浅析二工段长刨花制备方法与装备技术发展
2021-09-26 00:53:46胡德彪王雯雯
林业机械与木工设备 2021年9期
李 夏, 胡德彪, 王雯雯
(镇江中福马机械有限公司,江苏 镇江 212027)
普通刨花板是人造板的主要品种之一,具有断面密度分布均匀、机械力学性能优良、二次加工性能好等特点,在家具、包装、装修等领域被广泛应用。目前的普通刨花板相对来说仍存在力学强度偏低、表面粗糙度低、尺寸稳定性差等问题,无法适应定制家居快速发展的高端市场需求。定向刨花板(Oriented Strand Board,OSB)表层刨花呈纵向排列、芯层刨花呈横向排列,结构独特,主要供应高端家具市场,但其原料长材刨片制备要求原材料径级相对较大、长且直的原木,原材料成本高[1-2]。而目前盛行的超强刨花板有精细的表面,同时具有稳定性好、相对质量轻、节约资源、含沙量低、加工无毛边、适用于多种贴面材料等优点,逐步供应家居中高端市场应用。
为适应中高端家具市场的要求,结合我国国情特有的多元化原料特征,刨花制备作为重要环节,目前在超强刨花板生产工艺刨花制备工序中,二工段长刨花制备法被更多的厂家采用。
1 二工段长刨花生产流程
根据不同生产工艺需求,制备的长刨花长度主要要求在50~120 mm范围,大体分为50~60 mm、60~80 mm、80~100 mm、110~120 mm等4档。二工段长刨花制备先将原料切削成长木片,再将长木片刨削成长刨花,对原料要求相对较低,可采用小径木、枝丫材,也可采用板条、原木芯等原料。生产流程与普通刨花制备生产类似,二工段长刨花制备生产流程如图1所示。

图1 二工段长刨花制备生产流程
以上二工段长刨花制备生产流程具有如下优点和特点:
(1)原料通过上料运输机(链式运输机)进入剥皮机,可以有效地剥离原木外表面树皮,清除杂质,提高刨花的质量,从而提高超强刨花板质量;
(2)原料经过剥皮,依次经辊台运输机、配有金属探测仪的皮带运输机进入鼓式削片机,辊台运输机可清除树皮、表面金属、沙石等杂质,保证木片质量并减少对鼓式削片机的损坏;
(3)经鼓式削片机削出的长木片经出料运输机进入木片料仓储存,输送过程中应设置除铁器对木片中的金属进行去除;
(4)长木片经运输机进入长木片筛选机,将过长木片、残余细沙石筛出,同时筛选出的合格长木片经运输机送入环式刨片机;
(5)生产的长刨花经运输机运送至刨花湿料仓,供下一道干燥工序使用。
二工段长刨花制备生产流程中主要设备是鼓式削片机和环式刨片机,鼓式削片机削出的长木片规整度直接影响长刨花的质量。
2 二工段鼓式削片机
削片机用于将原料切削成一定规格的木片,通常制造中密度纤维板的木片长度为25 mm左右,普通刨花板用的木片长度为30~40 mm。而二工段长刨花制备所需的木片长度一般为60~130 mm。
2.1 二工段鼓式削片机结构组成
目前,镇江中福马机械有限公司研发的二工段BX2113、BX2116等鼓式削片机日益成熟并被广泛应用,以BX2113/13型为例,二工段BX2113/13鼓式削片机结构示意图如图2所示。
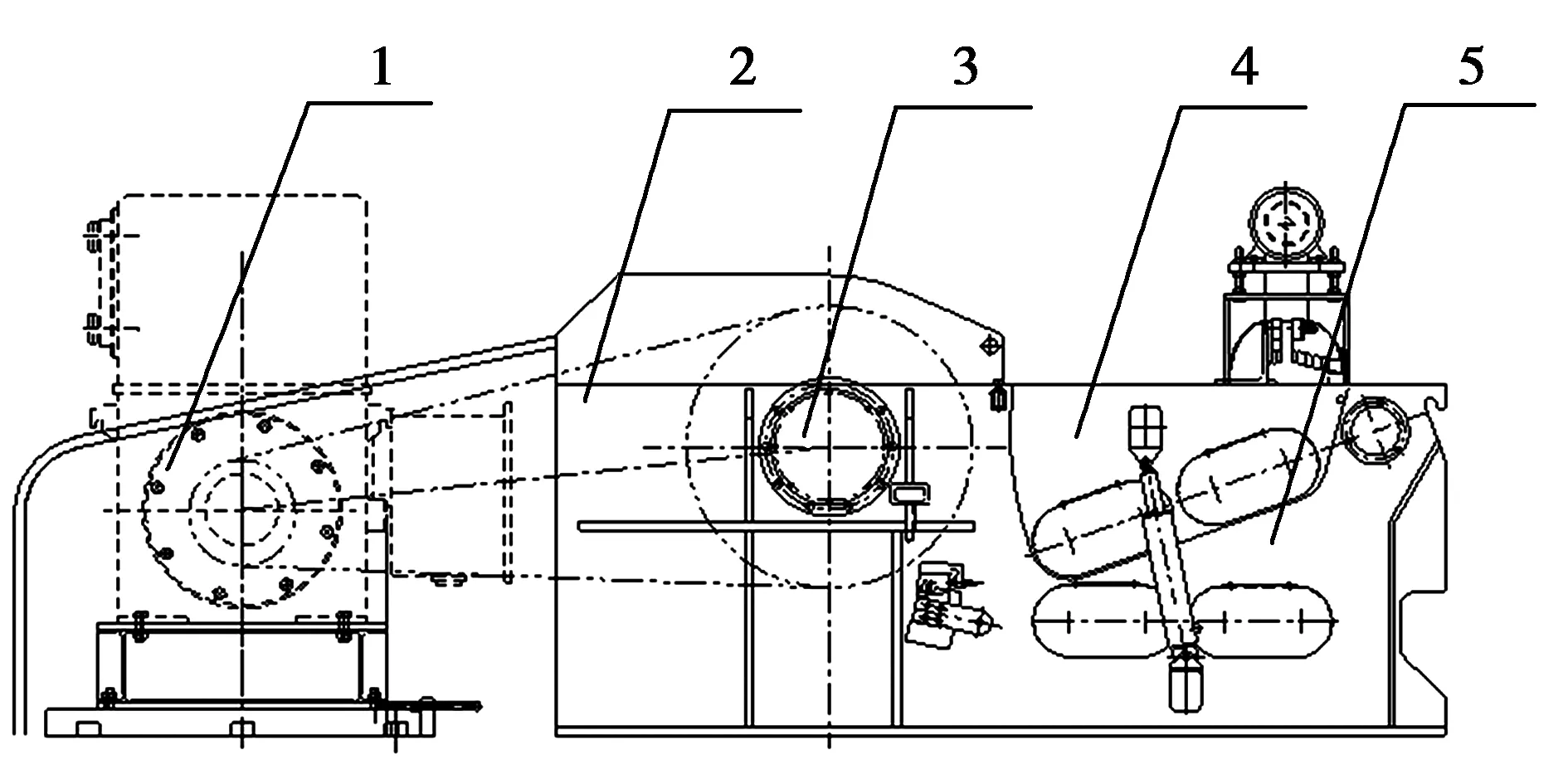
图2 二工段BX2113/13鼓式削片机结构示意图1.驱动总成;2.机座总成;3.刀辊总成;4.上喂料辊总成;5.下喂料辊总成
原料通过输送带由削片机喂料口进入削片机,刀辊在驱动总成带动下高速旋转,由安装于刀辊上飞刀与机座上底刀形成的剪切副作用下,原料被切削成木片。合格木片从刀辊下方的筛网孔排出,少许长木片因不能通过筛网孔,则继续在刀辊和再碎板的作用下再次破碎成合格木片排出。
2.2 二工段鼓式削片机的主要结构设计
相对于普通鼓式削片机,二工段鼓式削片机要将原料切削成≥60 mm木片,主要针对刀辊、筛网等结构进行相应技术设计。
2.2.1 刀辊结构设计
普通型BX2113/13鼓式削片机刀辊的主要参数如下:刀辊直径1 300 mm、刀片数为4,刀辊转速375 r/min,上、下喂料辊进料速度44 m/min,根据公式:
(1)
式中:L为木片长度(mm);V为上、下喂料辊进料速度(m/min);n为刀辊转速(r/min);N为刀片数[3-4]。
木片理论长度30 mm,实际切削出的木片长度为(0.65~1.25)L×30 mm。
由式(1),二工段鼓式削片机切削出的理论木片长度为60 mm,刀辊刀片数为3,刀辊转速320 r/min,上、下喂料辊进料速度57 m/min;切削理论木片长度为80 mm,刀辊刀片数为2,刀辊转速320 r/min,上、下喂料辊进料速度51 m/min;切削理论木片长度为110 mm,刀辊刀片数为1,刀辊转速400 r/min,上、下喂料辊进料速度44 m/min。
普通4片刀鼓式削片机切削示意如图3所示,二工段3片刀鼓式削片机切削示意如图4所示。
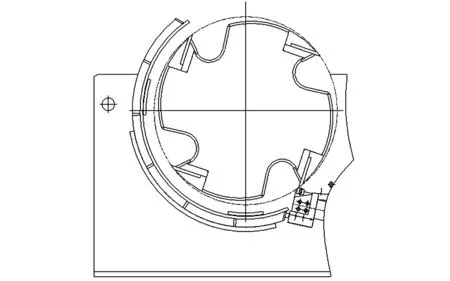
图3 普通4片刀鼓式削片机切削示意图

图4 二工段3片刀鼓式削片机切削示意图
2.2.2 筛网结构设计
针对切削出木片长度较长的要求,贮料槽形状相应变化,筛网与飞刀距离相应加大,以保证有足够贮存空间。另外,为使合格长木片从筛网顺利筛出,针对不同长度的长木片,配置不同筛网孔大小的筛网。
3 二工段环式刨片机
普通环式刨片机一般用于将长度小于50 mm的木片切削成普通刨花,而二工段环式刨片机用于将长度60 mm的木片切削成长刨花。
3.1 二工段环式刨片机的结构组成
环式刨片机主要分为双动刀环式(双鼓轮)和固定刀环式(单鼓轮)两种型式。双动刀环式刨片机的特点是刀环与叶轮相向旋转,刀环内耐磨垫板磨损相对均匀,工作时刨花不堆积[5-6]。以镇江中福马机械有限公司研制的二工段BX4616/5A型双动刀环式刨片机为例介绍其基本结构。二工段环式刨片机结构示意图如图5所示。
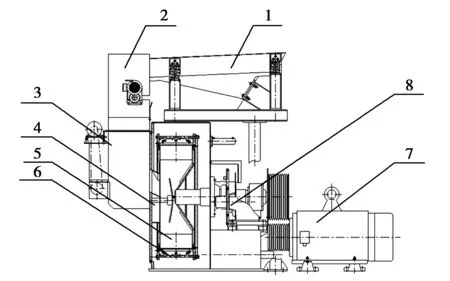
图5 二工段环式刨片机结构示意图1.振动给料器;2.磁选装置;3.重物分离器;4.机座;5.叶轮体;6.刀环;7.主电机;8.刀环驱动电机
长木片经输送系统进入振动给料器,在振动作用下长木片均匀铺开落入磁选装置,清除混入木片的铁质物。磁选装置下方装有重物分离器,可进一步清除混入木片中的杂质(如石子、土块、非铁金属物及过大木块),分离后的合格长木片进入环式刨片机刨削腔中,在高速转动的叶轮体和反向低速转动的刀环作用下,长木片被刨削成厚度均匀的长刨花,从机座下面排出。
3.2 二工段环式刨片机主要结构设计
二工段刨花制备使用的木片长度通常为60~130 mm,针对适应于长木片的重物分离器和刨片机内部切削结构等方面进行结构设计。
3.2.1 重物分离器的结构设计
由于木片长、质量大,若采用普通的刨片机重物分离器,木片滑入重物分离器横向调节板后容易出现原料堆积,即使通过负压系统吸料也不能吸走较重木片,造成送料通道堵塞导致刨片机不能正常工作。
普通刨片机重物分离器结构示意图如图6所示。

图6 普通环式刨片机重物分离器结构示意图1.第一缓冲板;2.第二缓冲板;3.横向调节板
对于长度60~130 mm的木片,设计使用专用重物分离器,结构示意图如图7所示。

图7 长度60~100 mm木片环式刨片机重物分离器结构示意图1.第一缓冲板;2.物流导流板;3.第二缓冲板
木片进入重物分离器,依次滑落至倾斜设置的第一缓冲板、第二缓冲板、物料导流板,木片沿着导流板在负压作用下进入刨片机内部。同时增大物流通道距离,使物料通道顺畅,不卡塞。
尤其对于长度大于100 mm的木片,木片长且重量大,在辅助风机作用下,负压系统吸料仍不能吸走此种木片,因此重物分离器不设置辅助风机。为避免对刨片机的损坏,需要提高木片纯净度要求,建议在前面工序增加水洗或风洗除去金属和石子。长度大于100 mm木片环式刨片机重物分离器结构如图8所示。
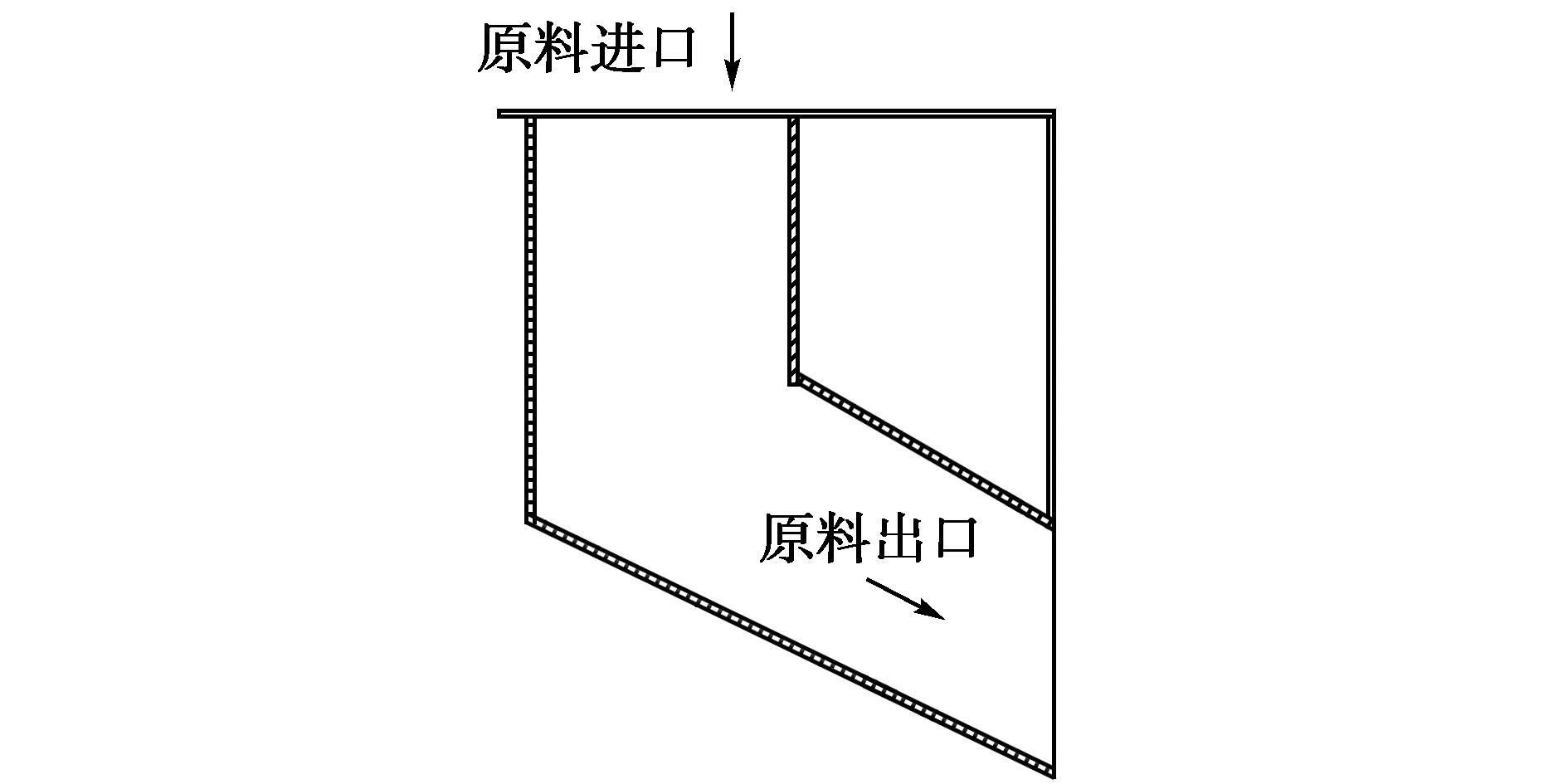
图8 长度大于100 mm木片环式刨片机重物分离器结构示意图
3.2.2 叶轮体的结构设计
木片经过重物分离器进入刨片腔后,由于叶轮体高速旋转,使木片产生足够大的离心力紧贴在刀环耐磨垫板表面,在飞刀作用下刨切出一定厚度的刨花。叶轮体结构示意图如图9所示。

图9 叶轮体结构示意图
普通型叶轮体叶片数采用25片,叶片与相邻叶片之间的距离L较小,且叶轮体转速较快约850 r/min,此种结构无法容纳长度较长的木片刨削,造成木片机内堆积出料不畅,影响产能和刨花形态。
对于长度60~80 mm的木片,叶轮体叶片数设计为19片,同时叶轮体转速可设置为730 r/min,刀环转速设置为50 r/min,在保证产能的基础上可以刨切出更高比例的长刨花;对于长度大于80 mm的木片,叶轮体叶片数设计为15片,同时叶轮体转速设置为620 r/min,刀环转速设置为50 r/min,刨花形态较好。长度60~80 mm、80~100 mm、100~120 mm的杨树木片刨切出的刨花分别如图10所示。
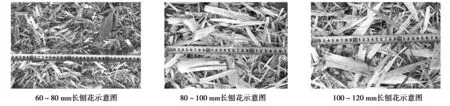
图10 不同长度规格木片刨切的长刨花
3.2.3 电机功率配置
长木片刨切时,电流波动大且功耗比刨切普通木片时更大。普通刨花BX4616/5型刨片机叶轮体主电机配置功率一般为315 kW或355 kW,而用于长刨花制备的BX4616/5A型刨片机为保证产能和设备运行的稳定性,根据不同树种木片及木片长度,选用相应功率的电机,功率可选355 kW、400 kW或450 kW。
4 结束语
超强刨花板以良好的特点以及能适应中国国情特有的原料特征,在中高端市场被应用得越来越广泛。二工段长刨花制备作为超强刨花板生产工艺中的重要环节,长刨花的形态直接影响超强刨花板的质量和成本。随着广大技术人员经验的不断积累、制备装备的不断改进,长刨花制备工艺也将不断发展和成熟。
猜你喜欢
高中数理化(2023年8期)2023-09-07 01:07:53
汽车实用技术(2022年12期)2022-07-05 11:40:02
江苏安全生产(2021年9期)2021-11-27 08:08:28
吉林化工学院学报(2021年9期)2021-10-24 12:12:20
水泵技术(2021年2期)2021-07-31 07:57:24
南方农机(2021年9期)2021-05-18 01:33:34
农机化研究(2020年4期)2020-10-19 07:02:08
石油化工建设(2019年4期)2019-10-10 01:39:28
武汉理工大学学报(交通科学与工程版)(2015年5期)2015-12-05 02:20:02
福建工程学院学报(2015年3期)2015-03-01 06:45:49