某燃机长叶片喷丸技术探讨
2021-09-26 01:14:45周云波杨雨婷
内燃机与配件 2021年16期
关键词:残余应力
周云波 杨雨婷



摘要:文章主要通过试验的方式,分析了某燃机长叶片的喷丸研究过程,通过X射线表面残余应力检测分析,改善叶片表面应力状态。对研究类似结构大型末级、次末级叶片喷丸提供一个很好的借鉴。
关键词:汽轮机长叶片;喷丸研究;残余应力
中图分类号:TK269 文献标识码:A 文章编号:1674-957X(2021)16-0102-03
0 引言
无论是喷丸强化还是抛丸机强化,其目的就是通过对那些长期处于交变应力下的零件表面导入一个压应力,在表层形成起保护作用的残余压应力层,从而延长零件的疲劳寿命或载荷能[1]。汽轮机叶片的寿命又直接影响机组的运行效率和安全性。从安全性和经济性考虑,研究叶片的喷丸具有重要的意义。本文将以国内某汽轮机厂自主设计的某燃机长叶片为研究对象,逐步分析该叶片的喷丸过程、残余应力检测过程,分析得出可靠的喷丸方法,为类似结构长叶片的喷丸提供帮助。汽轮机叶片表面喷丸强化方式有很多种,根据冲击介质(丸料)的不同,主要有铸钢丸喷丸、玻璃丸喷丸、陶瓷丸喷丸、激光冲击等[2]。而本文研究的是在汽轮机叶片喷丸方面应用最广泛的铸钢丸喷丸。
1 某燃机长叶片喷丸试验
1.1 试验材料及仪器
1.1.1 试验材料
2件试验叶片,叶片汽道型线经过精铣、表面砂带抛光,叶根型线经过精铣或者磨削。
规格型号为S230的铸钢丸料,A型阿尔门试片、若干固定试片用长方体块(规格:50mm×25mm×25mm)
1.1.2 仪器设备
检测仪器:X射线检测仪、试片弧高检测仪。
操作设备:KXS-3120P铸钢丸喷丸机床。
1.2 试验要求
1.2.1 试验叶片结构
该燃机长叶片长度约1000mm,整体结构为“X形状冠+拉筋凸台+枞树型叶根”。
1.2.2 叶片喷丸要求
喷丸部位:叶片整个汽道型面、叶根全部表面
弧高(强度)值:0.05-0.35mm,覆盖率:≥100%
钢丸型号:S230,试片型号:A型Almen试片
喷丸表面光洁度:Ra≤4.0
1.3 试验准备
1.3.1 喷丸装夹
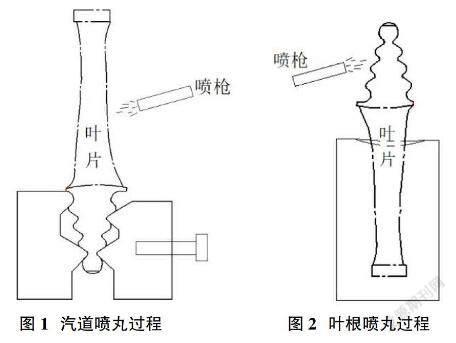
采用KXS-3120P型号机器人喷丸机床,试验叶片“立式”装夹于机床上,此时考虑汽道型线和叶根型线分开喷丸,不能实现一次装夹全部喷丸。叶根形状为“枞树型叶根”,汽道喷丸夹具以叶根背弧侧型线、叶根岀汽侧定位销定位,型线压块以螺钉压紧固定,喷丸过程如图1。
叶根型线喷丸时,将叶片呈“倒立式”放置,即叶根向上,叶冠向下,如图2。夹具上压紧栓与压紧部位汽道型线形状相同,侧面以锁扣锁紧。这样可以避免在喷丸过程由于喷砂强大的压力,导致叶片松动。
1.3.2 焊接试片架
在喷丸前,首先应进行饱和曲线和覆盖率实验。所谓饱和曲线是指,在一定压力、流量、喷枪距离、喷丸速度等参数下,对固定在喷丸强化机器上的阿尔门试片进行一系列连续喷丸强化,随着喷丸时间加倍,弧高值增加不超过10%即达到饱和状态[3]。换而言之,饱和曲线实验即为用来确定喷丸参数,以满足设计的弧高值范围。要完成饱和曲线实验,需要焊接试片架。由于叶片汽道型面往往是弯扭较复杂,所以焊接试片架尽可能将固定试片的长方体块分布在叶片喷丸的特征部位,以反映各处的实际喷丸情况。
1.4 饱和曲线和覆盖率试验
1.4.1 饱和曲线试验
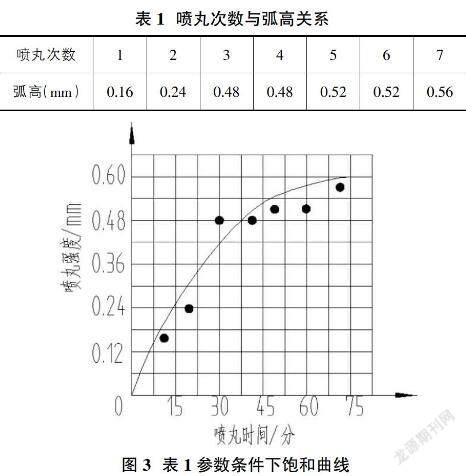
我们知道,在一定的范围内,弧高值与压力(MPa)、流量(kg/min)成正比,与速度(m/min)、喷丸距离(mm)成反比关系[4]。在相同的喷丸参数情况下,叶片各处的喷丸情况基本一致(其微弱的差别与叶片的结构密切相关)。因此,为降低试验过程的成本,我们先对某一处焊接试片进行喷丸,待所有参数满足条件后再推广到全部焊接试片架。根据以往的经验,试验过程我们先考虑采用一组喷丸参考参数,其喷丸弧高如表1,根据表1参数试验得出的饱和曲线如图3。
喷丸参数:压力0.35MPa、流量14kg/min、速度65m/min、距离400mm
从表1和图4试验结果看出,达到饱和状态时的强度值为0.54mm,此时的弧高值显然已经超出要求0.1-0.35mm范围。我们适当降低喷丸压力,设定压力值0.3MPa,测得弧高值如表2,饱和曲线如图4。
喷丸参数:压力0.3MPa、流量14kg/min、速度65m/min、距离400mm。
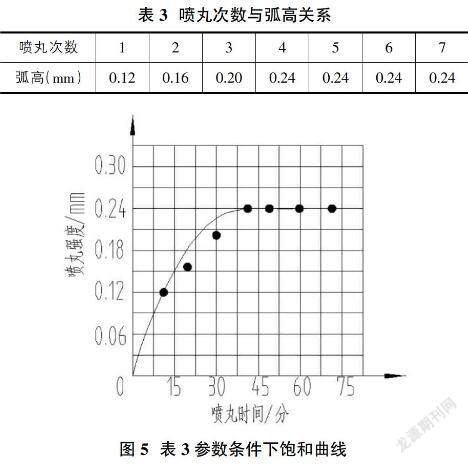
从表2和图5可以看出,饱和强度为0.42mm,可见降低喷丸压力值对降低弧高值有一定作用,也进一步印证了喷丸弧高和压力呈正比的关系。如此往复不断调整压力、流量、速度、距离等参数,以满足合格的弧高值范围。表3为最终试验所得喷丸参数,图5为对应饱和曲线,满足设计要求。
最终试验喷丸参数:压力0.18MPa、流量8kg/min、速度69m/min、距离360mm。
1.4.2 覆盖率试验
按照表3所示参数,喷打工件一次,用放大镜观察表面覆盖率,再喷打一次工件,再观察,如此不断循环,当表面覆盖率≥98%时,记下此时的喷打次数。例如,如喷打4次,表面覆盖率才达到≥98%,则我们认为喷打1次的覆盖率为25%,如喷打次数5次,表面覆盖率才达到≥98%,我们认为喷打1次的覆盖率为20%。我们在实验过程中发现,对于该试验叶片,喷打5次其表面覆盖率达到≥98%,要达到140%的覆盖率,喷打次数应为7次。
1.5 表面残余应力试验
将上述喷丸的实验叶片和另一只表面未喷丸的叶片做残余应力实验。
用X射线测试仪检测喷丸表面残余应力。测试参数如下:管电压15kV,管电流6mA,Cr靶Kα特征辐射,BCC晶面指数(208),准直管直径5mm,β角转动范围±20°,将其平分为8个角,采用同倾法,每个β角扫描7次,时间常数3秒,摇摆角5°。采用LPA,增益校正P/G,用皮尔孙法进行峰值拟合。对比测试叶片均采用上述参数。
未喷丸叶片共测试8个位置点,测试结果见表4,单位MPa,负值表示压应力,正值表示拉应力。
喷丸后测试了6个点位置,测试结果见表5,单位MPa,负值表示压应力,正值表示拉应力。
从表4和表5的数据对比来看,显然喷丸后表面压应力增加不少,且均处于-700MPa左右。从设计上得到论证,该实验结果是成功的。
2 结论
①叶片通过机械加工以及抛磨后,其表面应力基本也是压应力状态,但其为浅表性显像,压应力值较小,对于抗疲劳寿命是不能完全满足要求的。通过铸钢丸喷丸能够有效地改善叶片表面的残余应力状态,增大压应力值,从而提高叶片的抗疲劳寿命;
②通过试验探索出的喷丸过程以及最终参数是合理的。其喷丸方法具有很高的推广性,能够推广至其他类似结构大叶片喷丸过程中。
参考文献:
[1]姜文忠.喷丸强化在汽轮机叶片上的应用[J].热力透平,1990.
[2]周云波,龙老虎.喷丸对TC4钛合金材料叶片的影响研究[J].内燃机与配件,2021.
[3]王守仁,王瑞国.喷丸、喷涂技术及装备[M].機械工业出版社,2012.
[4]王仁智.金属材料的喷丸强化与表面完整性论文集[M].中国宇航出版社,2008.
猜你喜欢
卷宗(2017年13期)2017-07-19 13:46:53
中国科技博览(2017年7期)2017-05-16 08:38:57
大陆桥视野·下(2016年9期)2017-05-08 18:18:35
机械制造文摘·焊接分册(2016年3期)2017-04-19 16:26:53
中文信息(2017年2期)2017-04-13 18:30:31
中国科技博览(2016年30期)2017-04-07 08:49:37
中国新技术新产品(2016年23期)2016-12-26 09:47:33
建筑科学与工程学报(2016年5期)2016-11-09 15:19:51
科技视界(2016年18期)2016-11-03 23:56:34
机械制造文摘·焊接分册(2015年3期)2016-02-27 01:01:41