
龙泉青瓷DPM标识研究
2021-10-28 04:36浙江省标准化研究院之江标准化智库
条码与信息系统 2021年5期
浙江省标准化研究院(之江标准化智库) 丁 炜 郭 锐
龙泉青瓷始于三国两晋,盛于宋元。青瓷是瓷器的起源,瓷器之母,在青瓷的基础上发展了白瓷,之后再派生出了青花、五彩、斗彩、粉彩、古彩等各色瓷系,而万变不离其道,白瓷和青瓷最能代表中国文化的精髓和审美。龙泉窑也是中国陶瓷史上烧制年代最长、窑址分布最广、产品质量最高、生产规模和外销范围最大的青瓷名窑。
龙泉青瓷烧制技艺是一种具有制作性、技能性和艺术性的传统手工艺,主要表现在原料配制、成型装饰、高温烧成等方面。传统的龙泉青瓷产品有两种:一种是白胎和朱砂胎青瓷,著称“弟窑”或“龙泉窑”,另一种是釉面开片的黑胎青瓷,称“哥窑”。
借着2016年G20在浙江杭州召开的东风,龙泉青瓷产业和销售额有了飞跃式发展,龙泉青瓷日用瓷技术也有了很大的改进,以高铝质强化龙泉青瓷餐具为例,明显高于普通青瓷泥抗折强度,可满足大型洗碗机洗涤、微波炉快速加热与高温消毒。(注:现有的青瓷相关国家标准是GB/T 10813.1-2015《青瓷器第1部分:日用青瓷器》)
龙泉青瓷实现可追溯性的探索
现在的市场上,假冒龙泉青瓷的现象相当普遍,对于龙泉青瓷实施可追溯性的研究,是保护传统产业的需要;采用GS1编码和二维条码进行唯一标识,如果是只用于青瓷包装上,因日用青瓷大部分使用的是通用包装,很难真正实现追溯;只有尝试DPM(即直接部件标识,通过某种技术直接把条码标识在产品上)直接在青瓷本体上进行唯一编码和标识,才有可能真正实现龙泉青瓷的可追溯。所以,在本体标识方面我们首先考虑了3种方式实现,包括烤花烧制、激光灼刻和覆膜激光烧固。其中覆膜激光烧固,其多用于陶瓷卫浴的文字LOGO标识,适用于白瓷且颗粒较粗,不适用二维条码制作;因此,在研究过程中放弃了这种技术方法,重点针对前两种方法进行了深入研究与试验。
烤花烧制方式技术分析
在龙泉青瓷瓷体上制作平面图案文字标识,传统的方式大致分为手工绘制烧制和贴纸烤花两种。
手绘烧制,第一步是在瓷器成型、修坯后的施釉(上釉)前或施釉后,在未烧制的瓷器表面用手工绘制方式绘制图案文字后进行烧制,分别称釉下彩和釉上彩。其中也有釉上彩是在已烧成的白釉或涩胎瓷器上,用色料绘饰各种纹饰,再于700~900℃的低温窑炉中二次烧造,低温固化彩料而成。
贴纸(烤花纸)烤制是指在已烧成的瓷器表面贴上事先印刷好图案文字的烤花纸,再于700~900℃之间的低温窑炉中二次烧造,低温固化彩料而成。
对于在瓷器表面标识条码等较精细的符号,以上两种方式当中只能选取贴纸烤制方式(俗称烤花)。现已有部分酒瓶上直接用贴纸烤花方式标识商品条码(EAN-13)。而贴花纸有3种不同的印刷工艺,其特点不尽相同,见表1;通过比较和初步实验论证,采用了比较适合条码印制的丝网版小膜印刷贴花纸。
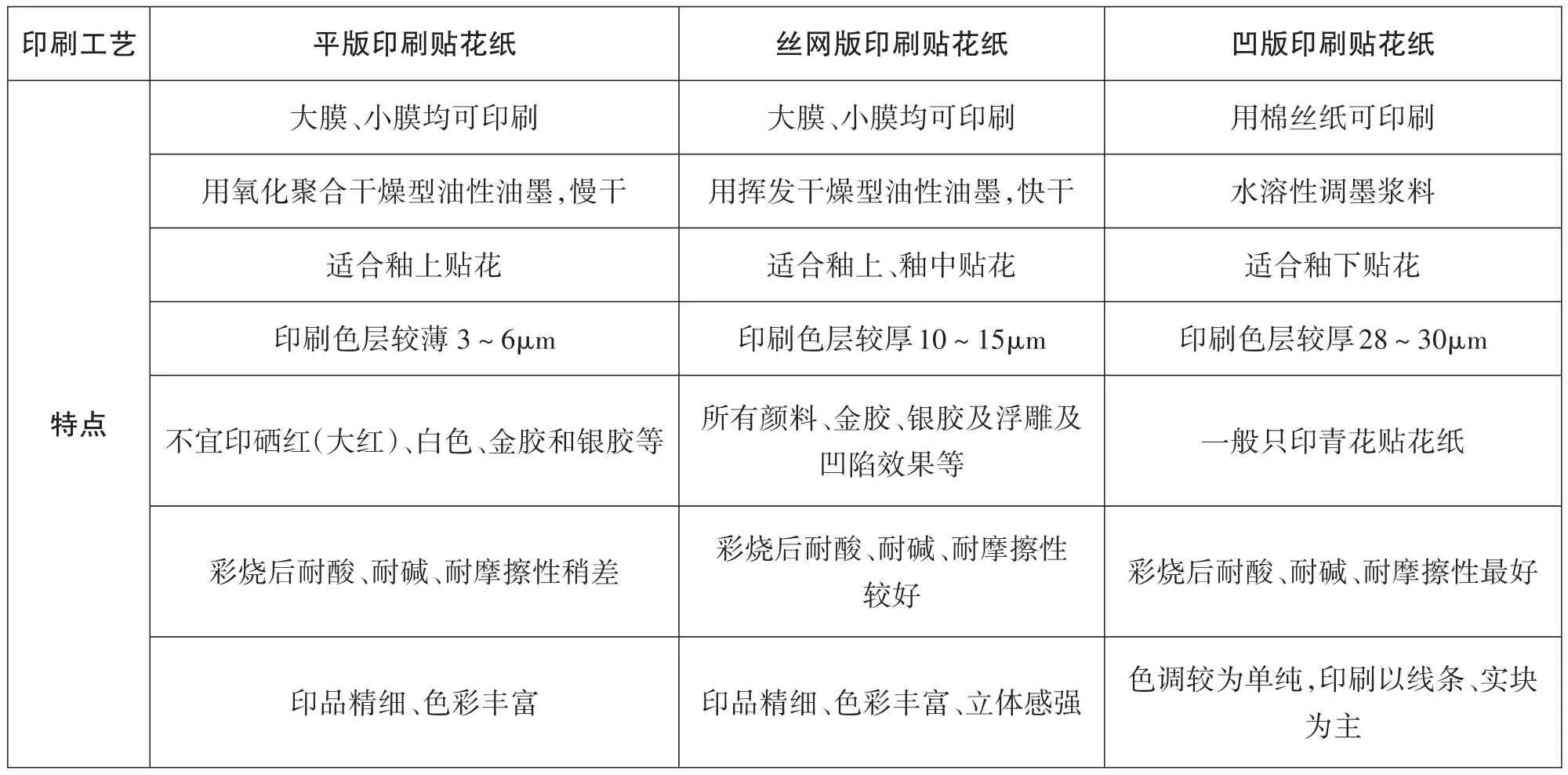
表1 三种不同印刷方法生产的陶瓷贴花纸的特点
对于二维条码在龙泉青瓷上的印制,浙江省标准化研究院从研究之初就考虑既要兼顾二维条码的印制质量,又要使这种传统的工艺产品及日用品推广时被青瓷生产企业和消费者接受,因此,便需要融合“中国元素”,如图1所示。基于上述原因,选择丝网版小膜印刷贴花纸及其烤花工艺更利于实现初始的设想。
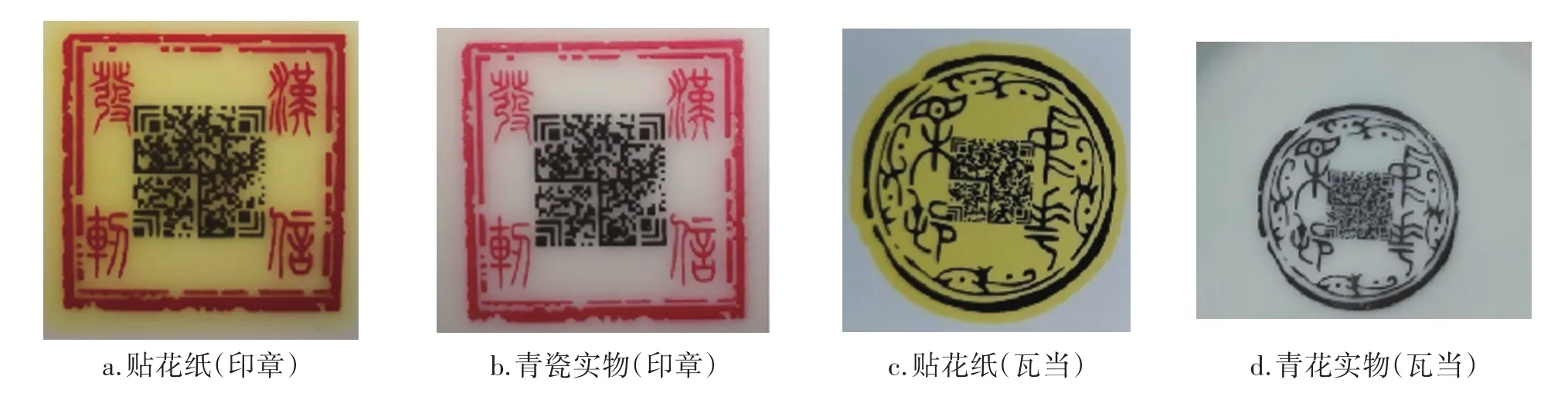
图1 含有“中国元素”的二维条码烤花实例图
青瓷属于高温瓷,瓷窑温度在1100℃以上;而青瓷烤花温度在600~900℃之间(也有的低至500℃)。所以,工艺流程是在已烧制好的青瓷釉上(釉面的表面),加贴花纸进行烤花。同时,青瓷的特点是“薄胎厚釉”,在釉面烤花时,青瓷釉面将有一定程度的熔化和微小的形变,使得釉面与贴花纸上的油墨紧密结合,具有较好的耐磨和耐腐蚀性(对烤花而言);但同时,也会对油墨图案造成相应的微小畸变;对油墨色质也有相应改变。因此,需要选择合适的贴花纸印刷方式及合适的油墨,见表2,才能保证二维条码的质量。
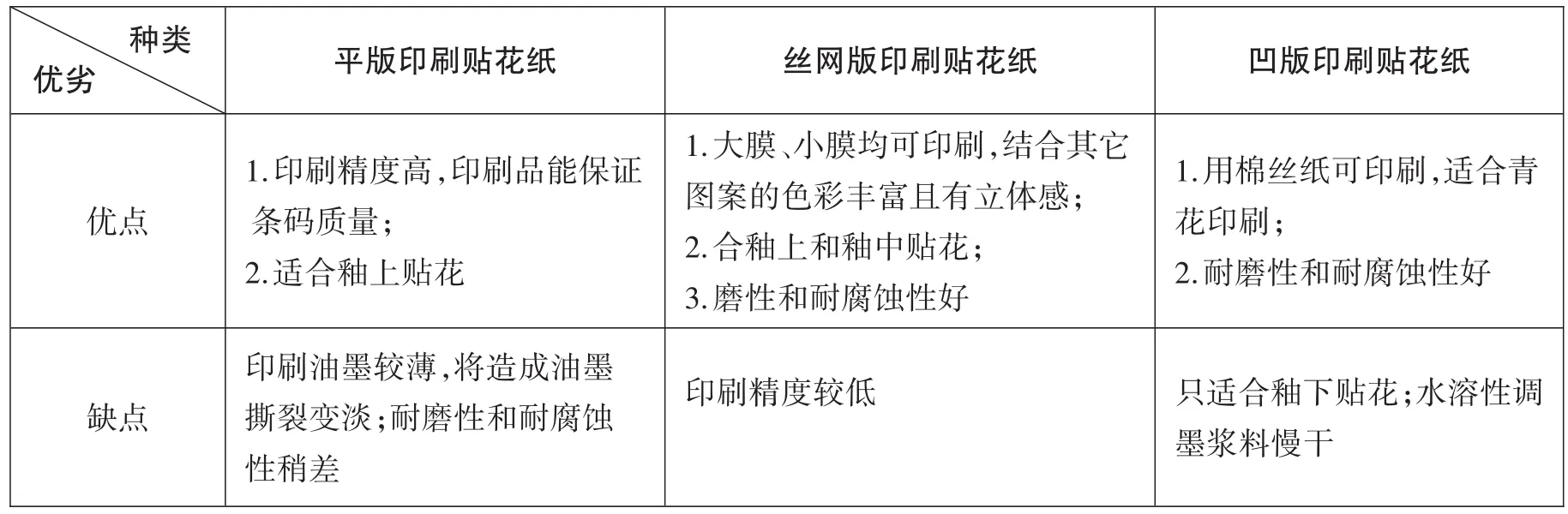
表2 印制二维条码中三种印刷贴花纸的优劣对比(针对青瓷)
针对以上比较和青瓷的特点,在烤制二维条码及相关标识时有以下要求:1.应选取适合釉面烤花的贴花纸;2.对贴花纸油墨的厚度有一定的要求;3.优先选用可烧制多种色彩的贴花纸;4.选取合适的烤花温度,兼顾釉面与油墨结合度和油墨最小畸变及色质变化等。
贴花纸结构图和烤花流程图,如图2所示。
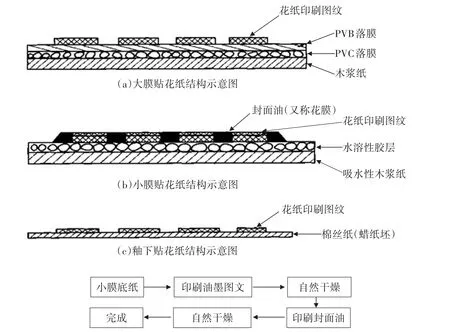
图2 贴花纸结构图和烤花流程图
激光灼刻方式技术分析
随着现代工艺技术的发展,现在对于小批量的定制瓷器,需要标注文字或(和)图案的,也采用激光灼刻的方式实现。激光加工原理:激光打标机是利用高能量密度激光束,对工件表面进行局部照射,使表层材料迅速汽化或发生颜色变化,从而露出深层物质或者导致表层物质化学物理变化刻出痕迹,或通过光能烧掉部分物质,显出所需刻蚀的图形、文字。通过对多种激光器进行比较,选取紫外激光器作为青瓷激光灼刻主要工具。
龙泉青瓷二维条码本体标识的实践
通过对龙泉青瓷传统工艺的调查研究,对于在青瓷上实施条码本体标识的研究方向和原则就定位在三个方面:一是在不改变传统工艺流程的基础上进行试验;二是考虑成本适中,尽量不过多增加成本,对中高端产品控制在产品价格的1%~2%以内,对低端产品控制在3%~5%以内;三是考虑加上条码标识后的美观及体现与传统文化的结合度等。同时也要考虑二维条码质量符合国家标准GB/T 23704-2017《二维条码符号印制质量的检验》和GB/T 35402-2017《零部件直接标记二维条码符号的质量检验》。
烤花试验的研究及问题分析
对青瓷的本体标识作了烤花试验。因当时对青瓷的工艺还不完全了解,直接考虑的是变码印制二维条码标签后再进行本体标识;选用了最高可耐1300℃高温的进口高分子材料做基材,直接用条码专用打印机在高分子材料上面打印二维码,再用高温烤花方式在青瓷本体上进行试验。试验分别在白色和透明2种不同基材上进行:白色基材与釉面在高温作用下烧结效果较好,但基材色质为纯白色,图案突兀且与青瓷的主流色彩不协调;透明基材在高温作用下与釉面完全熔合,但油墨在高温促进釉面部分熔化产生流动作用,发生了油墨被撕裂的现象,油墨在青瓷上的附着力严重不足,加上该高分子材料价格较高,基于以上这些原因,所以放弃了用高分子材料作为烤花基材的试验,改为用传统的贴花纸烤花工艺开展进一步试验。
试验结果分析和流程确定
经过一系列贴花纸烤花和激光灼刻试验,其中,激光灼刻试验比较顺利,且要求不高。对于贴花纸烤花,考虑以传统的丝网烤花纸方式为主,经过多次的企业电烤花炉和燃汽炉试验,并使用浙江省青瓷产品检验中心的阶梯电烤炉(500℃、600℃、700℃、800℃、900℃)同时采用不同阶梯温度进行烤花试验,比较后得出二维条码贴花纸烤花的最佳温度为700~800℃,能兼顾图案形变度最小及与釉面结合度强的效果;完成本体标识后的成品经96小时盐雾试验(依据GB/T 10125-1997《人造气氛腐蚀实验盐雾试验—盐雾试验机》),二维条码未受到任何腐蚀。最后得出以下制作工艺流程和试验结果:
(1)采用激光灼刻方式进行青瓷的二维条码本体标识,对设备的软硬件要求都不高,但需要在传统工艺之外增加一道现代工艺。对二维条码本体标识的具体要求如下:
——紫外激光器(UV laser),主要输出波长在0.4μm以下(一般为355nm),功率为3~10W;
——选取成品青瓷(烧制好的)较平整面或曲度较小的一面(一般为器具底部)进行刻制;
——激光刻制后,需要对刻制后的二维条码图形进行着色处理。
(2)采用贴花纸烤花方式进行青瓷的二维条码本体标识,与青瓷的传统工艺相衔接,工艺操作与传统方式一致;如与“中国元素”的图案相结合,如“印章”“瓦当”等图案,可增加一些鲜明的红色、青色等图案。对二维条码本体标识的具体要求如下:
——制作贴花纸,将二维条码(可结合其它图案)制作(一般以丝网印制方式,保证油墨有一定的厚度)在烤花基纸上,再覆盖“封面油”(多次),自然干燥后使二维条码图案的油墨与“封面油”结合在一起;
——将贴花纸在清水中浸泡数分钟,使得贴花油纸与烤花基纸分离,再将贴花油纸粘贴在成品青瓷的釉面上(选取平面或曲度较小面),并刮平去汽泡;
——将粘好贴花油纸的青瓷放置在烤花炉中烤制,烤制温度控制在700~800℃。
两种本体标识方式的优劣对比
对于两种本体标识方式,一般来说,激光灼刻方式适合批量较小或个性化定制的产品,贴花纸烤花方式更适合于批量较大的产品。以两种方式进行二维条码本体标识的优劣对比,见表3(见下页)。
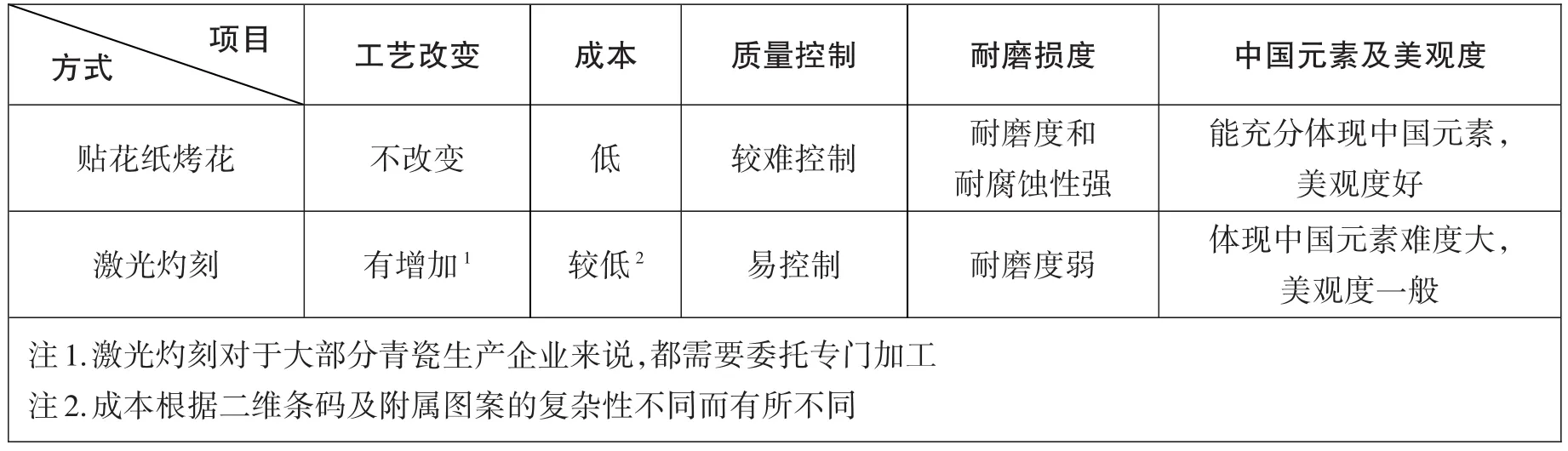
表3 二维条码本体标识的贴花纸烤花和激光灼刻方式优劣对比表
不足及改进
通过项目试验,确定的两种本体方式在实用性方面还存在一些问题,需要今后开展进一步研究与试验加以改进。如:激光灼刻后的二维条码,着色后的油墨存在易磨损和不耐腐蚀的缺点,需要采取加覆保护膜或选择合适的油墨(如采用UV油墨并用紫外线固化)等方式进行优化。贴花纸烤花现采用的丝网印刷方式,从源头上印刷二维条码的质量较差,加上烤花过程中因油墨层较厚,不可避免地有变形的情况,影响了最终的二维条码质量,甚至无法识读;此外,用丝网方式变码印刷也是一个最大的难题,需要下一步研究加厚油墨喷码+烤花封面油方式制作贴花纸并进行试验,以满足大批量变码制作二维条码的需要。

猜你喜欢
佛山陶瓷(2022年8期)2022-11-23
佛山陶瓷(2022年9期)2022-10-09
今日印刷(2020年12期)2020-12-21
摄影与摄像(2020年4期)2020-09-10
佛山陶瓷(2020年6期)2020-07-18
华人时刊(2020年23期)2020-04-13
佛山陶瓷(2016年11期)2016-12-23
昆嵛(2016年3期)2016-09-23
昆嵛(2016年3期)2016-09-23
印刷技术·包装装潢(2015年12期)2016-02-18
