煅烧工序热母液输送能力提升方法的探讨
2021-10-21 11:09:28
纯碱工业 2021年5期
(连云港碱业有限公司,江苏 连云港 222042)
在氨碱法生产纯碱的过程中,煅烧工序在湿重碱的加热分解生产轻质纯碱时,产生的水分直接形成水蒸汽,与同时生成的CO2、氨气、碱尘等共同组成炉气,该混合气体经旋风分离器后,将部分纯碱固体粉末分离后,剩余气体进热碱液塔进一步除尘,二次除尘后的气体进入热母液洗涤塔,与重碱车间来的冷母液逆流接触,将冷母液加热,制成热母液,后由热母液泵输送回重碱车间蒸氨工序。这个过程产生的热母液由于温度高、浓度大,输送过程中存在很多的困难,如果处理不当,将会引发母液系统以及煅烧工序波动,严重时会波及全厂生产稳定运行。所以,热母液的输送能力是煅烧后系统重要的操作指标,我公司近十年内,多次对热母液的输送系统进行多项改造,消除了生产过程中存在的问题,提升热母液的输送能力。本文结合多年来改造成果进行总结,希望对于其他碱厂遇到同类问题有所帮助。
1 热母液输送过程中主要存在的问题
我公司煅烧工序原有三台中通集团生产的TB200-150-400B(后文简称小泵)热母液泵。2003年1#泵进行技术改造,更换为西安泵阀的10TB-10AFQ泵(后文简称大泵),改造过程中,该台泵独立使用一根进液管线,其它两台2#、3#泵共同使用一根进液管线。
日常生产时开一台大泵或两台小泵,在当时的产量条件下,生产一直很平稳。2008年,由于产能提升,热母液输送量需求随之增加,原有的热母液泵工作能力已无法满足生产需求,一旦大泵停修,将直接导致系统减量运行。2008年我公司将3#泵改为10TB-10AFQ,管线与2#泵共用,日常生产时开一大一小两台泵满足了生产,但问题随之显现。

表1 各种热母液泵的主要参数
主要问题如下:热母液输送量在750~800 m3/h,如表1可以看出一大一小运行完全满足生产需要。但在2008年技改后的3#泵因与小泵共用一条管线,实际作业过程中,因两台热母液泵性能差距过大,为保证两台泵流量平衡,往往尽量将大泵进液阀门开度降低,但是尺度非常难以控制;且由于热母液粘度随碱尘含量、温度等因素不断变化,经常出现液体中含气量过多,在经过泵体输送时,会导致泵体的异常振动,这些振动引起了泵的轴承损伤、过流部件寿命降低、管道振动、管件螺栓频繁松动、出口软连接炸裂等一些故障,严重影响了生产稳定运行。
同时因母液中存在游离氨且本身温度较高,在管道变径、变向等处易出现汽泡,输送效率低,能耗较高。
2 热母液输送过程中问题产生的原因分析
针对以上情况进行了认真的排查分析,主要原因有以下几个方面:
1)管道设计布置不合理:热母液泵进液管道是建厂初期负荷较低情况下布置结构,可以满足当时的生产要求。在后期纯碱产量提升后,虽然对热母液泵进行能力升级,但是泵的进口管线没有进行同步升级,特别是2#与3#两台泵共用一根进液管线,如果同时开启2#与3#泵,进液管线很难满足泵取液的要求,输送能力大大折扣。同时泵的进液管在总管布置过于集中,也不利于泵同时运行时的取液均匀分布。
2)碱液中带气:氨碱法生产纯碱过程中,热母液的“汽液两相”问题是非常明显的,冷母液被预热后,部分氨气、二氧化碳等气体充分挥发,导致输送的液体中存在大量的气体,这些气体在热母液输送过程中,对泵、管道等冲击非常严重,是振动产生的最主要根源,同时气体也是泵的叶轮气蚀最主要的原因。
3)泵的能力受限:前期虽然将TB200-150-400B泵升级改造为10TB-10AFQ泵,但是生产运行中能力还是不足,需要三台泵开两台运行,运行时两台泵要人工经常调节进出口阀门,保证泵的取液均匀及泵体振动最小,稳定性不够,同时人员调节工作量较大。
3 热母液输送过程中问题对生产造成的影响
上述热母液输送过程产生的各种问题对纯碱生产造成的影响是非常明显的,主要有以下几个方面:
1)由于管道设计布置不合理,导致两台泵在输送热母液过程中,管道输送能力不足,从而导致泵的输送能力不足。
2)因塔内进出母液流量需保持平衡,所以送出热母液流量如果减少,将会影响进入热母液塔的冷母液量,这时炉气在热母液塔内得不到充分洗涤、冷却,直接导致热母液塔出气温度偏高,进而影响后系统设备运行,尤其造成冷却系统冷却水量被动增大。
3)热母液输送能力下降后,易造成热母液塔液位偏高,进而导致煅烧炉的炉气系统阻力增加,煅烧炉将被迫减量作业。
4)实际生产操作来看,冷母液经过热母液塔换热以后进入重碱热母液桶,热母液温度大约在75 ℃;如果冷母液不能通过热母液塔换热,而是走短路直接进入重碱车间的热母液桶,这时重碱工序的热母液温度大约在65 ℃,温差大约在10 ℃,进而造成吨碱成本消耗增加。所以,冷热母液流量平衡也是后系统控制的重点之一。
4 解决措施
4.1 工艺管线改造
进液管设计和分布不合理带来的影响是最明显的,所以先从进液管实施改造,将原有的两条进液管线改为各自独立的三条支管,各自接入三台对应的热母液碱泵,取液口在总管上的布置互相之间保证一定距离,避免因性能差异过大而导致两泵争量,进而影响热母液的输送。
4.2 在进液管线上增加“呼吸管”
通过上文分析,目前生产中热母液的“汽液两相”问题也是非常明显的,冷母液被预热后,部分二氧化碳等气体挥发产生,导致输送的液体中存在大量的气体。从工艺改造方面在泵的进口管线上增加DN50 “呼吸管”,排出部分二氧化碳等气体,有效解决泵的气蚀现象。呼吸管的高度应高于母液桶的液位。
4.3 将母液洗涤塔与螺旋板换热器、冷凝液槽做成一台整体塔
母液往重碱转送的时候需要母液泵来进行输送,一是要平衡好两个车间的母液桶液位,二是在输送过程中因母液温度高(我厂控制温度是不小于67 ℃),母液中含氨与二氧化碳,存在汽液两相,造成泵频繁不上量。
将母液洗涤塔与配套的螺旋板换热器和冷凝液槽设计为一个整体,之间采用短管进行串联,母液洗涤塔放在螺旋板换热器与冷凝液槽的上方,从母液洗涤塔的塔底直接接一根管线到重碱热母液桶内,利用现有的母液塔高度形成的压力差让母液自流至热母液桶内,母液温度可达到80~85 ℃,彻底解决母液通过泵输送中出现的汽液两相造成的泵不上量问题。最终可以将三台热母液泵取消掉,每年可节电280万kWh,同时解决煅烧车间与重碱车间母液输送的平衡问题。
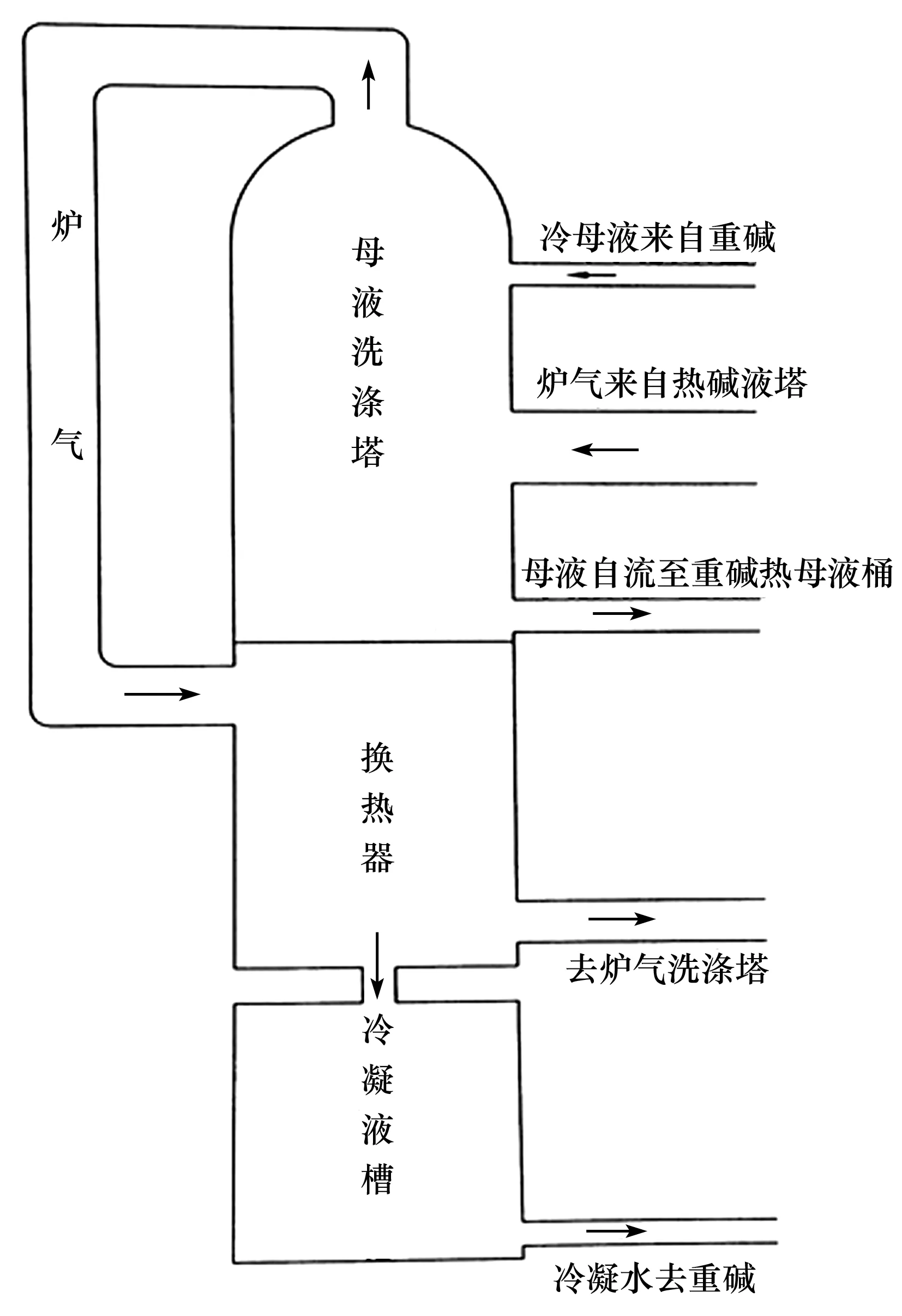
图1 母液洗涤塔改造后示意图
4.4 热母液泵的升级改造
首先对工艺条件进行分析,热母液输送量按最大输送量计算,同时综合考虑各方面因素,热母液输送量按850 m3/h来计算,取泵的工作效率70%,重力加速度g为 9.8 m/s2,可根据以下公式计算得出:
轴功率计算公式P泵=Q×H×ρ×9.8/(3 600×η×1 000)
一效碱泵Q=850 m3/h,H=60 m,η=70%,ρ=1 100 kg/m3
一效碱泵轴功率P泵=850×60×1 100×9.8/(0.7×3 600×1 000)=218.3 kW
根据轴功率计算选用电机系数,系数为1.1。泵用电机选用250KW-4高效节能电机。根据计算结果选用西安泵阀生产的12TB-10泵,同时结合现场汽液两相的实际情况,对叶轮的流道进行加宽65 mm处理,能够满足现场的使用。

表2 12TB-10泵的主要参数
12TB-10泵的特点:
1)采用填料加副叶轮的动密封,具有结构简单维修方便、低成本,密封效果好的优点,而且为了生产的稳定,要求此种密封要经久耐用。
1)叶轮、副叶轮、隔板、填料函等壁厚在原有基础进行加厚处理,承压较高,抗汽蚀能力更强。
3)对叶轮流道进行加宽处理,避免汽液两相造成的泵能力下降,有效解决进口负压,同时降低汽蚀量。
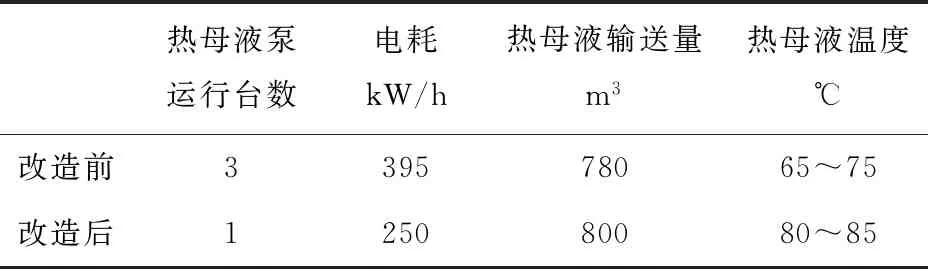
表3 改造前后生产数据比较
5 改造后运行效果
通过以上工艺及设备方面的改造后,泵使用寿命大幅延长,节约维修费用;呼吸管的增加可将母液总管中存在的二氧化碳等多余气体排出,避免泵输送过程中存在的汽液两相问题,有效解决泵的气蚀问题,稳定生产运行。同时炉气能够在母液塔内得到有效洗涤、冷却,降低热母液塔出汽温度,减少螺旋板换热器的循环水使用量;减轻系统阻力,产能得以提高,降低吨碱成本。
从经济成本分析,改造后实现了热母液泵一开一备,出口流量困难的现象将彻底解决,泵的效率得到有效提高,更为节能,每年仅电量就可为厂里节约180万kWh。同时泵改造后备件实现统一管理,避免了同时准备两种型号备件储备,降低了库存积压。
猜你喜欢
天津大学学报(自然科学与工程技术版)(2022年9期)2022-07-04 09:01:08
化学工程师(2022年3期)2022-04-19 06:29:52
四川有色金属(2021年4期)2022-01-22 06:32:58
中国科技纵横(2019年5期)2019-04-24 03:23:14
天然气工业(2018年6期)2018-07-06 08:16:30
化学反应工程与工艺(2015年1期)2015-04-16 03:06:14
纯碱工业(2014年2期)2014-12-03 07:43:26
化工科技(2014年6期)2014-06-09 06:43:26
中国氯碱(2014年11期)2014-02-28 01:05:08
河南科技(2014年15期)2014-02-27 14:12:26