SPWM控制高压电源在臭氧发生器上的应用特性
2021-10-15 12:40:46陈颖
南昌大学学报(工科版) 2021年3期
陈颖
(福建龙净环保股份有限公司,福建 龙岩 364000)
臭氧(O3)具有高效杀菌、消毒和污水处理等能力,在废水废气处理、食品加工、化工、农业及医疗卫生等方面有着广泛的应用[1]。目前臭氧主要由氧气或空气放电产生,热化学计算表明O3的理论生成效率为1 226 g·kW-1·h-1[2],而商用臭氧发生器的实际效率仅为50~60 g·kW-1·h-1(空气源)、100~120 g·kW-1·h-1(氧气源),实际产率远远小于理论值。由于能耗高,臭氧发生器的应用也受到限制。
介质阻挡放电(DBD)是目前应用最为广泛且最为经济的臭氧产生方式[3],尤其适用于大型臭氧发生器。多年来,针对臭氧产率偏低的情况,国内外学者们进行了大量的实验研究。魏林生等[4-5]对平板型和圆管型DBD臭氧发生进行实验研究,实验结果表明随着放电电压的增大,臭氧质量浓度先增大后减小,臭氧质量浓度随流量先增大后减小。钱树楼等[6]仿真分析了工作频率对臭氧产量的影响,研究表明提高工作频率能够提高臭氧产量。Ulrich[7]研究了频率对臭氧系统放电电压及臭氧产率的影响。白敏菂等[8]研究了高气压强电场臭氧发生机制,探索了气压对臭氧质量浓度的影响。王振绪等[9]研究了工业型臭氧发生器的电能耗损。王保伟等[10]研究了放电间距、放电长度、放电功率以及停留时间对产生O3的影响。Homola等[11]调查了多孔沿面放电臭氧发生特性,实验表明能获得非常高的臭氧产生效率。Seyfi等[12]研究了混合电场对介质阻挡放电臭氧产生的影响,发现混合电场能降低放电室温度进而提高臭氧产生效率。Pekarek等[13]发现在放电电极上镀一层金刚石不仅能提高臭氧质量浓度,而且能提高70%左右的臭氧产量。随着臭氧需求量的不断增大,提升大型臭氧发生器性能依然是当前的主要目标。然而,出于各种原因,大型臭氧发生器及其高压电源的研究报道较少。
目前商用大型臭氧发生器主要采用PWM控制的中高频高压电源,采用IGBT功率器件。PWM电路相对简单,可以使用不可控整流桥,系统的功率因数与逆变器输出电压值无关。PWM可以同时进行调频、调压,与中间直流环节的元件参数无关,系统的动态响应速度快,但是逆变器输出是方形电压,电压波形除了含有正弦基波外还含有丰富的高次谐波,如3次、5次、7次等。SPWM是在PWM的基础上改变了调制脉冲方式,脉冲宽度时间占空比按正弦规律排列,输出波形经过适当的滤波可以做到正弦波输出。高次谐波的存在,从短时间来看(如单个波形时间),能促进产生更多的放电细丝,但从长时间运行来看,其不利影响更为主要,不利于设备稳定性,也会对电网产生不利影响。SPWM的优点是能消除与抑制谐波,并可同时控制频率和电压,输出波形质量较好、性能稳定、运行可靠、实时性强、可在线调节[14]。利用SPWM控制技术,将输出波形进行调整,可以大大削除部分谐波,使负载在近似正弦波的交变电压下运行,提高电源效率。
SPWM控制中高频高压电源在电除尘器领域得到广泛应用[15-17],展现出优良特性。本文尝试将SPWM控制高压电源用于臭氧发生领域,并系统调查各重要参数的影响及可控的最佳工作状态。
1 臭氧发生器系统
1.1 SPWM控制中高频电源
高压电源技术是评价臭氧发生系统的指标之一[18-20],为臭氧发生器系统开发性能优异的电源是提高臭氧发生性能的一个重要途径。与业内主流的大型臭氧发生器采用PWM控制中高频电源不同,本文采用SPWM控制中高频电源,电源主回路包括整流电路U1、Q1~Q4(4个IGBT)全桥逆变电路和变压器T,最大输出电压15 kV,工作频率300~1 500 Hz,等效电路如图1所示。电源采用AC→DC→AC(交直交)变流方式,将三相进线交流电压整流为直流电压,然后经逆变升压后,输出正弦波高压,经高压电缆与发生器放电室相连。在高压的作用下,放电间隙产生冷态等离子体放电,生成臭氧。臭氧发生室可等效为Cd(介质等效电容)、Cg(气隙等效电容)和Vz(放电维持电压)组成的等效电路。对于低频率如通常用于除尘器的100~300 Hz整流电源,SPWM控制一般用20个载波,而对于臭氧发生器频率较高的情况如700 Hz以上,采用个数较少的载波为妥,本文采用了6个载波。典型的电源二次电压(变压器次级电压即施加在臭氧放电单元两端的电压)及二次电流(变压器次级电流即流过所有臭氧放电单元的电流总和)波形如图2所示。从电流波形来看,在IGBT开关瞬间电流会有一个明显的变动。载波个数越多,所展现的电流波形越趋于正弦波形。

图1 电源等效电路图及样机

图2 典型的电压电流波形图(14 kV,800 Hz)
1.2 臭氧发生系统
臭氧发生系统可分为五部分:气源单元、冷却单元、电源单元、臭氧放电室和检测单元,如图3(a)及图中照片所示。臭氧放电室为圆管型,高压电极(Φ8.5 mm)和接地电极(Φ16)均为不锈钢管。高压电极与接地电极之间采用玻璃管阻挡,玻璃管规格为12 mm×1.2 mm×1 500 mm,其中外径(12.0±0.10) mm,壁厚(1.2± 0.10) mm,椭圆度≤0.12 mm,偏壁度≤0.10 mm,弯曲度≤1.00‰。玻璃管共145根,臭氧放电管有效长度为1 500 mm。放电单元外气隙宽度0.5 mm,内气隙宽度0.55 mm,如图3(b)、(c)所示。接地电极水冷。

图3 臭氧发生实验系统
其他实验条件:气源为液氧,流量为0~200 m3·h-1,压力0.1~0.2 MPa,环境温度(30±5)℃,冷却水流速(40±2)t·h-1,冷却水进口温度(30±3)℃。
试验用仪表主要有:涡街流量计(LUGB-13-40 22-220);臭氧质量浓度分析仪(IN USA Mini-Hicon);示波器(TeKtronix MDO4024C),探头(TeKtronix TPP0500B),功率分析仪(泰仕 PROVA 6830);温度传感器(902030/10 0~100℃)和压力传感器(401010/000 0~2.5×105Pa)。计算臭氧发生效率时,能耗包括放电能耗和冷却系统能耗。
变压器次级电压测量:变压器次级电压通过串联分压,降压电阻8.27 MΩ,取样电阻7.50 kΩ,两者比值为1 102,取出信号接入示波器读出换算。
变压器次级电流测量:采用50:5的电流互感器,取样电阻为4.6 Ω水泥电阻,取出信号接入示波器读出换算。
2 实验结果分析
2.1 流量的影响
图4展示了臭氧产率、臭氧质量浓度和臭氧产率随流量的变化。由图4可得,臭氧质量浓度随气体流量增大不断减小,减小趋势变缓。气体流量的增大一方面降低放电空间的气体温度,从而减少所产生臭氧的分解,进而提高臭氧质量浓度。另一方面,流量的增大,气体在放电空间停留时间变短,减少了高能电子与氧气的碰撞概率,从而降低了臭氧质量浓度。本实验中测得的进出冷却水温差和进出气体温差较稳定,分别为(1.16±0.05) ℃和(2.14±0.05) ℃,由此可知前者的影响几乎可忽略不计,臭氧质量浓度的降低主要由后者导致的。虽然臭氧质量浓度逐渐减小,但由臭氧产量=臭氧质量浓度×气体流量计算,在气体流量线性增大且臭氧质量浓度减少趋势变缓时,臭氧产量随气体流量的变化逐渐增大,且趋于饱和。臭氧产率与臭氧产量的变化趋势类似,因气体流量对放电功率的影响非常小,实验中流量从10 m3·h-1(标准状态下,下同)增加到50 m3·h-1,放电功率从10.9 kW略微增加到11.8 kW。

流量/(m3·h-1)
当峰值电压、频率、压力和载波分别为8 kV、800 Hz、0.1 MPa和6个时,流量从10 m3·h-1变化到50 m3·h-1时,臭氧质量浓度从137.1 g·m3降到43.8 g·m3,臭氧产率从125.8 g·kW-1·h-1增加到185.6 g·kW-1·h-1,臭氧产量从1.37 kg·h-1增加到2.2 kg·h-1。
2.2 电压的影响
图5展示了臭氧产率、臭氧质量浓度和臭氧产量随峰值电压的变化。由图5可知,臭氧质量浓度和臭氧产量随峰值电压的增大而增大,而臭氧产率逐渐减小。电压的升高增加了放电空间的高能电子密度,从而提高臭氧质量浓度及臭氧产量(在相同气体流量时)。然而电压的升高也使输入放电空间的功率增大,由图6可知,放电功率与峰值电压近似线性关系。功率的增加导致热量在放电空间积累,从而提高了放电空间内电极表面和气体温度,进而加速分解已产生的臭氧,故臭氧产率呈下降趋势[21]。图6也给出了进出口气体温差和进出口冷却水温差。虽然这两者温差均较小,进出口气体温差小于1.5 ℃,进出口冷却水温差小于1 ℃。温差小,这从侧面表明了放电空间内的温度是非常复杂的,不能简单以气体平均温度来表达。
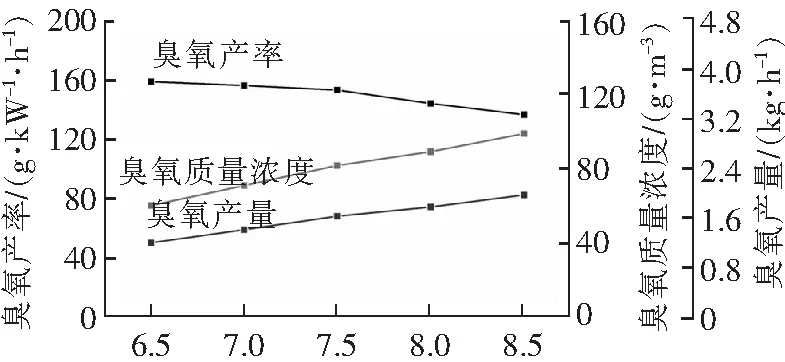
电压/kV

电压/kV
当流量、频率、压力和载波分别为20 m3·h-1、800 Hz、0.1 MPa和6个时,电压从6.5 kV变到8.5 kV,臭氧质量浓度从60.4 g·m3增长到99.1 g·m3,臭氧产率从158.9 g·kW-1·h-1下降到136.7 g·kW-1·h-1,臭氧产量从1.2 kg·h-1增加到2.0 kg·h-1。
2.3 频率的影响
一般会采用在两种情况下实现频率调节:一种是在恒定峰值电压下,另一种是在恒定功率下。本实验中不同频率下电压峰值与电压有效值比值略有不同,在600、700、800、900和1 000 Hz下,比值分别为1.49、1.48、1.47、1.45和1.44。两种情况下臭氧产率随频率的增加均逐渐减小,恒定电压有效值下臭氧质量浓度随频率增大而增大但恒定放电功率呈相反的趋势,如图7所示。放电功率恒定时,增加频率,电压有效值应相应下降,如图8所示,不利于臭氧的产生,也将导致更多的能量转化为热量,最终臭氧质量浓度、臭氧产率和臭氧产量均下降。当放电功率恒定在(11.7±0.5) kW时,频率由600 Hz增加大1 000 Hz,臭氧产率、臭氧质量浓度和臭氧产量分别由168.5 g·kW-1·h-1、94.4 g·m3和1.9 kg·h-1下降到140.7 g·kW-1·h-1、85.9 g·m3和1.7 kg·h-1。电压有效值恒定时,放电时放电空间内电场强度保持不变,此时增加频率,显然能成比例地提高高能电子的密度,由此提高臭氧质量浓度和臭氧产量;但放电功率也会随之增大(如图8所示),会提高放电室内温度,进而分解已产生的臭氧,因此臭氧产率反而下降。当电压有效值恒定在(5.46±0.10) kV时,频率由600 Hz增加大1000 Hz,臭氧产率由165.8 g·kW-1·h-1下降到143.8 g·kW-1·h-1,臭氧质量浓度和臭氧产量分别由82.9 g·m3和1.7 kg·h-1上升到103.6 g·m3和2.1 kg·h-1。

频率/Hz
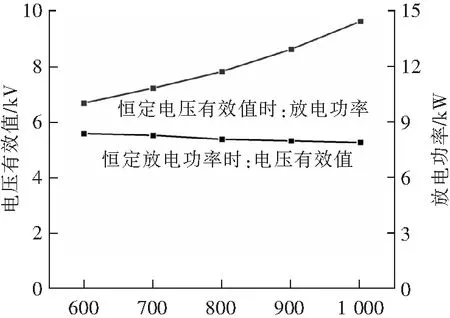
频率/Hz
另外,由介质耗损的理论计算公式:
(1)
式中:f为放电频率;Ud为介质分压;Cd为介质电容;δ为介质耗损角。可知当电源频率增大时,介质损耗也会增大,造成放电区域内的实际放电功率减小,为了维持一定的放电功率,必须加大输入功率;同时,放电区内的平均温度会随电源频率的增大而升高,臭氧分解反应加剧导致产率降低。因此在大型臭氧发生器开发时,应尽量采用介电耗损小的介质材料。
2.4 压力的影响
图9展示了压力对臭氧产率、臭氧质量浓度和臭氧产量的影响规律,压力的增大,臭氧质量浓度和臭氧产量略微降低,臭氧产率增长较大。当电压、频率、流量和载波数分别为8 kV、800 Hz、20 m3·h-1和6个,气体压力从0.08 MPa变化到0.14 MPa时,臭氧质量浓度和臭氧产量分别从32.1 g·m3和0.64 kg·h-1降到26.1 g·m3和0.52 kg·h-1,臭氧产率由46.5 g·kW-1·h-1提高到65.3 g·kW-1·h-1。发生器中的实际场强大小与气体分子数密度相关为:

压力/MPa
E0=E/N
(2)
式中:E0为折合场强;N为气体分子数密度。气体间隙中的电子能量分布曲线服从玻尔兹曼分布[22],当压力增大时,发生器内气体分子数密度N增加,折合电场降低,高能电子密度降低从而降低了臭氧质量浓度。而此时放电功率也降低,导致了臭氧产率增大。本实验中当压力为0.08、0.10、0.12和0.14 MPa时,放电功率分别为13.6、12.3、10.8和8.0 kW。
2.5 载波个数的影响
载波个数对臭氧产率、臭氧质量浓度和臭氧产量影响均较小,如图10所示。由图2所示,在实验载波范围内,电压和电流波形无明显变化。实验也发现放电功率以及进出口气体温差和冷却水温差也几乎无变化。理论上来讲,载波个数越多,所展现的电流波形越趋于正弦波形,但在IGBT开关瞬间电流会有一个明显的变动,开关损耗增大,这可能是导致臭氧发生特性略微降低的原因。

载波个数
2.6 寻优
首先通过扫频定位臭氧放电室谐振频率[23](系统产生串联谐振时,即激励频率与谐振频率相等或者接近时,阻抗最小电流最大,故平均放电电流最大值时的频率即为谐振频率)。然后寻找谐振频率附近的特定工作频率段,该工作频率段可使系统同时满足臭氧产率、产量要求。最后根据产率或产量的重要程度进行调整,寻找满足产量产率指标的工作频率。以图11为例,臭氧放电室谐振频率为1 000 Hz,若要求臭氧产率在150~180 g·kW-1·h-1之间,由图可知产率150 g·kW-1·h-1横线与产率曲线的交点频率为897 Hz,产率180 g·kW-1·h-1横线与产率曲线的交点频率为1070 Hz,可得出频率段897~1 070 Hz符合要求。在这段频率区间内,可根据产率或产量的主次程度寻找符合要求的频率点,希望产率高可选择频率区间的相对较低频率段,若希望浓度和产量高则可选择高频率段。

频率/Hz
3 结论
1) SPWM控制中高频电源是一种较好的大型臭氧发生器电源,实验中最大臭氧产率高达187.2 g·kW-1·h-1。
2) 气体流量的增大减少了气体在放电空间内的停留时间,从而导致臭氧质量浓度降低;但能提高臭氧产量和臭氧产率,不过提高速度逐渐趋缓。实验范围内峰值电压的增大能提高折合电场强度从而对提高臭氧质量浓度和臭氧产量有利,但会因功率的增大导致臭氧产率的降低。实验范围内气体压力的增大会降低折合电场强度,进而导致臭氧质量浓度和臭氧产量的小幅度减少;但与此同时会较大幅度降低放电功率,因此能较大幅度提高臭氧产率。
3) 无论是恒定电压有效值还是放电功率,增大频率,相应地提高了放电功率和降低电压有效值,两者都会导致臭氧产率的降低。然而,电压有效值恒定时,放电空间内电场强度不变,但电子密度与频率成正比,所以臭氧质量浓度和臭氧产量随频率增大而增大。放电功率恒定时,因电压有效值降低,臭氧质量浓度和臭氧产率与频率的关系正好相反。因在一定频率范围下,电压峰值与电压有效值的比值相差不大,可以认为,恒定峰值电压与恒定电压有效值对臭氧产生影响基本一致。
4) 虽然载波越多,电流波形越趋于正弦波形,但数量有限的载波个数对臭氧发生特性并无明显影响。载波个数越多,开关损耗越大,适配大型臭氧发生器时容易发生IGBT损坏。因此,设计大功率臭氧电源建议采用小载波个数。
5) 可以通过扫频定位臭氧放电室谐振频率来确定符合臭氧产率、臭氧质量浓度和臭氧产量的最佳频率段,使臭氧发生器运行在最佳工作状态。
猜你喜欢
煤气与热力(2021年10期)2021-12-02 05:11:46
云南化工(2020年11期)2021-01-14 00:50:48
应用化工(2020年9期)2020-09-29 08:55:16
中学生数理化·八年级物理人教版(2017年12期)2017-04-18 12:59:46
中国蔬菜(2016年8期)2017-01-15 14:23:43
西部广播电视(2015年10期)2016-01-18 04:01:45
少儿科学周刊·少年版(2015年1期)2015-07-07 21:57:30
中南民族大学学报(自然科学版)(2014年4期)2014-08-06 05:49:24
电测与仪表(2014年15期)2014-04-04 12:05:32
华东理工大学学报(自然科学版)(2014年2期)2014-02-27 13:48:49