
不锈钢储罐DP-TIG焊接技术研究
2021-10-27 01:13毕学松,李志波,董传阳
电焊机 2021年10期
毕学松,李志波,董传阳









摘要:针对不锈钢储罐的特征及实际生产工况要求,提出了一套高效优质的DP-TIG焊接技术解决方案,并开展了相应的研究工作。结果表明,DP-TIG焊接技术可通过电弧穿孔效应增加焊接熔深,实现单面焊双面成形,焊缝质量满足行业标准要求;对坡口间隙、角度及错边等实际复杂工况适应能力强;焊接过程无需坡口,耗材少,生产成本低;焊接工艺参数简单,调整方便,人员操作技能要求低。该技术已成功应用于不锈钢低温储罐、医疗器械等行业中,改变了原有生产方式,焊缝质量优、焊接效率高,满足用户生产需求。
关键词:不锈钢储罐;DP-TIG;单面焊双面成形
中图分类号:TG457 文献标志码:A 文章编号:1001-2003(2021)10-0043-07
DOI:10.7512/j.issn.1001-2303.2021.10.08
0 前言
随着我国经济的高速发展,钢制储罐作为储气、储液的主要工具,越来越多地应用于石油、化工、粮油、核电、国防等领域[1]。实际应用中储罐承担着盛装冷液和密封的作用,其运行及服役工况环境比较复杂且恶劣,因此储罐对焊缝质量要求极为严格,其焊接接头性能直接关系到储罐的施工质量和安全可靠性,必须满足相关技术标准规定[2]。不锈钢具有良好的塑性、韧性及耐腐蚀性能,被广泛应用于储罐的生产制造中。但不锈钢具有热导率小、热膨胀系统大、电阻率高等物理特性,加之不锈钢储罐直径较大、壁薄,使得不锈钢储罐在焊接时易发生变形,焊后纠正较难[3-4]。
1 不锈钢储罐制造现状
目前,不锈钢储罐焊接多采用手工焊背面清根封底焊工艺,焊接材料用量大,熔敷效率低,且易出现夹渣、裂纹等焊接缺陷,同时背面清根工作环境恶劣、工作量大。随着市场对高效优质、绿色环保焊接技术的迫切需求,出现了许多自动化或半自动化的焊接技术及设备,例如熔化极气体保护焊、自动氩弧焊、氩弧焊打底焊+焊条电弧焊填充、自动埋弧焊、等离子或P+T焊接技术等[5-8]。采用以上焊接技术时,工件一般需开V型坡口,多层多道焊接,耗材多,生产成本高,生产效率仍然较低。等离子焊一般采用I型坡口,工件可不开坡口,可提高焊接质量和生产效率,但焊接设备复杂,气体、配件等耗材价格较贵,生产制造成本高,同时等离子焊接参数多,焊接工艺复杂,对操作人员技能水平要求高[9]。
2 不锈钢储罐焊接新技术方案
针对不锈钢储罐焊缝特征及实际应用工况要求,成功开发了一套优质DP-TIG焊接技术解决方案。DP-TIG焊接(Deep Penetration-Tungsten Inert Gas Welding)是一种新型高效TIG焊接技术,主要通过对钨极的高效冷却及电弧自身的磁收缩效应使电弧压缩,提高电弧能量密度,增大焊接熔深。并通过穿孔形式获得稳定的单面焊双面成形焊缝,焊接质量可靠,焊接效率高,焊接工艺简单。
文中通过试验研究了SUS304不锈钢DP-TIG焊接技术。分析了在不同间隙、错边及自由角度的情况下,DP-TIG焊接技术在不锈钢储罐焊接时的工况适应能力,为实际工程应用提供参考。
3 不锈钢储罐DP-TIG焊接工艺研究
3.1 试验方案
试验设备采用自主研发的DP-TIG焊枪、电源、冷却水箱、试验平台等,如图1所示。试验前用角磨机和钢丝刷去除试板表面氧化膜,并用丙酮或者酒精去除试板表面油污;然后进行平板对接焊接;试验完成后,对焊缝进行宏观金相、力学性能、X射线探伤等检测,检验焊接质量。
3.2 试验材料
试板材料选用SUS304不锈钢,板厚6 mm,焊丝采用ER308LSi,直径1.0 mm,试板材料及焊丝主要化学成分如表1所示。焊枪保护气和背面保护气均采用99.99%纯氩气。
3.3 接头设计
针对不锈钢储罐应用场景,设计了4种类型的接头形式:
(1)I型坡口对接接头,无错边,间隙0~2.0 mm,如图2a所示。
(2)I型坡口对接接头,无间隙,错边0~2.0 mm,如图2b所示。
(3)I型坡口对接接頭,间隙1.5~2.0 mm,错边1.5~2.0 mm,如图2c所示。
(4)I型坡口对接接头,存在10°、-10°自然角度,间隙0~2.5 mm,如图2d、2e所示。
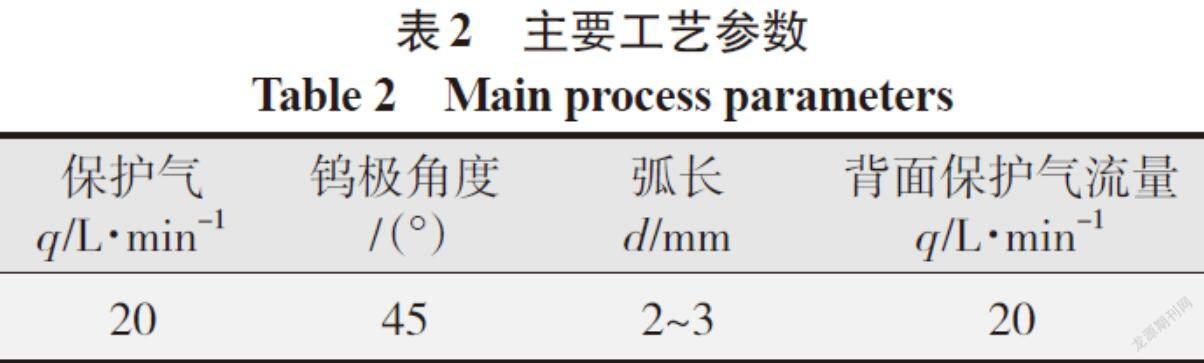
3.4 试验参数
通过大量的试验研究和工艺优化,实现了6 mm不锈钢DP-TIG单面焊双面成形。主要工艺参数如表2所示。
3.5 试验结果
3.5.1 基本试验
分别对不同焊接电流、焊接速度下的不锈钢DP-TIG焊接工艺进行研究,焊接电弧集中、挺度高,实现穿孔效应,焊接过程稳定。
典型参数下焊缝外观及截面宏观图片如图3所示。可以看出,不同焊接参数下,DP-TIG焊接均能实现单面焊双面成形,焊缝正面及背面成形良好,未出现咬边、气孔、未焊透、未熔合等缺陷,焊缝背面熔透均匀,满足焊缝成形外观要求。
焊接电流与焊接速度关系如图4所示。可以看出,随着焊接电流的增大,电弧穿透能力增强,焊接速度近似于线性提高,当焊接电流为550 A时,焊接速度可提高至700 mm/min。同时,进一步分析不同焊接电流下的焊接热输入情况,如图5所示。可以看出:电流较小时,由于焊接速度较小,热输入较大;随电流的增加,焊接速度增加,热输入会减小,尤其是电流在420 A以上时,焊接热输入小于12 kJ/cm;电流达到一定程度后,热输入变化不明显。这是由于DP-TIG焊接技术在大电流情况下,电弧的电磁压缩效果越强,焊接速度就越高。可见,DP-TIG焊接技术在大电流焊接情况下优势更为明显。
与现有不锈钢储罐焊接技术相比,DP-TIG焊接技术能够显著提高焊接效率和质量。同时,焊接过程无需开坡口,减少焊材消耗,降低生产成本;减少焊接工序,降低人员劳动强度,提高生产效率;焊接过程热输入小,减小焊接变形;工艺参数少,调整方便简单,通过匹配焊接电流和焊接速度,即可获得良好焊缝,降低对人员技能的要求。
3.5.2 工况适应能力试验
在焊接作业中,受材料、坡口加工条件、组对条件、工装夹具、操作者技能等因素影响,坡口间隙、错边及角度等尺寸及其精度难以保证。通过改变坡口的组对间隙、错边、角度条件,研究焊接电流为480 A,焊接速度550 mm/mim 时DP-TIG实际生产工况适应能力。
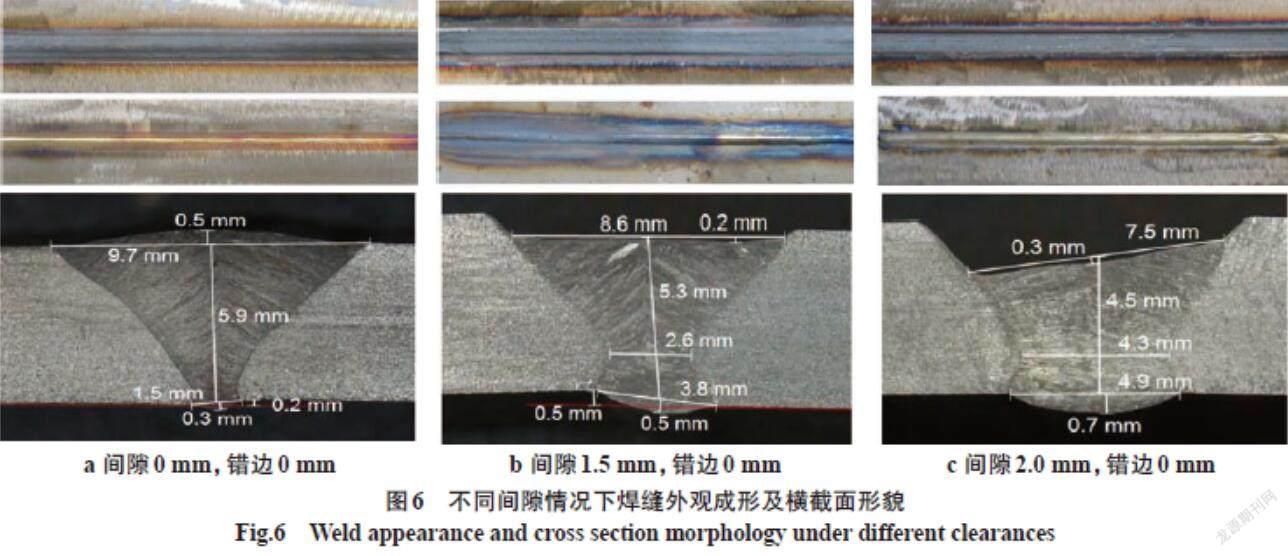
(1)间隙适应性。
无错边时,不同间隙情况下焊缝外观成形及横截面形貌如图6所示。可以看出,间隙在2.0 mm以内时,均能形成稳定的小孔,焊缝成形良好,未出现未焊透或焊漏现象。间隙大于2.0 mm时,电弧直接从间隙穿过,不能形成稳定熔池及焊缝。因此,无错边时,该工艺对间隙的最大适应能力为2.0 mm。
(2)错边适应性。
无间隙时,不同错边情况下焊缝外观成形及横截面形貌如图7所示。可以看出,错边在1.5 mm以内时,焊缝正面成形饱满,均匀美观,背面熔透良好,实现了单面焊双面成形。由于错边大小影响电弧穿透能力,当错边大于1.5 mm时,电弧穿透能力不稳定,影响背面成形。因此,当无间隙时,该工艺对错边最大适应能力为1.5 mm。
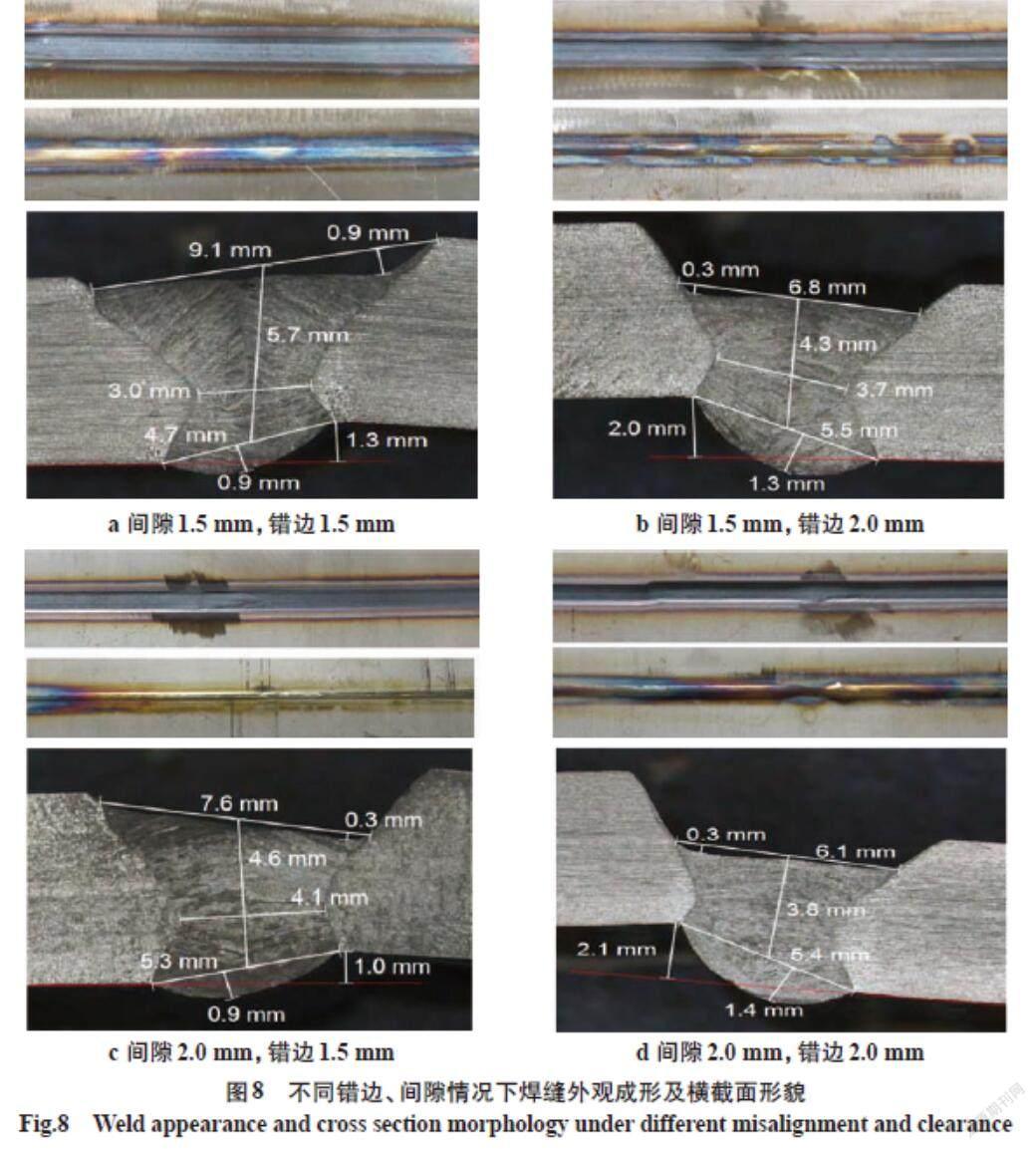
(3)间隙、错边同时存在时焊接适应性。
当间隙、错边均存在时,焊接接头形式如图2c所示,其焊缝外观成形及横截面形貌如图8所示。可以看出,间隙为1.5 mm、错边为1.5 mm时,焊接过程稳定,焊缝成形良好,背面熔透。间隙、错边量分别增大至2.0 mm时,焊缝成形不稳定,焊点处容易焊漏。由此可见,DP-TIG焊接能够同时适应的最大间隙和错边量为1.5 mm。
(4)自然角度情况下焊接适应性。
I型坡口对接时,形成10°或-10°自然角度,间隙大小对焊缝成形影响如图9所示。此種情况相当于开V型坡口,当间隙小于1 mm时,焊接效果良好。
3.5.3 性能检测
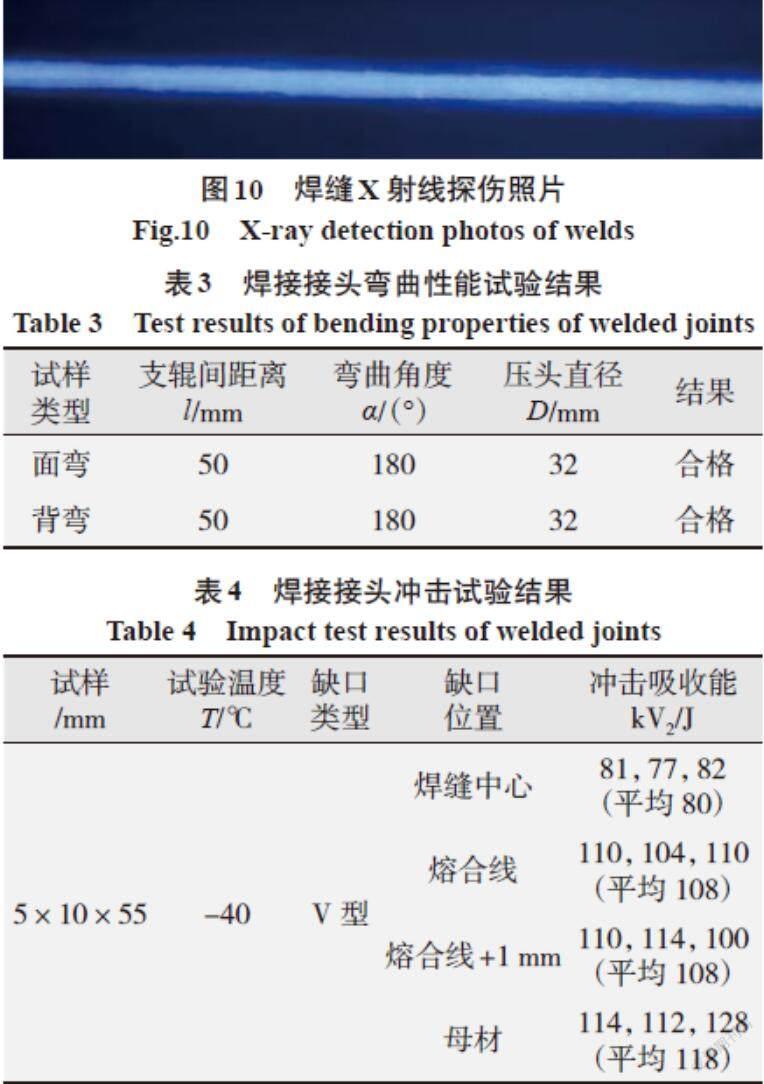
依据行业标准NB/T 47013.2-2015《承压设备无损检测 第2部分:射线检测》要求,对DP-TIG焊接后焊缝进行X射线检测,X射线探伤典型照片如图10所示。可以看出,焊缝内部未发现裂纹、未熔合、未焊透、圆形缺陷,结果符合Ⅰ级焊缝标准。
依据国标GB/T 2653-2008《焊接接头弯曲试验方法》、GB/T 2650-2008《焊接接头冲击试验方法》和GB/T 2651-2008 《焊接接头拉伸试验方法》检测焊接接头力学性能,结果如表3~表5所示。结果表明,不锈钢DP-TIG焊接接头性能满足实际应用要求。
4 实施案例
DP-TIG焊接技术已在低温储罐、医疗机械等行业得到了成功应用。以某客户低温储罐焊接应用为例,其储罐罐体为SUS304不锈钢,壁厚8 mm,罐体环缝、纵缝数量多,焊缝长度最长可达十几米,全部焊缝要求无缺陷,焊接接头力学性能合格。针对客户需求,采用DP-TIG焊接技术并结合TIG摆动焊接盖面,采用I型坡口对接,一次焊接单面焊双面成形,焊接速度高,极大提高了焊接效率和产品合格率。用户对焊接接头无损检验、力学性能、金相组织等指标进行了全面检验分析,结果均满足应用需求。DP-TIG焊接设备及焊接效果照片分别如图11、图12所示。
DP-TIG焊接方法是一种高效优质的焊接技术,可以推广应用于食品、医疗器械、压力容器、石化、核电等诸多领域,提高焊接质量和效率,助力我国焊接制造技术的进步与发展。
5 结论
(1)DP-TIG焊接技术通过穿孔效应能稳定实现不锈钢储罐单面焊双面成形,焊缝外观质量、力学性能均能满足行业标准要求,焊接质量好。
(2)DP-TIG焊接技术对不锈钢焊接接头组对间隙、错边及角度适应能力强,能够适应行业现有工况要求。
(3)DP-TIG焊接过程无需开坡口,无需多层多道焊,减少焊材消耗,降低生产成本;工艺参数简单,调整方便,降低对人员操作技能的要求,提高了生产效率。
(4)DP-TIG焊接技术已成功应用于低温储罐、医疗器械等行业,改变原有生产方式,焊接质量好,提高了客户生产效率,降低了生产制造成本,很好地满足了用户需求。
参考文献:
[1]张钱磊.不锈钢储罐焊接技术[J].焊接技术,2020,49(7):101-103.
[2]刘仲民.储罐焊接技术的研讨[J]. 焊接技术,2017,46(5):145-147.
[3]寇建峰. SUS304不锈钢储罐焊接的变形量控制[J].石油工程建设,2017,43(6):83-86.
[4]邵立军.不锈钢储罐焊接变形控制[J].中国石油和化工标准与质量,2017(22):142-148.
[5]魏献玲,齐淑改,王淑范,等. CO2气体保护焊在不锈钢储罐上的应用[J].石油工程建设,2006,32(3):56-58.
[6]刘兵,王玉松.奥氏体不锈钢储罐熔化极气体保护焊[J].化工建设工程,2003,25(2):19-27.
[7]刘长沙,张桂龙,郭祥侠.不锈钢储罐壁板陶瓷衬垫单面焊双面成型焊接工艺研究[J].安装,2020(8):64-66.
[8]蒋激扬.自动化焊接技术在大型不锈钢储罐中的全面应用[J].石油化工建设,2013(1):71-73.
[9]闫兴贵,李占勇. SUS304不锈钢等离子弧焊接[J].焊接技术,2012,41(9):20-22.
