时,它还有以下优点。
3.1 高速
高效焊接指的是相对于单丝而言,焊接填充量一定的情况下,双丝速度高于单丝。双丝埋弧焊两电极处于同一熔池中,热输入稳定且熔敷金属在液态时间较长,可以使焊缝中微量元素扩散均匀,减少成分偏析现象,在速度提高的情况下保证了焊缝的质量。双丝埋弧焊后丝还有对焊缝进行二次加热的作用,双丝这几个特点均有利于焊缝的质量。双丝高效焊接在薄板时与单丝相当,但是板厚超过30mm,焊接速度明显提高,经过简单计算,双丝速度可达到单丝焊接的1.35倍,节省了大量的时间。
3.2 节能
高速焊接还有节能的特点。从耗能方面讲,后丝不仅仅是填充,对焊缝还有加热作用,在焊缝方面为能量损耗,在机器方面节省电能,速度提升后,焊接时间也明显减少,耗电量也随之降低。
3.3 成形
在现场施工作业中,埋弧焊单丝高速焊接,对焊缝成形及焊接质量均有影响。成形时熔池还未全部摊开就开始凝固,导致焊缝成形不好,脱渣性差还易出现咬边等缺陷。双极双丝埋弧焊由于其前丝极强的穿透力在焊接薄板时可直接进行焊接,不用开坡口。在中型、大型、超大型水电站或抽水蓄能电站的压力钢管制作中,大部分板厚均在30mm以上,在焊接厚板时,针对双丝在下料坡口方面做出改变,来体现双丝的高效率及成形美观。
4 焊接设备、材料以及工艺
4.1 焊接设备
焊接设备选用MZ-1250晶闸管控制系统双极双丝埋弧自动焊。主要设备包含埋弧焊电源(由于为双电极,电源分为直流电源和交流电源)、埋弧焊焊接小车、轨道等。埋弧焊具有数显功能,焊接实际参数均能反应在屏幕上,方便技术员及质检人员进行监督检查。
4.2 焊接材料
压力钢管钢板种类多,在本论文中用500MPa强度焊材举例说明:焊丝直径为5mm,牌号选取XY-H10Mn2配XY-AF101焊剂,焊剂在使用前350℃下烘干2h。
4.3 焊接工艺
500MPa强度钢板焊接已经非常成熟,针对500MPa强度钢板编制了焊接工艺参数,道间温度控制根据钢板性能及《水电水利工程压力钢管制作安装及验收规范》(GB 50766-2012)要求,控制在60℃~230℃之间。具体要求详见表1和图1。

表1 焊接工艺参数

图1 焊接坡口尺寸和焊道分布
5 试验结果及分析
5.1 宏观检测
在现场将焊接工艺卡进行张贴,并对焊工进行交底,焊工须严格按照焊接工艺卡参数进行焊接。图2、图3分别为表面成形和焊缝内部TOFD探伤照片。经检查,焊缝成形良好且内部无缺陷,图谱清晰可见,焊缝熔合区位置平滑过渡且余高良好,均符合焊缝成形等相关规范要求。
5.2 力学性能检测
在正式焊接前根据《水电水利工程压力钢管制作安装及验收规范》(GB 50766-2012)要求进行焊接工艺评定,在相关实验室对焊接工艺评定试件进行了检测。试样力学性能见表2。
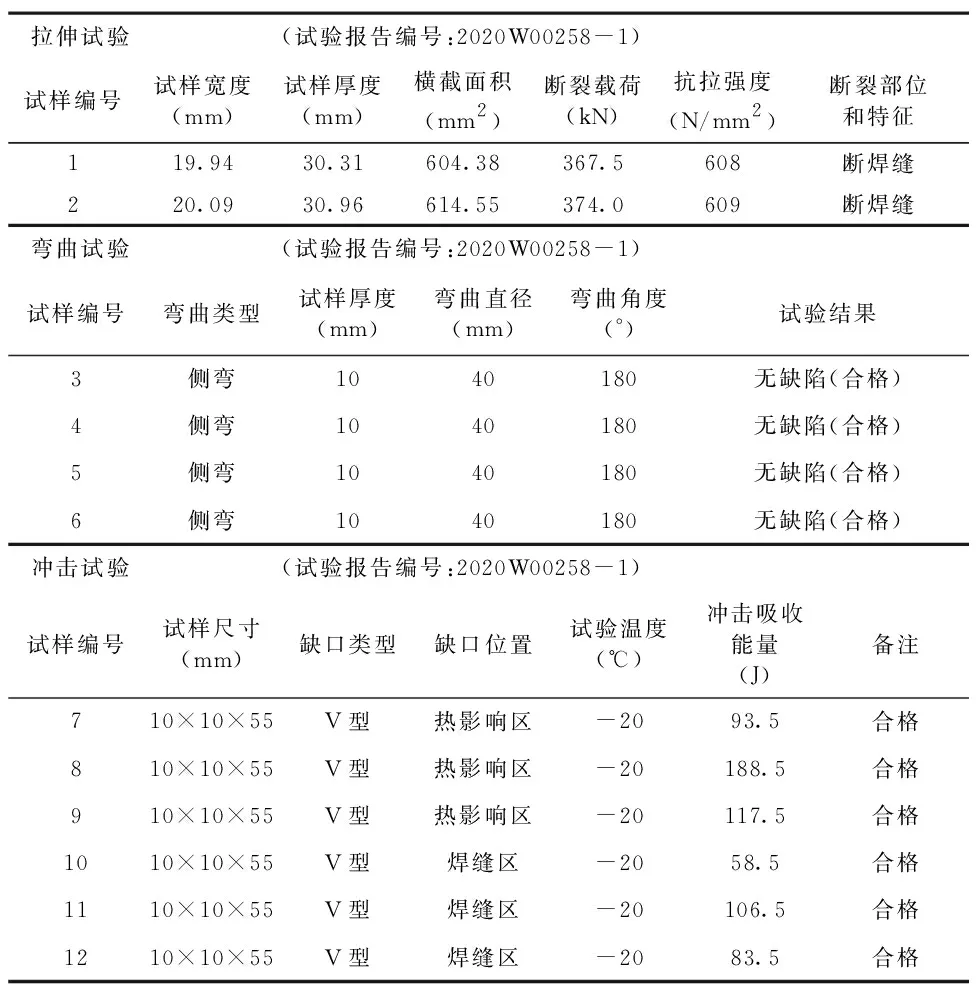
表2 焊接工艺评定试样力学性能
6 注意事项
6.1 焊件及焊丝角度对焊缝成形的影响
6.1.1 焊件角度对焊缝成形的影响
焊件角度问题对焊缝成形有很大的影响,不管爬坡焊接或下坡焊接均对焊缝外观成形影响很大。图4分别展示了下坡图(a)、上坡图(b)的焊接在不同倾斜角度下熔深及焊缝成形情况,可以看出在0°时或者上坡焊4°时焊缝成形良好,但是只要角度逐渐变大,焊缝会出现驼峰形焊缝或者尖角形焊缝,焊缝成形不美观,而且还存在质量隐患。所以,焊接过程中需要采取措施保证焊件处于水平状态,例如可用水平尺观察。

图4 焊件倾斜对焊缝形成的影响[1]
6.1.2 焊丝倾斜对焊缝成形的影响
图5所展示的是焊丝前倾和后倾状态下焊缝成形及熔深。在双丝焊接过程中,主要是前丝,因为后丝属于填充,主要熔深还是看前丝,前丝角度直接影响焊接质量。不管前倾还是后倾,如果融合不好将会造成焊缝内部缺陷,造成麻烦。焊接前需要将焊机进行检查,特殊情况下可以设置成前丝后倾、后丝前倾,但在压力钢管制作中前丝必须垂直保证焊接质量。

图5 焊丝倾斜对焊缝形成的影响[1]
6.2 焊口的清理
焊接前,下料完成后安排相关人员对焊缝进行打磨处理,待技术人员检查合格后进行拼装,拼装完成后焊接前还应进行打磨处理,保证坡口打磨光滑并且油污、铁锈、水渍、结露结霜等杂物一律全部清除,坚决不允许出现在焊缝坡口及其附近不小于25mm距离范围内。
6.3 焊丝伸出长度影响
焊丝伸出长度过长过短都有影响,伸出长度过长影响焊缝成形、电阻热增加且电弧不稳定等一系列问题,过短易损坏埋弧焊导电嘴。因此,查阅相关资料最终决定伸出长度控制在10mm~35mm之间。
7 结语
焊评试验结束后,试验结果均符合要求。在现场使用双丝埋弧焊和单丝埋弧焊做对比,将同板厚、同材质根据单条缝焊接完成时间进行对比,发现焊接层数明显变化,双丝焊接一条环缝需要7层,单丝焊接完成需要8层~12层,速度明显提高,效率提高接近一倍,焊接质量也有明显提高,达到了预期效果。
猜你喜欢
材料科学与工艺(2024年1期)2024-03-01 03:22:20
合成纤维工业(2021年5期)2021-10-31 04:45:34
合成纤维工业(2020年4期)2020-09-16 11:17:24
轮胎工业(2020年11期)2020-07-19 10:20:52
焊接(2015年2期)2015-07-18 11:02:38
焊接(2015年8期)2015-07-18 10:59:14
焊接(2015年8期)2015-07-18 10:59:13
汽车零部件(2014年5期)2014-11-11 12:24:34
机械制造文摘(焊接分册)(2014年5期)2014-03-20 13:57:45
机械制造文摘(焊接分册)(2014年4期)2014-03-20 13:57:40
