
飞机结构维修引孔定位工艺方法研究
2021-09-25 09:35刘儒军
机械工程师 2021年9期
刘儒军
(国营芜湖机械厂,安徽 芜湖 241007)
0 引言
在国内外民用飞机维修及军用飞机维修领域,飞机机体结构作为承载体,不可避免会产生结构裂纹,而结构裂纹的维修便成为飞机维修的一项主要工作内容。目前航空维修领域,结构裂纹维修主要采用损伤零件换新、损伤区域贴补或挖补加强等原位维修方式[1-2],维修时需要利用原机螺栓孔、铆钉孔等在换新件、加强件上标记出新的定位点,实现引新孔。孔定位精度、制作精度是影响结构件疲劳寿命的关键因素[3-4]。
常规的手工引孔方法往往受到引孔定位方法、工具尺寸、工具精度及作业区域空间等因素的影响,导致引孔定位精度低,甚至无法有效引孔。由于设备体积大、成本造价高、使用复杂等原因,先进的引孔定位技术(如机器视觉、磁场、激光等[5-9]不能在机上普遍应用。针对上述引孔难题,分析各类作业空间特点,对比常规引孔方法,研究形成新型孔引定位工艺方法及其工具,解决维修难题。
1 常规引孔定位方法
1.1 划针引孔定位
划针引孔定位也是一种常规的引孔方法,操作时首先将加强件紧贴在机体结构件上,划针从机体结构件另一侧伸入原机孔中绕原机孔旋转,即在加强件上留下痕迹,取下加强件,按划针痕迹即可钻制新孔。该类方法快速有效,缺点是划针痕迹不规则,按照痕迹钻孔时无法精确定位中心点,导致钻孔位置偏差,需要后期纠偏,该种引孔定位方式适用于配合精度不高的区域。
1.2 常规引出线引孔定位
针对维修区域为平面等相对平整区域,当新加强件外形为平整表面时,可采用引出线引盲孔方式解决。其依据如图1所示,是根据两条交叉线确定一个交点,且交叉线可无限延伸交点位置不变的工艺原理实现的。

图1 十字引出线原理
其具体操作步骤是:首先采用直线尺在机体表面原机孔中心点上画出十字引出线,然后安装加强件并固定,根据画出的十字引出线,在加强件表面回引出十字线交叉点,该点即为原机孔的同心点。
1.3 透孔夹引孔定位
针对损伤区处于封闭区域且加强件厚度较薄(小于3 mm)的蒙皮换新修理或加强修理,可采用透孔夹引孔定位。透孔夹示意图如图2所示,它包括定位板、引孔板、定位点及引孔圆。其工作时,首先掀开新蒙皮,将透孔夹定位板放入机体与新蒙皮夹缝间,凸起的定位点插入原机孔,按压新蒙皮外侧的引孔板与新蒙皮贴合,画笔通过引孔板上的引孔圆即可标记出与原机孔同心的孔。该种方法简捷、高效,但精度较低。

图2 透孔夹示意图
2 新型引孔定位方法研究
2.1 新型引出线引孔定位方法
上文提到的常规引出线引孔定位,在采用直线尺在原机孔中心点画线时存在中心点无法有效识别的难题,导致引孔精度较低。基于该问题设计引出线自适应定位工具,实现原机孔中心点的自动找正及快速画线。引出线自适应定位工具如图3所示,主要由两部分组成,一是中心带画线槽的直线尺,二是可实现自适应性定位的定位器。

图3 引出线自适应定位工具
该定位器尖端成锥形。在进行引出线引孔时,首先确保直线尺两端与机体表面贴合,把引出线自适应定位工具的自适应定位器锥形端头插入机体表面原机孔中,直至锥形端头与原机孔完全贴合,直线尺保持不动,使用画笔沿直线尺画线槽在机体表面画线(画线确保伸出加强件边缘),把直线尺绕定位器所在的原机孔旋转任意角度,再次使用画笔沿直线尺画线槽在机体表面画线(画线确保伸出加强件边缘)。试安装加强件并固定,根据之前画出的两条引出线,在加强件表面回引出交叉线,交叉点即为原机孔的同心点。
2.2 打点器引孔定位
打点器引孔定位分为主动式敲击打点器引孔定位及被动式引孔定位。如图4所示,主动式引孔定位使用的打点器通常制作成与原机孔直径为间隙配合的光杆,打点器端部中心有定位凸起点,使用时把打点器带有定位点的一端放入原机孔,使用榔头轻轻敲击打点器另一端,即在加强件上留下印记,即为原机孔同心点。

图4 主动敲击打点器引盲孔
如图5所示,被动敲击打点器引孔定位时操作使用的打点器模拟螺栓外形,打点器定位点位于端帽处中心。首先把打点器放入原机孔,加强件紧贴机体结构表面安装并固定,使用橡胶榔头在打点器上部敲击加强件,在撞击力的作用下打点器定位点在加强件上留下印痕,即为原机孔同心点。
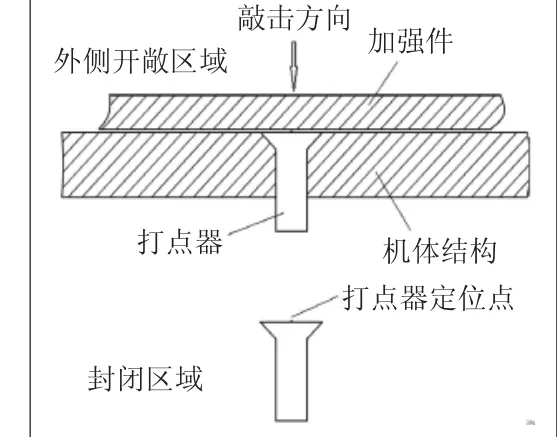
图5 被动敲击打点器引盲孔
主动式敲击打点器引孔定位及被动式引孔定位的优势在于引孔定位稳定性好、精度高,可实现批量引孔。同时主动式敲击打点器引孔定位适用于内部相对开敞的区域,而被动式引孔定位可满足封闭区域的高精度引孔定位。
2.3 磁铁引孔定位
磁铁引孔定位适用于机体结构及加强件为非铁磁性材料,其工作原理是根据磁铁异性相吸的原理,如图6、图7所示,把铁磁定位引孔器套管及定位磁铁制造成圆柱体,根据原机孔径选择相配合的定位磁铁放入原机孔中,试装配好加强件,把铁磁定位引孔器放在加强件上表面,铁磁定位引孔器与定位磁铁因异性相吸原理而自动找正,按下标记笔即可在加强件上留下标记点。

图6 磁铁定位引孔器引孔示意图

图7 磁铁定位引孔器剖面示意图
3 试验验证
3.1 试验准备
模拟飞机结构及其材料,使用铝板制作6组试验样本及加强件,样本尺寸为200 mm×200 mm×3 mm,加强件尺寸为160 mm×160 mm×3 mm。首先按照结构件机械装配通用要求在样本1~样本6中间160 mm×160 mm范围内分布钻制25个φ8H9孔。各组样本及加强件引孔定位方式见表1。

表1 试验列表
3.2 实施过程
在样本1上,按照划针引孔定位方法在加强件1上引出25个新孔定位点并使用台钻钻制到φ8 mm;在样本2上,按照常规引出线引孔定位方法在加强件2上引出25个新孔定位点并使用台钻钻制到φ8 mm;在样本3上,按照透孔夹引孔定位方法在加强件3上引出25个新孔定位点并使用台钻钻制到φ8 mm;在样本4上,按照新型引出线引孔定位方法在加强件4上引出25个新孔定位点并使用台钻钻制到φ8 mm;在样本5上,按照打点器引孔定位方法,在加强件5上引出25个新孔定位点并使用台钻钻制到φ8 mm;在样本6上,按照磁铁引孔定位方法在加强件6上引出25个新孔定位点并使用台钻钻制到φ8 mm。
分别把样本及对应的加强件重叠固定,使用塞规从样本一侧插入孔中,检测通过率。
3.3 对比情况
试验统计情况见表2。通过试验发现,采用打点器引孔定位合格率达到96%,新型引出线引孔定位、磁铁引孔定位合格率达到92%,而常规引出线引孔定位一次合格率仅有56%,在实际使用中使用常规引出线引孔定位时需进行纠偏处理,才能保证终孔合格。通过试验对比发现,采用打点器引孔定位、新型引出线引孔定位、磁铁引孔定位等新型引孔定位方式精度明显高于常规引孔定位方式。

表2 试验情况
通过线性图展现上述6种引孔定位方法合格情况对比,如图8所示。

图8 引孔定位方法合格情况对比
4 结论
通过对飞机机体结构修理加强时引孔位置、材质、空间等因素的分析,对照常规引孔定位方法,形成新型引孔定位工艺方法,设计或改造独特的引孔工具,可实现各类疑难部位的机上精准、快速引孔定位,确保飞机维修质量。
猜你喜欢
内燃机与动力装置(2022年1期)2022-03-21
保健医苑(2021年9期)2021-09-08
光明中医(2019年9期)2019-03-19
机械制造与自动化(2018年6期)2019-01-08
中国设备工程(2018年14期)2018-08-09
金色少年(奇趣科普)(2017年4期)2017-06-05
北京理工大学学报(2016年9期)2016-11-24
大连理工大学学报(2013年2期)2013-09-27
为了孩子(孕0~3岁)(2009年4期)2009-03-30
祝您健康(1987年3期)1987-12-30
