一种危废处理设备的制造要点
2021-10-08 05:49:00张学亮董雪
辽宁化工 2021年9期
张学亮,董雪
(沈阳汉德科技有限公司,辽宁 沈阳 110031)
近年来,随着社会的快速发展,人们生活水平不断提高,对各种化工产品的需求量显著增加,但由此带来的一系列的化工废物、高浓度的废水污泥问题,直接或间接地影响着人们的生活。为此经过数年的研究试验,设计制造出了一种用于危废处理的关键设备,处理后的产品经过化验满足排放标准。
1 超临界水氧化技术原理
当水处于22.1 MPa、374 ℃以上时反映出超临界状态的现象,水的物理性质发生显著的改变,这时水中氢键完全消失,有机污染物和气体在超临界水中完全溶解。当在有机污染物中加入一定量的氧气,在高温高压条件下氧化,经过50 s 左右的时间发生快速的氧化反应,并伴随产生大量的热量,该部分热量经过装置回收可重新利用,有机污染物被氧化生成无机盐沉淀下来,同时生成CO2和水,有机物的总破坏效率大于99.99%,经过处理后完全满足了工业排放标准[1-5]。
2 设计
2.1 工艺参数
设计压力25 MPa ,工作压力23 MPa;设计温度350 ℃,工作温度300 ℃;工作介质为气化产物(含污泥)、激冷水.
2.2 材料
该操作环境为高温高压高腐蚀工况,材料应具有一定的强度和耐高温屈服强度。介质当中含有酸碱等组分,进口处具有较高流速,都会加速容器内壁的腐蚀,材料还应有一定的耐腐蚀性能,普通的压力容器材料无法满足工艺要求。经试验镍基合金材料能满足上述要求,故本设备统一采用在低合金钢表面堆焊镍基合金,材质为低合金钢20MnMoⅣ堆焊Inconel625。
2.3 结构
该设备整体采用锻焊结构,由平盖、端部、筒体、下封头及耳座5 部分组成,其密封采用双锥环结构,简图如图1。
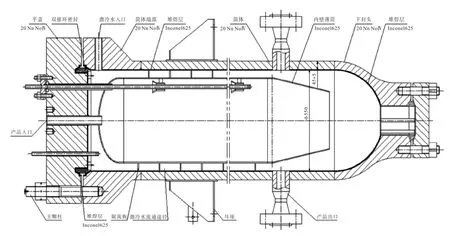
图1 结构简图
该反应容器在工作过程中属于放热反应,为了降低容器内部温度,在设备内部设置一薄壁圆筒,圆筒外壁设置旋流板,激冷水进入容器内沿着旋流板流动,旋流板与内壁间隙控制在1 mm 以内,以免发生流体短路,降低冷却效率。
3 制造要点
3.1 材料
锻件应符合NB/T47008—2017 中Ⅳ级要求;逐件进行 400 ℃高温拉伸试验,高温屈服强度Rp0.2≥260 MPa;厂家应提供合格证、材料质量证明书和监督检验证书,各证书应为原件。
3.2 制造过程
平盖、端部、筒体及下封头均为堆焊结构,均在热处理后进行二次加工。该设备难点在于其焊接量大,容易产生焊接变形及焊接应力,焊接过程控制不好容易出现裂纹等。因此仅就焊接堆焊过程进行详细阐述。
3.2.1 平盖、下封头堆焊制造
待堆焊面进行100%MT 检测;堆焊前均匀预热,预热温度≥80 ℃;采用二氧化碳气体保护焊堆焊;在预热温度下堆焊过渡层,堆焊过程采用连续堆焊,一直保持预热温度;堆焊过渡层后表面进行100%PT 检测;在室温下堆焊面层,层间温度控制在≤150 ℃,堆焊层厚度应均匀,焊道间搭接应平整,不平度≤1.5 mm,不得有缺口和咬肉,面层厚度不小于3 mm,堆焊面层表面进行100%UT 和100%PT;堆焊层化学成分测定,采用与平盖下封头相同规范、相同焊工的堆焊方法堆钉,测定堆焊面层以下3 mm 处的化学成分,要求与焊丝化学成分一致。
3.2.2 吊耳与平盖、测温板与下封头角焊缝焊接
1)堆焊前预热,采用焊条电弧焊焊接,控制层间温度80~250 ℃,层间锤击除应力;焊后立即消氢300~350 ℃,保温2 h,不能等焊接温度降到预热温度80 ℃以下,消氢采用履带加热方式,提供消氢曲线;焊缝表面不允许存在咬边、裂纹、气孔、弧坑和夹渣等缺陷。检测焊角高度应满足图纸要求,角焊缝100%MT 检测。
2)部件组焊后按热处理工艺要求进行整体消除应力热处理,热处理温度620 ℃,保温时间2.5 h;按二次加工图要求进行加工,加工范围包括螺栓孔、密封面及坡口等,加工尺寸、公差及粗糙度按图纸要求;密封面硬度检测,对密封面硬度进行检测,圆周对称测量4 点,要求密封面硬度HB=200~240,测量后提供硬度检测报告。
3.2.3 筒体与端部环焊缝组对焊接
筒体、端部内壁待堆焊面及对接接头坡口进行100%MT 检测;筒体与端部组对,错边量≤1.5 mm,筒体端面与端部端面平行度≤1 mm;筒体与端部环焊缝焊前预热;采用手工电弧焊进行焊接,层间进行锤击除应力,焊后立即消氢,焊接结束24 h 后,对环焊缝进100%RT+100%UT 检测;筒体端部组焊件堆焊前预热;内壁按焊接工艺进行带极堆焊。堆焊过程采用连续堆焊,一直保持预热温度。堆焊过渡层表面进行100%PT。第一层堆焊完毕后,在室温下堆焊第二层,层间温度控制在≤150 ℃。端部密封面堆焊前预热(若带极堆焊后直接堆焊密封面部分,且通过测温枪测量温度≥80 ℃,则不需预热);端部密封面采用焊条电弧焊堆焊,余下过程同前;利用卡钳检测堆焊后的内径最小值,内件尺寸按此配作。
3.2.4 总装
1)组装双锥环,用汽油或丙酮将其清洗干净,安装柔性石墨胶带。
2)组对平盖与封头,然后组对封头与内件。利用工装控制组对过程,错边量≤1 mm,内件外圆与平盖外圆同轴度≤1 mm,内件总高度尺寸偏差≤2 mm,采用氩弧焊接。将内件缓慢装入壳体内,从筒体下方观察组装过程中内件与壳体内壁是否有划碰、内件与壳体内壁之间间隙是否满足图纸要求、内件是否与壳体内壁同心、内件插入位置是否满足图纸要求。
3) 按主螺栓紧固工艺规程把紧设备主螺栓。
4) 组对下封头,组对错边量≤1.5 mm,筒体端面与下封头端面平行度≤1 mm。
5)下封头与筒体环焊缝采用火焰预热,预热过程按工艺卡执行。采用氩弧焊+焊条电弧焊的组合焊接方法,其环焊缝按热处理工艺进行局部热处理,热处理温度620 ℃,保温时间2.5 h。
6)接管与筒体组对焊接,其操作过程按一件一卡执行,这里不再赘述。
7)整体组装完毕后进行水压试验,喷砂,喷漆,包装,发货。
4 结束语
该设备已投产多台,目前所有设备运行状况良好,完全满足了国内危废处理的要求,极大地改善了化工厂的排放污染环境,对推进环保建设起到了积极的作用。
猜你喜欢
石油化工设备(2023年5期)2023-10-10 02:47:56
装备制造技术(2021年4期)2021-08-05 07:39:36
石油化工设备(2021年4期)2021-07-21 08:46:22
锻压装备与制造技术(2021年2期)2021-07-19 08:51:16
煤炭加工与综合利用(2019年8期)2019-09-20 09:27:52
焊接(2016年9期)2016-02-27 13:05:19
大型铸锻件(2015年5期)2015-12-16 11:43:22
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:30
化工设计通讯(2015年6期)2015-02-22 02:28:21
中国塑料(2014年5期)2014-10-17 03:02:16