水冷壁内件气化炉套装质量控制关键点的研究
2019-09-20 09:27:52杨祎
煤炭加工与综合利用 2019年8期
杨 祎
(东方电气集团东方锅炉股份有限公司,四川 德阳 618000)
目前投入运行的气化炉中,以水冷壁作内件是比较常见的结构形式之一。气化炉运行时,受其内部介质性质和流动状态等因素的影响,对气化炉的内部结构要求较高,这就使得水冷壁内件与气化炉外壳的套装配合成为气化炉制造的关键点之一。准确测量水冷壁内件与外壳的套装精度也成为制造工艺中的重要工作[1-2]。
1 气化炉结构及套装前组件的质量控制
1.1 气化炉结构
本文研究的一类气化炉主要由外壳和内件组成。外壳由圆柱形筒体、封头和锥体组成,从上往下分为气化室、激冷室、渣池。内件由水冷壁、水冷夹套等部件组成。
水冷壁内件安装在外壳上部的气化室位置,尾部往往还设有其他排渣等装置。根据气化炉结构的不同,水冷壁内件与外壳多存在开孔套管、定位支座、敲击振动装置等的配合安装。
1.2 各组件的质量控制
为了保证气化炉套装后的尺寸达到设计要求,套装前气化炉相互套装的单组件——气化炉外壳与内件水冷壁的几何尺寸必须满足要求。其中包括,外壳筒身各截面的圆度,外壳顶部封头、气化室、激冷室、底部锥体的同轴度;内件水冷壁管屏的曲率,管子与管子间的凸起、凹陷,水冷壁管圈各零部件间的同轴度等需要在套装前先行测量、记录,并保证满足设计要求。
2 组件装配前的准备工作
2.1 气化炉外壳套装前
(1)将气化炉外壁四象限分别引入气化炉内壁(0°、90°、180°、270°方位线),作为气化炉安装时的角度参考点。
(2)以气化炉外壳顶部作为基准,在气化炉外壳内壁四象限处分别标注内件套装各高度位置,主要包含:① 内件顶部位置;② 内件底部位置;③ 根据外壳圆度及水冷壁内件曲率和管子凹凸状况在圆筒形部位综合选择尺寸偏差较小的截面位置;④ 含有烧嘴开孔等关键位置的,还应包含烧嘴孔中心位置及其他关键位置。
2.2 内件水冷壁套装前
(1)在水冷壁内外两侧均做好四象限标记(0°、90°、180°、270°方位线),并与外壳保持一致。
(2)根据外壳圆度及水冷壁内件曲率和管子凹凸状况,在圆筒形部位综合选择尺寸偏差较小的截面位置、高度位置,同时标注在水冷壁内外壁两侧,见图1。
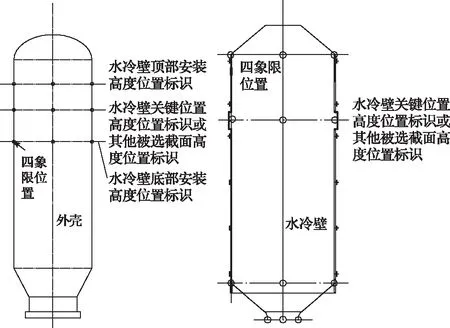
图1 外壳、水冷壁套装前标识(不按比例)
3 套装质量控制点
3.1 气化炉外壳与内件水冷壁采用立式套装方式
(1)套装后,核对外壳内壁与水冷壁外侧四象限标识,保证四象限在同一方向上一一对应。
(2)在气化炉外壳顶部中心线位置吊铅垂线至气化炉底部。
(3)使用卷尺或钢板尺,分别从四象限处测量各个关键位置与铅垂线间的距离,其中包括:水冷壁内件上下端口、被选截面位置及烧嘴开孔等关键部位与铅垂线间的距离,保证各截面四象限距离均匀,偏差符合图纸要求。见图2。
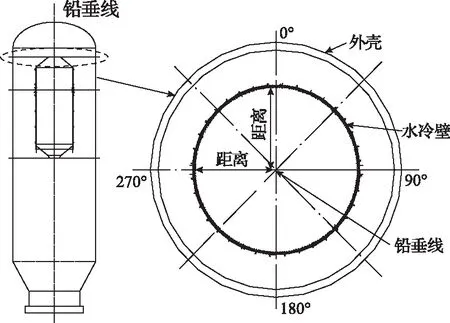
图2 被选截面测量位置
3.2 气化炉外壳与内件水冷壁采用卧式套装方式
(1)套装后,核对外壳内壁与水冷壁外侧四象限标识,保证四象限在同一方向上一一对应。
(2)分别在四象限位置,测量水冷壁内件上下端口、被选截面位置及烧嘴开孔等关键部位处外壳与水冷壁间的间隙,保证各截面上四象限间间距均匀,偏差符合图纸要求(图3)。
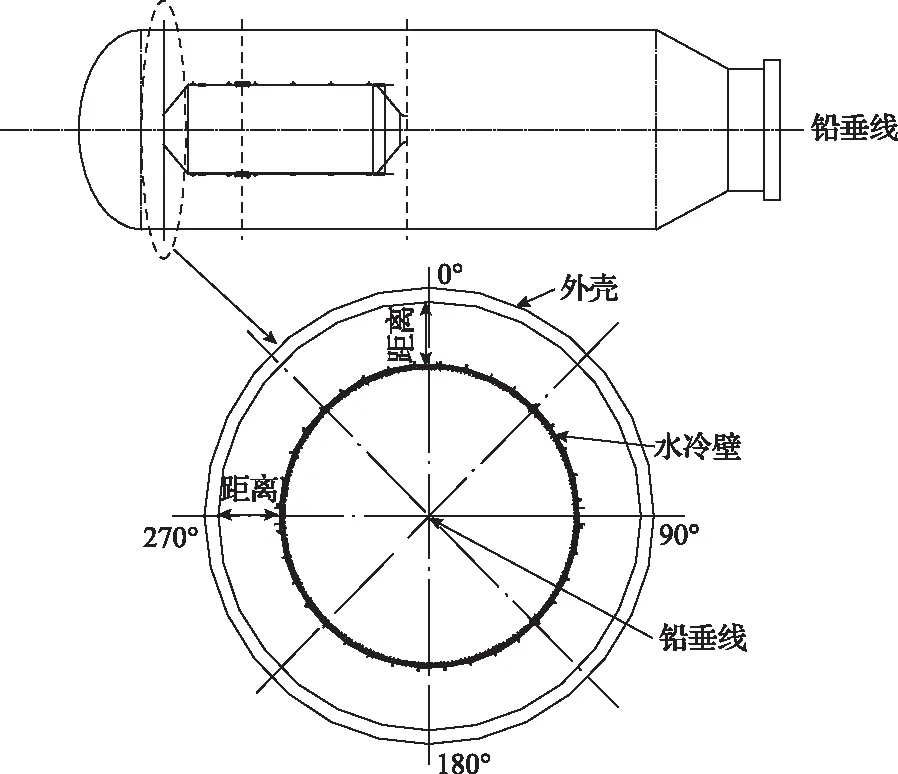
图3 被选截面测量位置
在测量各截面内件水冷壁与铅垂线或外壳间间距时,要考虑前期外壳和内件水冷壁制造时的形状偏差,如外壳的椭圆度、外壳内壁平整度、内件水冷壁的曲率、管子凹凸度等,从而有效计算出内件水冷壁与外壳装配是否均匀。
4 测量时需要注意的其它事项
由于水冷壁内件是由管件与扁钢焊接而成的结构,因此在测量水冷壁与外壳铅垂线、外壳间的距离时需要统一选择被测点,如管件到外壳铅垂线、外壳间的距离,或扁钢到外壳铅垂线、外壳间的距离,以保证数据的可比性。
在立套时也可以选取刚性适中的矩形带,在水冷壁上选择一截面为被测面,用矩形带沿该截面环向捆扎水冷壁,寻找出水冷壁外圆面,再依次对钢带到外壳间的距离进行测量。
受空间位置限制,测量时需在必要位置设置平台或其他辅助装置,以便于测量。测量时避开销钉、耐火泥等可能影响测量结果的位置。
5 总 结
通过测量水冷壁内件与外壳铅垂线或外壳间的间隙,反映水冷壁内件与外壳间的套装尺寸配合状况,保证气化炉的套装质量,为后期气化炉有效运行提供基础,保证气化炉制造质量。
猜你喜欢
石油化工设备(2023年5期)2023-10-10 02:47:56
热力发电(2022年3期)2022-03-25 08:49:14
中氮肥(2022年6期)2022-03-04 04:55:09
中国特种设备安全(2021年7期)2022-01-19 05:08:08
中国特种设备安全(2021年8期)2021-02-10 06:04:34
中国特种设备安全(2018年10期)2018-12-18 02:17:20
中国特种设备安全(2018年10期)2018-12-18 02:17:14
当代化工研究(2016年6期)2016-03-20 16:21:44
氮肥与合成气(2015年8期)2015-12-23 10:40:22
华东理工大学学报(自然科学版)(2015年3期)2015-11-07 09:17:14