
湖南某硫化矿尾砂回收萤石浮选试验
2021-10-22 03:15陈占发许道刚吕清纯胡新红
现代矿业 2021年9期
陈占发 许道刚 吕清纯 胡新红
(湖南柿竹园有色金属有限责任公司)
萤石即氟化钙,又叫氟石,是一种战略性的非金属矿产资源,其在高新技术产业及传统工业中均得到了广泛的应用。我国萤石资源丰富,大部分以共伴生矿的形式存在,单一萤石矿较少,易选萤石矿较少,复杂难选萤石矿较多[1-3]。该研究采用碳酸钠+酸化水玻璃应用于萤石粗选,酸化水玻璃+水玻璃应用于萤石精选,有效回收萤石资源,以期为同类萤石分选提供技术参考。
1 矿样性质
试样取自磁铁脱硫尾矿,矿样中非金属矿物主要有萤石、石英、方解石、云母、石榴子石等,金属矿物主要有磁铁矿、黄铁矿等。萤石主要以单体产出为主,产出近90%,其余10%主要与石榴石、石英及方解石等连生交代。矿样多元素分析结果见表1,最佳磨矿细度下的筛析试验结果见表2。

?
由表1、表2可知,矿样中的CaF2含量为47.22%,SiO2含量为17.30%,CaCO3含量为8.45%,矿样中的硅酸盐及石英含量不是很高,碳酸钙的含量相对较高;最佳磨矿细度下-0.074 mm粒级占比83.20%,萤石与碳酸钙主要分布在-0.074 mm粒级中,-0.01 mm粒级中萤石与碳酸钙的分布率为25.10%,27.55%。
2 结果与讨论
2.1 粗选磨矿细度试验

?
由于不同矿石中目的矿物的嵌布粒度不同,所需要的浮选细度也不同,合理的磨矿细度是实现矿物有效分离的一个重要影响因素[4-5]。固定调整剂碳酸钠用量300 g/t、抑制剂酸化水玻璃(配比4∶3)用量1.2 kg/t、捕收剂油酸用量180 g/t进行磨矿细度试验,试验流程见图1,试验结果见图2。

由图2可见,随着磨矿细度的增加,粗精矿萤石品位及回收率均呈现先升后降的趋势;当磨矿细度大于-0.074 mm83.29%时,产生的细粒级矿粒会对萤石浮选产生负作用,进而影响萤石的回收[6];综合考虑,磨矿细度-0.074 mm83.29%为宜。

2.2 粗选碳酸钠用量试验
采用碳酸钠碱活化预处理不仅可调节矿浆pH值,且对矿泥有良好的分散作用,还能消除矿浆中Ca2+、Ba2+、Mg2+等有害离子的影响及消除前段浮硫化矿浮选时残留药剂对萤石的影响,进而起到活化萤石浮选的作用[7-8]。固定磨矿细度-0.074mm83.29%、酸化水玻璃(配比4∶3)用量1.2 kg/t、油酸用量180 g/t进行碳酸钠用量试验,试验流程见图1,试验结果见图3。
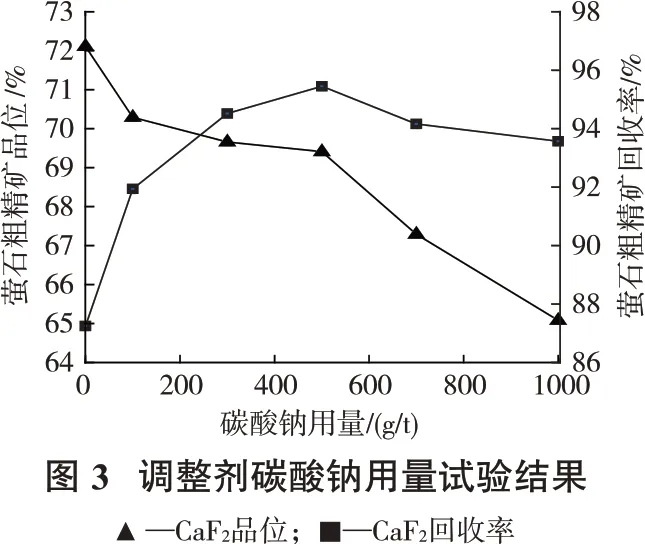
由图3可见,随着调整剂碳酸钠用量的增加,萤石粗精矿品位呈降低趋势,回收率呈先升后降的趋势;当碳酸钠用量大于500 g/t时,矿浆中的pH值环境对酸化水玻璃的抑制效果有负作用,进而影响萤石的回收[9];综合考虑,碳酸钠用量500 g/t为宜。
2.3 粗选抑制剂种类试验
酸化水玻璃、水玻璃是目前萤石分选常用抑制剂[10]。水玻璃在碱性矿浆中主要通过对脉石矿物进行抑制;酸化水玻璃是在水玻璃中加入一定比例的硫酸制得,酸化水玻璃在弱酸性或中性矿浆中能够产生更多亲水性较强的细小硅酸胶粒,能强化其对碳酸钙的抑制效果,在强酸强碱条件下,酸化水玻璃的选择性抑制效果较差[11]。固定磨矿细度-0.074 mm83.29%、碳酸钠用量500 g/t、油酸用量180 g/t、酸化水玻璃(配比4∶3)及水玻璃用量均为1.2 kg/t,比较水玻璃、酸化水玻璃2种抑制剂对脉石矿物的抑制效果,试验流程见图1,试验结果见图4。
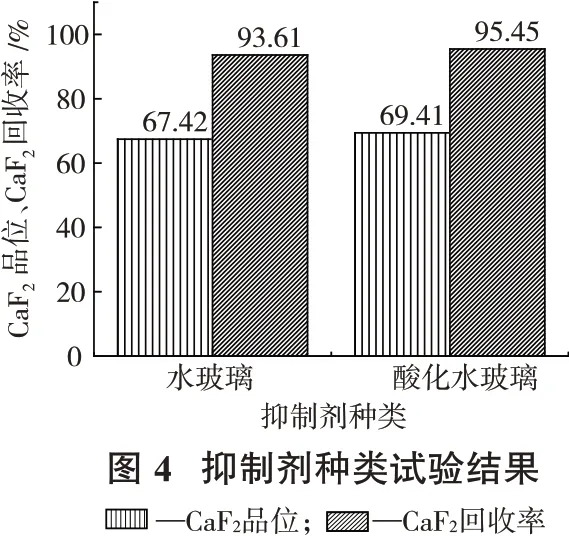
由图4可见,针对该高钙低硅矿样,在同等条件下酸化水玻璃比水玻璃更有利于萤石粗精矿指标的提高,故选择酸化水玻璃作为抑制剂。
2.4 酸化水玻璃配比试验
固定磨矿细度-0.074 mm83.29%、碳酸钠用量500 g/t、酸化水玻璃用量1.2 kg/t、油酸用量180 g/t进行酸化水玻璃配比试验,试验流程见图1,试验结果见图5。

由图5可见,随着酸化水玻璃中水玻璃与硫酸配比的变小,萤石粗精矿品位不断上升,回收率却逐渐降低;酸化水玻璃中硫酸含量过少不利于硅酸胶体的形成,且对碳酸钙的抑制作用弱;酸化水玻璃中硫酸含量过高,选择性抑制作用变差对萤石也会产生很强的抑制作用;综合考虑,酸化水玻璃配比4∶3为宜。
2.5 酸化水玻璃用量试验
固定磨矿细度-0.074 mm83.29%、碳酸钠用量500 g/t、酸化水玻璃配比4∶3、油酸用量180 g/t进行酸化水玻璃用量试验,试验流程见图1,试验结果见图6。
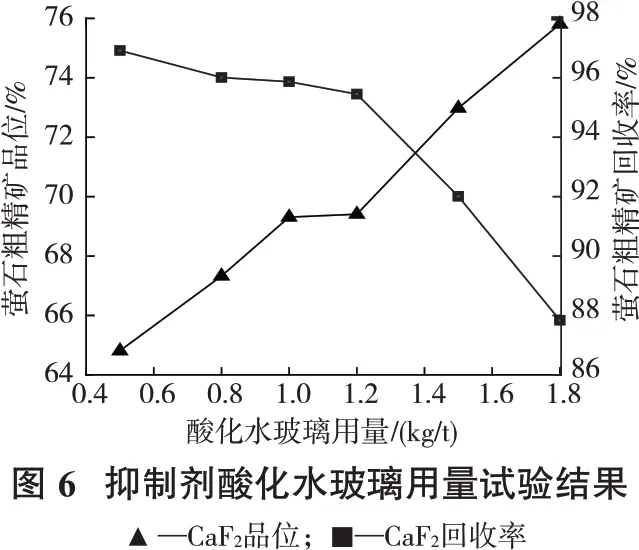
由图6可见,随着酸化水玻璃用量的增加,萤石粗精矿品位升高,回收率降低;当酸化水玻璃用量为0.5~1.2 kg/t时,萤石粗精矿回收率基本维持不变;综合考虑,酸化水玻璃用量选择1 kg/t为宜。
2.6 捕收剂种类与用量试验
目前,市场上的萤石捕收剂种类较多,但基本上是由植物油酸、动物油酸通过改性而得到[12],不但对萤石有较好的捕收作用,对碳酸钙也有较好的捕收作用[13]。固定磨矿细度-0.074 mm83.29%、碳酸钠用量500 g/t、酸化水玻璃(配比4∶3)用量1 kg/t、油酸及CYP用量均为180 g/t,比较CYP、油酸2种捕收剂对萤石的浮选效果,试验流程见图1,试验结果见图7。

固定磨矿细度-0.074 mm83.29%、碳酸钠用量500 g/t、酸化水玻璃用量1 kg/t进行油酸用量试验,试验流程见图1,试验结果见图8。

由图7、图8可见,油酸作为捕收剂得到的萤石粗精矿品位及回收率均优于CYP,故选择油酸;随着油酸用量的增加,萤石粗精矿品位下降,回收率先上升后基本不变;综合考虑,选择油酸用量200 g/t为宜。
2.7 开路试验
在条件试验的基础上进行1粗4精开路试验,磨矿细度-0.074 mm83.29%,碳酸钠用量500 kg/t,酸化水玻璃(配比4:3)用量1 kg/t,油酸用量200g/t,精1~精4酸化水玻璃用量依次为500,200,100,50 g/t,试验结果见表3。
由表3可知,1粗4精开路试验可得到CaF2含量92.05%,回收率71.29%的萤石精矿。
2.8 闭路试验
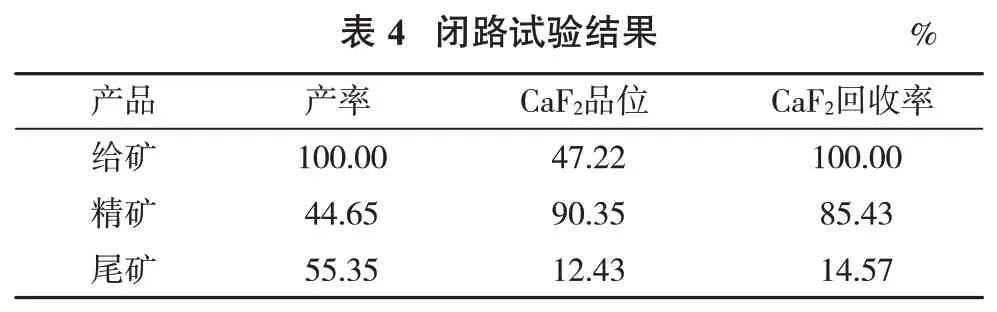
在开路试验的基础上进行闭路试验,试验流程及药剂制度见图9,结果见表4。

?

?
3 结语
湖南某硫化矿尾矿在磨矿细度-0.074 mm83.29%的条件下,经1粗4精闭路试验,最终获得了CaF2含量90.35%、回收率85.43%的萤石精矿,较好地实现了磁铁脱硫尾矿中萤石产品的回收利用。针对难抑制的硅酸盐、碳酸钙与萤石难分离的问题,通过优化磨矿细度与药剂的协同组合,实现了萤石的高效分选。
猜你喜欢
硅酸盐通报(2022年8期)2022-09-08
石家庄铁路职业技术学院学报(2021年1期)2021-06-09
矿产勘查(2020年7期)2020-12-25
中国铸造装备与技术(2017年3期)2017-06-21
中学化学(2017年2期)2017-04-01
文物保护与考古科学(2016年4期)2016-05-17
红外技术(2016年9期)2016-03-27
铜业工程(2015年4期)2015-12-29
化学教学(2015年8期)2015-10-15
电脑爱好者(2015年10期)2015-09-10
