IEC 火花试验装置灵敏度分析
2021-10-21 08:41:32张勇
煤矿安全 2021年10期
张 勇
(安标国家矿用产品安全标志中心有限公司,北京 100013)
GB 3836.4—2010 标准对火花试验装置的灵敏度进行了规定[1]。火花试验装置的灵敏度必须满足要求,否则会影响到电路本质安全性能的检测结果。火花试验装置的灵敏度会受到环境因素(如温度、湿度、压力、气体流速等)、钨丝电极(端部开裂、整体变形)、镉盘电极(表盘划痕、表面温度)、电机转速等因素的影响,对此,学者们进行了许多研究[2-9],这些研究或者基于钨丝电极与镉盘电极的交汇/分离轨迹分析,或者基于钨丝电极数量的合理使用,或者基于镉盘电极的微观现象,均从不同角度阐述了火花试验装置灵敏度的不同及其影响;但却没有考虑钨丝电极与镉盘电极分离过程中的细节问题,如钨丝从通槽分离后并没有闭合于镉盘然后从镉盘边缘分离,而是从凹槽直接分离情况;更没有考虑钨丝电极与镉盘电极的分离角度问题,实际上,通过交汇/分离轨迹分析,在各个分离火花中,分离角度数值更分散、数值差距更大。因此,有必要对上述2 个问题进行深入分析,并对因此造成的火花试验装置灵敏度不同进行相应分析。
1 火花试验装置交汇/分离轨迹分析
1.1 IEC 火花试验装置结构
IEC 火花试验装置如图1,基本原理是钨丝通过极握带动与镉盘交汇产生火花,装置承受爆炸压力至少为1.5 MPa[1]。电极用于产生规定的闭合火花和开路火花。电极之一是带有2 道凹槽的镉盘;另一电极布置4 根钨丝。极握使钨丝在镉盘上滑动。钨丝以80 r/min 的速度旋转,镉盘以19.2 r/min 的转速相对转动,齿轮比为50∶12,钨丝与镉盘的总体旋转周期为18.75 s。
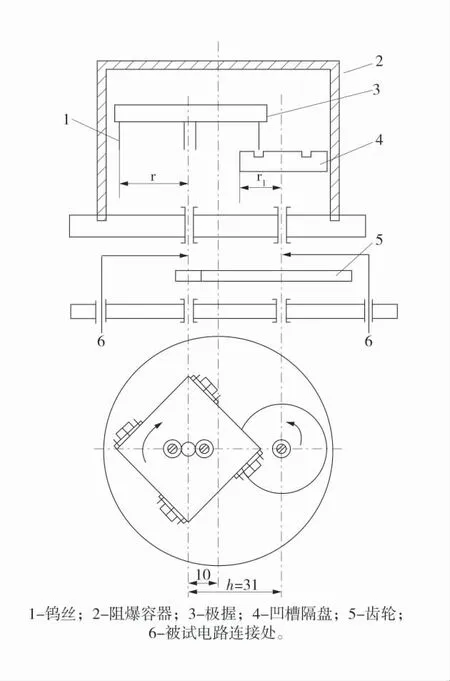
图1 IEC 火花试验装置Fig.1 IEC spark test device
1.2 钨丝和镉盘凹槽的交汇/分离轨迹求解
钨丝与镉盘凹槽边缘的交汇轨迹求解几何图形如图2。
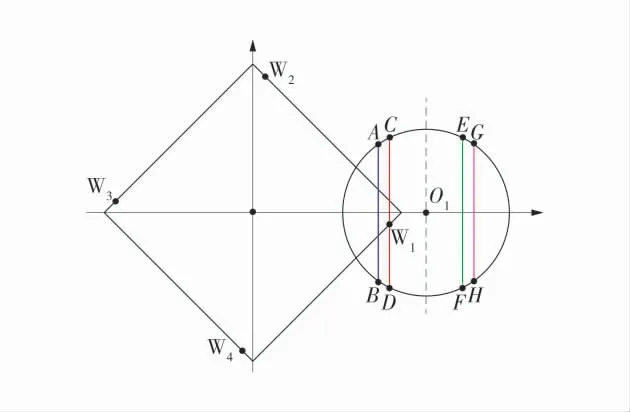
图2 钨丝镉盘凹槽交汇图Fig.2 Intersection of tungsten wire cadmium disc groove
为计算方便,以镉盘中心为坐标原点。W1~W4表示4 根钨丝,线段AB、CD 表示镉盘1 个通槽对应的2 条边缘线,线段EF、GH 表示镉盘另1 个通槽对应的2 条边缘线。
钨丝与镉盘的分离分为2 种情况:①与镉盘边缘分离;②与镉盘通槽边缘分离。为不失一般性,以钨丝W1与通槽边缘线CD 分离为例来求解。
钨丝W1的运动轨迹为:
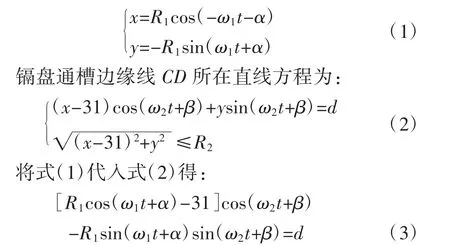
根据三角公式化简得:

式中:R1为钨丝半径,24.84 mm;R2为镉盘半径,15 mm;ω1为钨丝旋转角速度,8π/3 rad/s;ω2为镉盘旋转角速度,16π/25 rad/s;α 为钨丝起始角度,π/4-arctan(16/19),其余3 根依次顺时针相差π/2;β为镉盘凹槽边缘GH 的垂直平分线与镉盘圆心所在直线夹角,AB、CD 对应为π,CD、EF 对应为0;d 为镉盘圆心到凹槽边缘CD 的距离,AB、GH 对应为8.5 mm,CD、EF 对应为6.5 mm;t 为交汇/分离时刻。
根据式(4)得到交汇/分离时刻t。然后代入式(1)就得到了相应的交汇/分离坐标。
钨丝W1具体打火类型和次数如图3。不同钨丝和不同凹槽边缘线可同理求出。
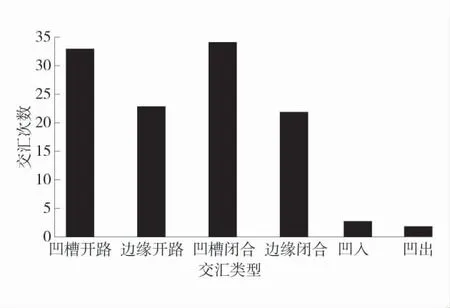
图3 钨丝W1 的交汇次数直方图Fig.3 Histogram of the number of intersections of tungsten wire W1
从图3 可以看出,对钨丝W1而言,按交汇类型区分,包括凹槽开路33 次、边缘开路23 次、凹槽闭合34 次、边缘闭合22 次、“凹入”3 次、“凹出”2 次。
这里定义一下特殊情况:即钨丝不从镉盘边缘进入而是从凹槽进入,此种情况为方便定义为“凹入”;同样的钨丝从镉盘凹槽划出,此种情况定义为“凹出”。
完整地统计分析,4 根钨丝电极与镉盘电极在1个周期内一共产生开路/闭合火花各224 次,其中包括“凹入”12 次、“凹出”8 次。
这就得出结论:如果考虑实际分离情况,从镉盘外边缘分离的次数将减少8 次。即1 个检测周期内从镉盘边缘的分离次数是224 次,而不是232 次。
2 钨丝凹槽交汇/分离角度分析
2.1 分离角度计算
同理,不失一般性,以钨丝W1与凹槽边缘CD分离来进行计算,其余情况同理。此时钨丝W1运动圆弧所在切线与线段CD 的分离角度计算方法如下:
W1所在圆切线的斜率K1:
将式(5)和(式6)代入式(7)即可得到分离角度。其他凹槽分离角度及边缘分离角度可用类似方法求出。
其中钨丝W1经过镉盘边缘与离开镉盘边缘的角度可以方便求出,角度均固定为81°。
同理可以求出W2~W4分别与AB、CD、EF、GH之间的分离角度。
2.2 分离角度分析
钨丝分离角度直方图如图4。图4 为4 根钨丝在1 个周期(0~18.75 s)内所有与镉盘上凹槽的分离角度统计与每根钨丝的总体交汇情况。
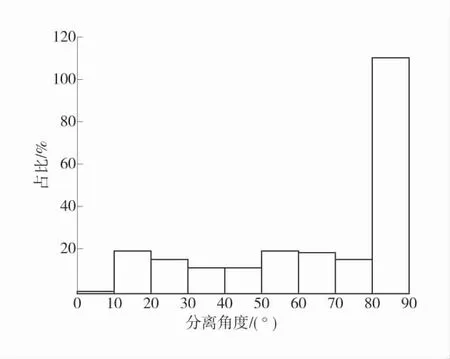
图4 钨丝分离角度直方图Fig.4 Tungsten wire separation angle histogram
可以看出,钨丝W1与镉盘凹槽和边缘分离角度范围为9°~86°。从分离角度分布看,集中于80°~90°范围可以近似认为为垂直分离,但其仅占约50%,约16%分离角度在30°以下。
2.3 分离角度对试验装置灵敏度的影响
钨丝电极从镉盘电极分离过程示意图如图5。假定钨丝从镉盘通槽边线分离,假定钨丝运动方向与镉盘通槽边线夹角为α,假定钨丝半径为R=0.1 mm,分离速度为v=25 cm/s,圆形表示钨丝,加粗线表示镉盘通槽边缘线。
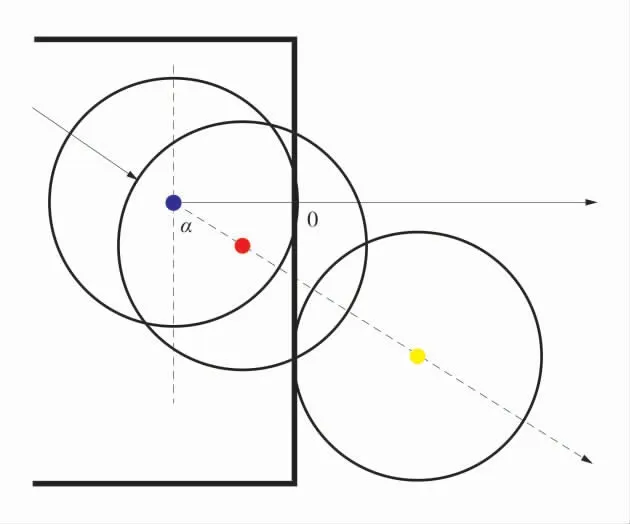
图5 钨丝电极从镉盘电极分离过程示意图Fig.5 Schematic diagram of the separation process of tungsten wire electrode from cadmium disk electrode
以钨丝开始分离时刻为0 时刻,并以此时钨丝与镉盘通槽边缘线交点为坐标原点。横坐标为边缘线法线方向,纵坐标为边缘线向上方向。任意t 时刻,圆心坐标为(-R+vtsinα,-vtcosα)。 可以求出钨丝电极从镉盘电极表面开始向通槽边缘分离时截面积S 随时间t 变化规律:
根据开关电器电弧理论,将钨丝电极和镉盘电极看作2 个触头,分离速度与分离角度均会影响到电火花性能,进而影响到电路的本质安全性能。显然,分离角度的不同,造成钨丝分离的灵敏度变化是很大的。
同基本垂直分离相比,随着分离角度α 的变小,会造成如下影响:
1)分离过程用时变长。分离过渡用时(从开始分离到完全分离的时间),按9°分离的用时是按86°分离用时的6.38 倍。
2)液态金属桥存在时间变长。分离过程中,会因截面积的减小、电流密度剧增而形成液态金属桥,液态金属桥存在时间变长,因此更容易起弧。
3)垂直方向等效分离速度降低。文献[10]指出,在电阻性负载电路和电感性负载电路中,触点分离初速度的值越大,液态金属桥存在时间和电弧燃弧时间越短,液态金属桥和电弧能量减少越多。因此钨丝与镉盘分离角度越小,电弧越容易维持。
综上,钨丝与镉盘非垂直分离的那些情况,火花试验装置的灵敏度是较高的,这也保证了火花试验装置的灵敏度,进而能够保证电路的本质安全性能检测。
3 结 语
基于IEC 火花试验装置的结构及运动规律,得到钨丝电极与镉盘电极的交汇/分离轨迹,同时得到钨丝与镉盘的分离角度,对IEC 火花试验装置的灵敏度进行了分析。得出了IEC 火花试验装置1 个旋转周期内所有的交汇类型及时间,同时考虑了“凹入”与“凹出”2 种特殊情况,考虑实际分离情况,从镉盘外边缘分离的次数将减少8 次,即1 个检测周期内从镉盘边缘的分离次数是224 次,而不是232次;钨丝与镉盘的最大分离角度为89°,最小分离角度为9°,从分离角度分布看,只有约50%集中于80°~90°范围,约16%分离角度在30°以下;对于钨丝与镉盘非垂直分离的那些情况,火花试验装置的灵敏度是较高的,这也保证了火花试验装置的灵敏度,进而能够保证电路的本质安全性能检测。
猜你喜欢
少儿美术(快乐历史地理)(2020年4期)2020-08-24 07:21:36
中学生数理化(高中版.高考数学)(2020年3期)2020-05-25 06:53:14
中国特种设备安全(2019年2期)2019-04-22 03:14:28
中学生数理化(高中版.高考数学)(2018年12期)2019-01-17 01:31:52
中国自行车(2018年11期)2018-12-03 08:20:26
中国自行车(2018年9期)2018-10-13 06:16:58
四川冶金(2015年4期)2016-01-01 16:27:36
云南电力技术(2015年2期)2015-08-23 01:31:42
食品科学(2013年24期)2013-03-11 18:30:37
中国钨业(2012年4期)2012-12-31 13:36:32