
铜电解阴极板全自动V型开槽机控制系统研究及应用
2021-11-03 06:19:56杨阳卫东东
世界有色金属 2021年14期
杨阳,卫东东
(中国瑞林工程技术股份有限公司,江西 南昌330031)
随着我国铜电解行业的快速发展,永久性阴极电解法工艺得到广泛应用,该工艺涉及使用到大量不锈钢阴极板,不锈钢阴极板市场需求量大[1-2]。在阴极板生产加工制造工序中,其中一道关键工序:开90。V型槽,阴极板底部V型槽加工若出现质量问题,会降低铜电解工艺流程中的阴极剥片机组生产处理能力。
针对目前国内阴极板生产加工V型槽主要采用数控铣床,铣床以铣刀旋转运动为主运动,铣刀纵向进给为铣削量调节运动,尽管数控铣床加工的V型槽加工精度方面满足阴极板质量要求,但是V型槽铣削加工效率较低,而且铣刀更换频次高,导致阴极板加工联动生产线整体产效率较低[3]。为此研发出一种新型阴极板V型开槽机,在机械结构全新设计的条件基础上,设计了一种基于数字运动控制器的伺服驱动技术、PLC系统和人机操作界面等组成的全自动V型开槽机控制系统,采用刨削加工方式生产阴极板V型槽,刨槽行走机构由伺服驱动电机传动同步丝杆,V型槽位置采用伺服数控定位刀具进给量,刀具在开槽行走机构的驱动下,对阴极板底部表面进行刨削直线往复运动[4]。
1 开槽工艺流程特点
本文设计的阴极板全自动V型开槽机联动系统主要由搬运机器人、上料装夹定位工作台、新型开槽主机头、气动系统、液压系统和电气控制系统等组成。由搬运机器人将待开V型槽的不锈钢板从上道工序转运至开槽机的上料定位工作台上,机器人放料离开至工作台上方安全位后,发送开槽机装夹定位指令,气动系统中气缸按顺序动作将不锈钢板定位至生产位置后,液压系统油缸启动工作,将不锈钢板压紧压实,开槽主机机头接收到物料装夹到位和压紧信号后,启动开槽行走伺服电机和刨槽进给伺服电机运动,按生产工艺要求,在人机操作界面上选择开槽主机机头往复运动次数和设定每次刨削进给量,开槽机头完成V型槽作业后,发送工装放松启动指令,等待工装放松到位信号,自动发出取物料指令至搬运机器人前来取已开V型槽的不锈钢板至下道生产工序。
根据阴极板V型槽加工工艺要求,V型槽的加工需在X和Y轴两个方向上联动协同控制,其中X轴方向代表刨槽行走方向,显示V型沟槽的长度,Y轴方向代表刨削进给方向,显现V型沟槽的深度。为了降低生产人员人工操作强度,必须简化参数设定,采用人机对话界面触摸屏,监视开槽机的运行状态。开槽机的控制功能要求系统具备手动模式和自动模式,在手动模式,可以点动或连续动开槽机的相关装置动作,可以任意调节刨削进给深度和刨削长度。在自动模式下,按照系统工艺要求预先设定好的刨削长度,刨削起终点、开槽位置、每刀沟槽深度和刨削次数,刨削出符合要求的V型槽。如图1所示开槽机刨削工艺示意图。

图1 开槽机刨削工艺示意图
2 控制系统设计与实现
2.1 硬件系统设计
阴极板全自动V型开槽机控制硬件系统主要包括动力配电系统、二次控制回路系统、PLC系统、运动控制伺服驱动系统、人机界面HMI系统、检测传感器和机械执行机构等。动力配电系统主要给开槽机整机提供动力电源,刨槽行走机构和刨削进给调节机构伺服驱动电机动力电源均采用交流AC220V的电源制式,由上端接触器控制动力电源的分合闸;二次控制回路系统输入/输出电压为DC24V,包括按钮,旋钮、中间继电器和指示灯等二次回路均采用DC24V电源;PLC系统是整个开槽机的控制中枢系统,一切动作指令都由PLC系统发出,联系着现场设备伺服驱动系统和人机界面触摸屏;伺服驱动系统由运动控制器、伺服驱动器和交流伺服电机组成,X轴和Y轴各有一套;传感器检测单元分部在开槽机各个运动装置上,配置有磁性开关、接近开关和光电检测开关等传感器,特别需要注意的是刨削行走X轴和刨削进给Y轴,为了保证两轴安全运行,需在每轴的两端分别加装一个接近开关,作为轴运动的极限保护位,防止执行机构运行范围超出,对设备和人员安全造成一定的威胁。控制系统硬件结构示意图和开槽机两轴伺服电机电气原理图分别见图2和图3所示。
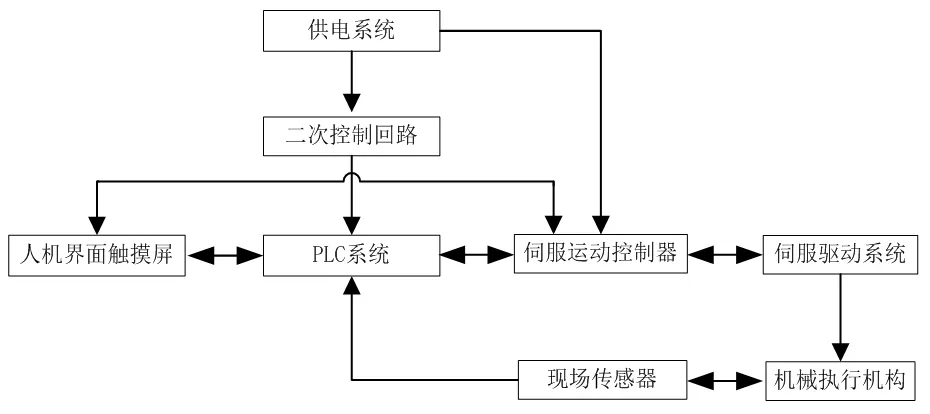
图2 控制系统结构示意图
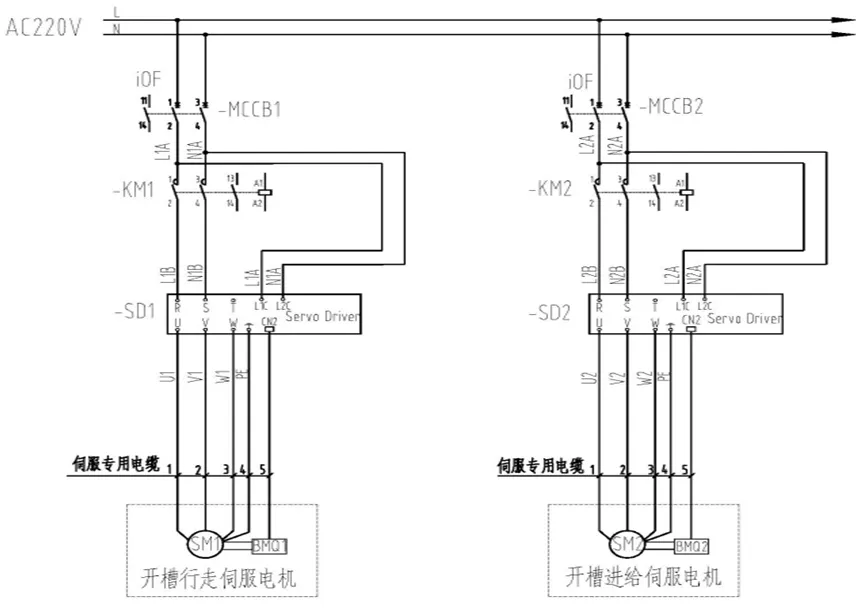
图3 开槽机两轴伺服电机电气原理图
2.2 软件系统设计
根据工艺流程特点和硬件配置要求来进行阴极板全自动V型开槽机的软件设计,以便于电气维护人员后期维护设备,采用子程序调用指令,IO地址映射区编写成一个独立的字子程序FC块,负责输入/输出信号的采集和管理,手动子程序负责在手动模式下的开槽机相关执行机构的手动运行,自动子程序负责在自动模式下开槽机的运行逻辑运算控制,触摸屏参数设定子程序负责PLC和HMI之间的数据传输、存储和调用管理,故障报警子负责采集开槽机相关装置的故障信息,并传输至HMI上进行显示监控,在OB1中进行调用各子程序FC块。系统软件流程如图4所示。

图4 系统软件流程图
在触摸屏上的人机界面HMI上开发如下画面:主页面用于展示开槽机整机操作界面,手动页面显示在手动模式的操作选择点动或连续动,监视等信息,自动页面包括自动运行状态显示、自动启动软按钮、自动停止软按钮等控制信息。参数设定画面重要参数设定,管理和监视等信息,对于一些关键工艺参数数据更改写入,增加权限管理,防止操作人员对关键数据的错误写入。
3 结束语
本文设计了一种基于数字运动控制器的伺服驱动技术、PLC系统和人机操作界面等组成的全自动V型开槽机控制系统,现场生产试验应用表明,在进行阴极板底部窄长表面加工V槽时,基于伺服控制的开槽机更具优势,加工的V型槽质量和精度均符合铜电解工艺要求,且加工效率高,操作人员劳动强度大幅度降低,同时进一步提高了不锈钢阴极板加工联动生产线的整机生产效率。
猜你喜欢
微特电机(2020年11期)2020-12-30 19:42:32
电子制作(2018年17期)2018-09-28 01:57:00
通信电源技术(2018年3期)2018-06-26 06:33:36
小学生导刊(2017年17期)2017-05-17 05:44:16
世界汽车(2016年8期)2016-09-28 12:09:43
世界汽车(2016年8期)2016-09-28 12:09:00
世界汽车(2016年8期)2016-09-28 12:06:49
工业设计(2016年6期)2016-04-17 06:42:53
中国科技纵横(2015年2期)2015-11-05 02:30:11
科学中国人(2014年16期)2014-11-20 02:50:00
