浅谈氨碱废液化灰技术开发与应用
2021-10-21 11:09:26
纯碱工业 2021年5期
(中盐青海昆仑碱业有限公司,青海 德令哈 817099)
纯碱的生产在国民经济发展建设过程中占有重要地位,中国已经成为世界上生产量和消费量最大的国家,2020年,我国纯碱产量2 788万t,其中采用氨碱法制碱工艺生产的纯碱约为1 298万t。氨碱法制碱因为具有原料价廉易得、产品质量高、技术成熟、能实现大规模连续生产、生产中氨得到充分的循环利用、损耗量较小等优点,目前仍为最主要的纯碱生产方法。但该法也存在原料利用率低,主要是指NaCl的利用率低,废液排放量大的缺点。蒸氨废液是氨碱法纯碱生产中产生量最大的排放物,主要是高含盐的废水,主要成分有氯化钠和氯化钙等无机盐。目前均通过晾晒达到浓缩目的,进入氯化钙制备厂进行结晶。蒸氨废液的资源化综合利用一直是制约氨碱法制碱生产企业可持续发展的因素之一。
1 蒸氨废液化灰技术
氨碱法制造纯碱过程中,每生产1 t纯碱大约要排放10 m3左右的废液,废液中主要成分为NaCl和CaCl2,浓度分别为50~70 g/L和95~115 g/L,其余是水,约为924~964 g/L,pH值为10~11。年产150万t的氨碱法纯碱厂每年要排放1 500万m3的碱性废液,为了环境治理要花费大量人力财力,同时大量物料被浪费。为了减少废液排放量,回收废液中的NaCl、CaCl2和H2O,我公司在与各纯碱企业交流、学习和与各专业的环保公司、科研院所、高校做过大量的试验研究的基础上,认为废液化灰技术是一条投资省、见效快的蒸氨废液资源化综合利用的途径。
化灰,即用一定量的水加入到生石灰CaO中进行消化反应生成熟石灰Ca(OH)2,继而制成石灰乳的过程,在氨碱法纯碱厂中此过程称作化灰。在氨碱法纯碱厂中石灰乳被加入过滤母液中用来分解NH4Cl,并用蒸汽加热蒸馏母液回收被分解出来的NH3,释放NH3后的母液叫做蒸氨废液。灰乳带进母液中的水分没有被利用,反将废液冲稀,增加废液排放量。
蒸氨废液化灰,即用蒸氨废液上清液代替部分淡水进行化灰,达到充分利用废液中的水分和降低淡水使用量的目的。这样使蒸氨废液当量体积减少,同时将蒸氨废液浓缩,为蒸氨废液的处理、综合利用生产氯化钙以及降低产品成本提供了有利条件。
2 试验方案
分别将废液占比为0%、5%、8%、20%的化灰水200 mL加热至42 ℃,放入固定数值的生石灰后,不断搅拌15 min,分别测定灰乳浓度数据。
结果分析:
1)化灰水中掺入93 ℃的蒸氨废液上清液后,可以将化灰水的温度提高约5 ℃,有利于提高灰乳的活性。
2)采用蒸氨废液与化灰水比列为1∶20配置的“化灰水”消化石灰得到的灰乳,其浓度可以达到生产需要的灰乳浓度即160~175 tt。
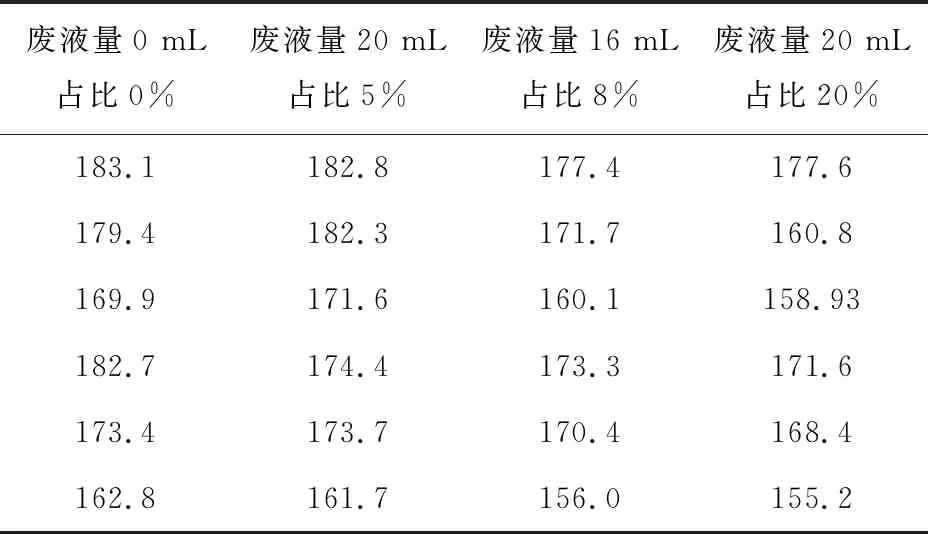
表1 ACaO浓度(tt)试验数据
3 氨碱废液化灰出现的问题及措施
3.1 出现的问题
采用高温蒸氨废液直接进入化灰机化灰所得的灰乳ACaO浓度低,砂子多,易分层,化灰机转筛、灰乳转筛筛网频繁堵塞,现场雾汽大,化灰机机头和机尾出现“喷汽”现象。
3.2 原因分析
1)采用高温蒸氨废液直接进入化灰机后,存在高温废液减压问题,会产生大量的闪发汽,蒸汽中夹带大量粉尘从化灰机机头排气筒大量排出、造成车间环境及厂区环境恶劣。
2)由于废液含砂,会增加灰乳的含砂量,存在增加盐水排砂量。
3)灰乳含砂量增加后,存在蒸氨塔低压增高的可能。
4)由于氨碱废液进入到化灰机后导致化灰水中含有大量的NaCl和CaCl2,化灰水中废液上清液掺兑比列低于20%左右时,对灰乳ACaO浓度影响不明显。
3.3 工艺路线确定
综合以上因素,经对氨碱废液化灰出现的问题进行梳理、讨论后,结合现场实际情况,决定采用蒸氨废液与化灰水充分预混进一步降低混合化灰水温度至55 ℃左右后在进入到化灰机内进行化灰。具体是:
1)新增两台型号为FX-350GN-II的蒸氨废液旋流器,从蒸氨废液泵出口管道上配管,将蒸氨废液引入旋流器进行固液分离,分离出的含砂液进入废液泵进口排至废液排放场。
这款旋流器采用最先进的涡形渐开线的给料方式,解决了内部浆液的紊乱,使流动更接近于层流,降低了循环流与短路流,增加了旋流器的分离效果。我公司本次选用的旋流器是该旋流器厂家在多家纯碱企业使用基础上进行改良的产品。其改变了旋流器的形式,解决旋流器内部负压区形成所需要的空气柱来源于沉砂口和溢流口的方式,即使在密闭管路和空间也可以继续工作。
2)化灰水进口管线增加预混器,废液与化灰淡水(浊水、二次水)充分混合后进入化灰机,化灰机尾部增加排气管和洗气塔,洗气塔尾部增设引风机。
3)化灰产生的大量蒸汽经洗气塔降温、洗涤后排入浊水池重复利用。
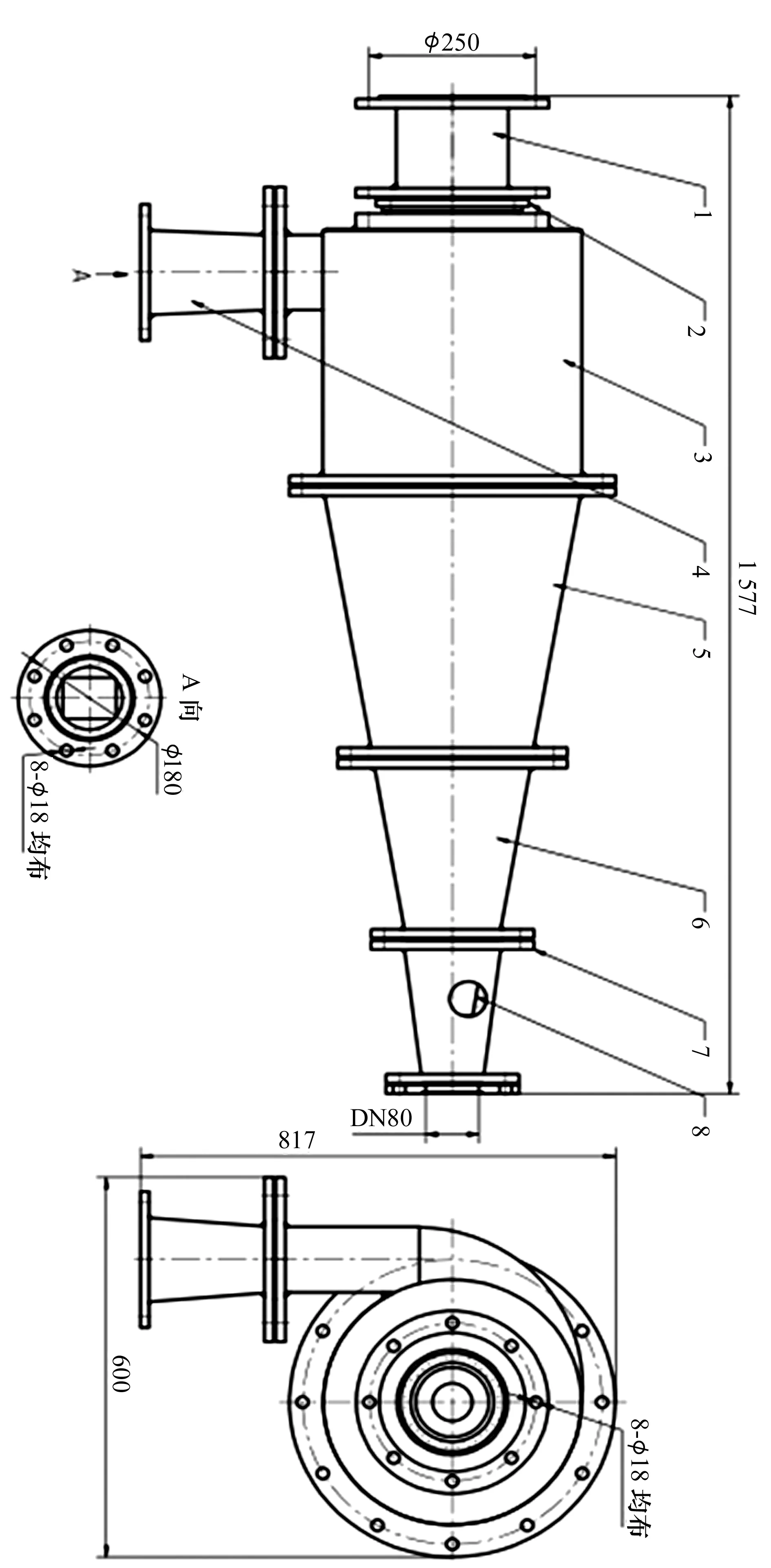
1.溢流短接 2.溢流导管 3.柱体 4.进料短接 5.大锥 6.小锥 7.底流口外套 8.底流图1 旋流器
4 小 结
青海采用蒸氨废液化灰技术的厂家运行情况:五彩碱业蒸氨废液化灰系统自2018年底投入运行,目前上清液使用量为90 m3/h;发投碱业蒸氨废液化灰系统自2020年9月底投入运行,目前上清液使用量为60 m3/h。我公司蒸氨废液上清液化灰系统自2021年1月底投入运行,经过不断的完善,目前上清液使用量为100 m3/h,灰乳浓度满足指标要求、化灰系统、蒸氨系统平稳运行。
每小时节约化灰水100 m3,一年可节约80万m3化灰水。蒸氨废液当量减小,盐分由60 tt升高到62 tt。每年可节约石灰石3 485 t,节约焦炭264 t。说明我们对此项的技改是较为成功的,取得了一定的实际效果。蒸氨废液上清液化灰技术是废液再利用的一条有效途径。
猜你喜欢
选煤技术(2022年3期)2022-08-20 08:38:50
昆钢科技(2022年2期)2022-07-08 06:36:24
山东冶金(2022年1期)2022-04-19 13:40:46
航空发动机(2021年1期)2021-05-22 01:20:32
科学家(2021年24期)2021-04-25 13:25:34
山东冶金(2019年1期)2019-03-30 01:35:14
山东冶金(2018年5期)2018-11-22 05:12:28
纯碱工业(2017年3期)2017-03-27 23:05:06
机械工程师(2015年9期)2015-02-26 08:38:11
纯碱工业(2015年2期)2015-02-23 15:46:21