
基于触摸屏与可编程序控制器技术的穿刺针喷砂机控制系统的设计
2021-10-20 00:58卫黄河李松程智超于圣言布俊豪李新东
医疗装备 2021年17期
卫黄河,李松,程智超,于圣言,布俊豪,李新东
河南驼人医疗器械集团有限公司智造工程中心 (河南新乡 453400)
触摸屏是一种智能化操作控制显示装置,主要功能包括数据的输入与显示、实时信息显示、报警处理与打印,且通过设置触摸控件可将其作为控制面板进行控制操作[1]。可编程序控制器(programmable logic controller,PLC)是用存储逻辑代替以往的接线逻辑,具有编程简单、维护性能好、应用灵活的特点,且其抗干扰能力强,能适应恶劣的工作环境[2]。目前,PLC 技术及其产品结构持续改进,功能日益强大,性价比越来越高。随着远程I/O、通信网络、数据处理、智能工厂等工业自动化控制系统的需要,触摸屏与PLC 技术相结合的控制技术的应用愈加深入。
目前,椎管内神经阻滞技术常被应用于临床麻醉及疼痛治疗中,通过将麻醉药物注入椎管的蛛网膜下腔或硬膜外腔,阻滞脊神经根并使该神经根支配的相应区域产生麻醉作用[3]。随着椎管内神经阻滞在临床上的应用愈加广泛[4-7],麻醉后拔管困难甚至导管断裂的现象时有发生[8-10]。吴新民等[11]指出,导管折断或打结的原因包括导管被穿刺针切断、导管质量较差和导管拔出困难。因此,临床对穿刺针的品质提出了更高的要求,而下刃口内边缘圆角效果是穿刺针的一项重要品质因素。喷砂机是一种利用压缩空气将石英砂等介质高速喷射至零件表面进行处理的装置。现有的喷砂机需通过视窗或灯光指示观察喷砂处理过程,并需人眼检查砂罐中砂粒的剩余量,使其应用存在一定的限制。本研究将触摸屏与PLC 技术相结合用以改善和解决以上问题,并将基于触摸屏与PLC 技术的喷砂机控制系统用于某型穿刺针下刃口内边缘的研磨,经生产实践证实该系统控制过程简单、方便,操作速度可控。
1 系统整体结构设计及工作原理
基于触摸屏与PLC 技术的喷砂机控制系统的人机交互接口采用触摸屏技术,控制系统核心采用PLC 技术,两者以RS485方式通过2根信号线实现双向通信,可节省一个RS232接口,方便以后进行功能扩展;喷砂机采用某型加高单仓喷砂主机,且为了保证喷砂的稳定性,采用正泰TND3(TSD)-3交流稳压电源为其单独供电;伺服电机控制系统由伺服电机、伺服电机驱动器构成,采用2个限位传感器和1个原点信号保证其安全性和准确度;吹气系统采用电磁阀控制气源喷出,吹掉多余砂粒;触摸屏面板下方设置启动、暂停和急停3个实体按钮,其余所有控制操作、反馈均在触摸屏上实现。该系统的整体结构见图1。
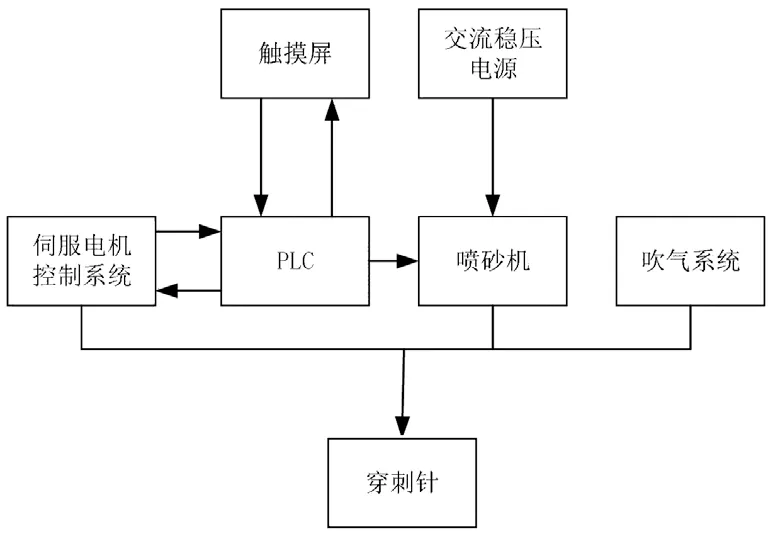
图1 系统整体结构
该系统的工作原理为:将穿刺针针管夹具放至夹具端台并夹紧,夹具被送入喷砂柜体并传感到位;升降柜门自动关闭,然后下压气缸下降压住夹具(进入伺服电机控制系统);伺服电机带动喷嘴从夹具一端运行至另一端,同时喷嘴喷出高压砂粒研磨针尖内缘锐角,吹气系统通过吹气电磁阀吹气,当运行至设定位置后伺服电机再返回运行至原点,同时喷砂吹气停止、下压气缸缩回;柜门自动打开并自动送出成品,准备下次操作;该过程伺服电机运行速度可以直接在触摸屏上设置,并可根据生产需要进行调整,从而保证工作效率;喷砂工作进度、喷砂剩余次数可在触摸屏进度条上实时动态直观显示。
2 系统软件设计
该系统的软件部分主要包括触摸屏控制组态和PLC 控制程序。触摸屏采用台达DOP-107CV,其控制组态在台达软件DOPSoft4.00.06环境下完成;PLC 采用台达DVP28SV11T2,其控制程序在台达软件WPLSoft2.48环境下完成。PLC的输入、输出端子分配见表1,控制程序流程见图2。
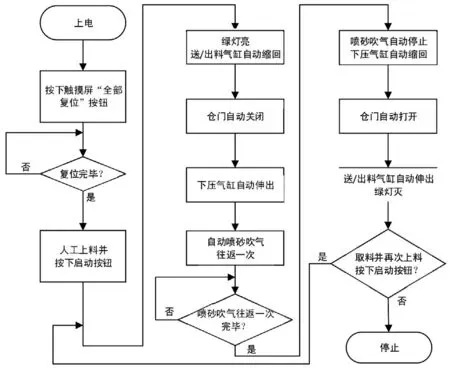
图2 PLC 控制程序
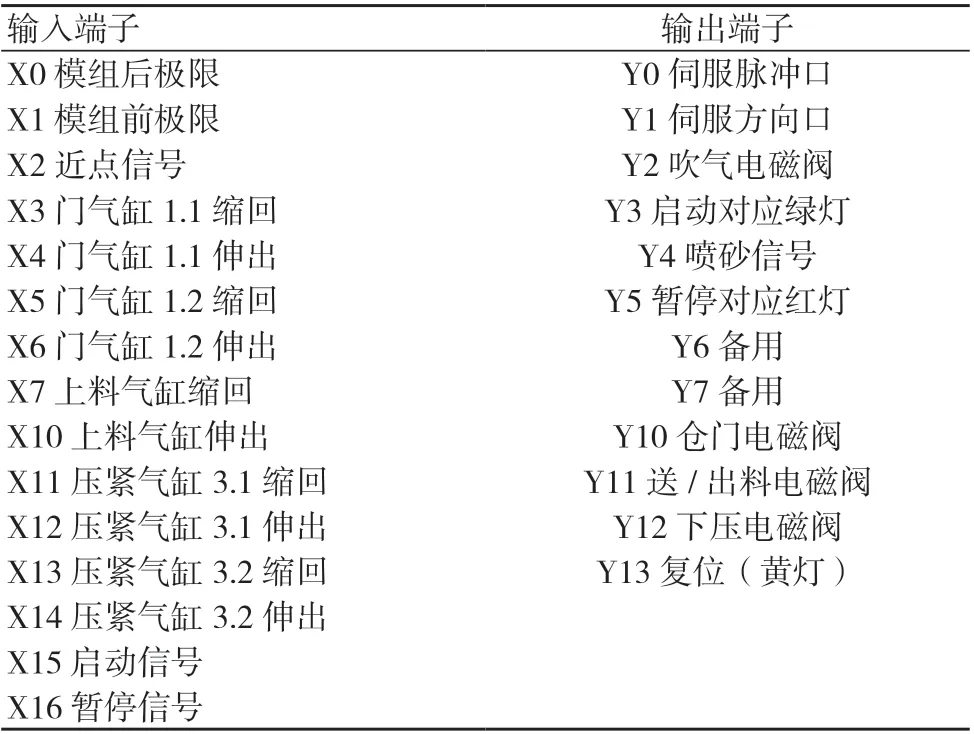
表1 PLC 输入输出端子分配
触摸屏组态及控制界面主要包含5个总切换画面,分别为主页、管理员界面、手动调试画面、设备运行信息和报警信息画面,通过这5个总切换画面的按钮可以进入相应子画面进行设置和控制。触摸屏控制主页具有显示实时时间、实时喷砂工作进度、实时喷嘴距原点距离及实时喷砂剩余次数(可以直观显示在喷砂用量进度条上)等功能,另外通过画面下方按钮可以进入其余4个总界面进行相应操作,见图3。
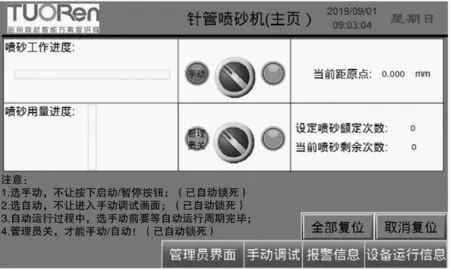
图3 触摸屏控制主页
操作人员通过触摸屏动态观察喷砂工作进度、喷嘴距原点距离的原理见图4。(1)伺服电机在PLC 发出的脉冲个数控制下带动喷嘴往复运行;(2)D230是PLC 内部掉电保持型数据寄存器,保存有带动喷嘴往复运行PLC 应发出的脉冲个数;(3)D1336是PLC 内部掉电保持型特殊数据寄存器,可动态实时记录PLC 已经发出给伺服电机的脉冲数;(4)触摸屏通过进度条控件读取D1336的数值,即可以在触摸屏上精确实时显示喷砂整体工作进程、喷嘴工作位置。
图5所示的管理员界面单独为技术人员服务,该界面包含整个系统的全部重要参数设置和手动控制按钮,可方便技术人员进行系统维护和参数调试。其中,电机相关设定可以设置电机工作喷砂的运行速度、电机回原点时的第一速度和近点信号时的蠕动速度等,该系统具备储存记忆且掉电保存功能。
图6所示为报警信息画面。当喷砂机发生故障时,系统会自动弹出该画面,可以显示故障点的报警序号、时间和报警信息,报警信息栏里则包含报警位置和解决方法,方便操作人员快速查找故障位置和排除故障,提高工作效率。
通过图3触摸屏“当前喷砂剩余次数”实时显示砂罐砂粒剩余量的原理(见图7)为:(1)D232是PLC内部掉电保持型数据寄存器,用以保存砂罐喷砂额定次数(砂罐满,通过点击图3触摸屏控制主页的“设定喷砂额定次数”按钮实现);(2)D238是PLC内部掉电保持型数据寄存器,在第1次砂罐加满砂粒时设置与D232数据相同(通过点击图6报警信息画面的“玻璃砂”按钮实现);(3)每按动1次启动按钮,D238自动减1;(4)触摸屏通过进度条控件读取D238的数值(当前喷砂剩余次数),即可在触摸屏上实时显示砂罐中砂粒剩余量;(5)由于对某一确定型号穿刺针管的喷砂参数是确定的,所以D232数据第1次设定时可以采用人眼观察砂罐的喷砂总次数,此后可固定使用该数据。
3 功能验证与测试
(1)调整好喷嘴的机械角度,检查安装和机械固定有无松动,准备好穿刺针管夹具等物料;(2)打开主压缩空气阀门通气,调整压力为0.45 MPa,调整气缸和传感器位于初始位置;(3)打开电源,按下触摸屏下方的复位按钮,伺服电机自动于原点归位,其余气缸、电磁阀等元件进行相应动作,控制系统处于待工作位;(4)将穿刺针管夹具放至夹具端台并夹紧,按下启动按钮进行批量试产。
通过批量试产,将喷砂研磨处理后的产品放入高清电子显微镜下观察,穿刺针刃口边缘实现了圆角和钝化效果。效果对比见图8。
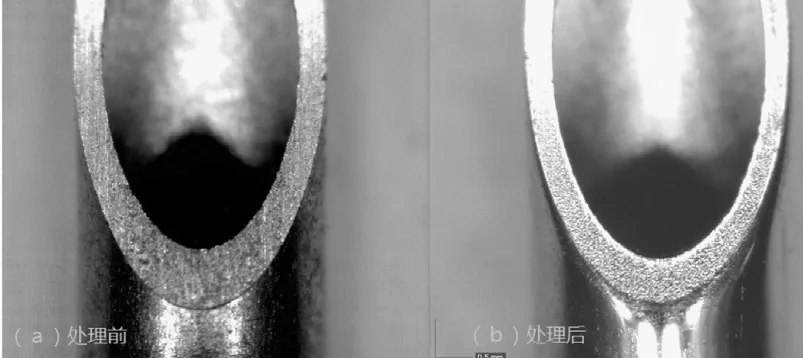
图8 喷砂研磨处理前后产品对比
通过对在针管内穿引/拔出导管对比,处理后针管与导管配合效果较处理前好,达到预期;另外,由于夹具一次可放置穿刺针管150根,系统往返1次即可达到钝化效果,产能可达3万支/8 h 以上。
4 小结
该控制系统能够在触摸屏与PLC 的控制下,通过伺服电机带动喷嘴运行并吹气,自动实现对该型穿刺针下刃口内边缘进行喷砂研磨处理并将产品送出的功能;同时,该系统能够将工作进度、喷砂用量在触摸屏上直观实时显示,不必再通过视窗进行人眼观察,节省人力的同时操作也更加方便,且可有效提高产能;此外,该系统界面友好且操作简单、稳定可靠,能够有效改善穿刺针品质和解决喷砂机的性能问题。
猜你喜欢
中国医疗器械杂志(2022年5期)2022-12-06
热喷涂技术(2022年1期)2022-08-06
造船技术(2022年2期)2022-07-19
钢管(2021年4期)2021-12-25
微特电机(2020年11期)2020-12-30
中华神经创伤外科电子杂志(2020年3期)2020-07-07
电子制作(2018年17期)2018-09-28
通信电源技术(2018年3期)2018-06-26
护士进修杂志(2017年8期)2017-04-25
临床医药文献杂志(电子版)(2017年69期)2017-03-07
