SINUMERIK840D系统加工中心增量铣技术
2021-09-24 08:44:49梅雪任东平
内燃机与配件 2021年18期
梅雪 任东平

摘要:通过编制宏程序,改变赋值变量,实现在铣削任意深度时自动增量铣,当铣削到要求深度时可自动退刀,此宏程序可应用范围广泛,在整个使用过程中大大节省编程时间,提升产品质量,提高加工效率。
Abstract: By programming macro program and changing assignment variables, automatic incremental milling can be realized when milling any depth, and automatic tool withdrawal can be realized when milling to the required depth. This macro program can be applied in a wide range, greatly saving programming time in the whole use process, improving product quality and processing efficiency.
关键词:宏程序;增量铣;SINUMERIK840D系统
Key words: macro program;incremental milling;SINUMERIK 840D system
中图分类号:TG519.1 文献标识码:A 文章编号:1674-957X(2021)18-0111-02
0 引言
西门子SINUMERIK840D系统是开放式的数控系统,可以通过数据通道实现系统变量和外部R参数之间的相互传递,因此能够比较轻易的通过宏指令去实现重复循环的功能。在加工中心、数控龙门铣、数控镗铣床中应用广泛。西门子数控系统中具有宏程序的使用、调用、管理的功能。对于增量铣削的宏程序,西门子也有一些程序模块,例如增量铣圆、铣多边形等,但通用型的增量铣宏程序缺少。本文编制的数控宏程序针对加工过程中的增量性来实现绝大多数零件和形状的增量铣,可实现进刀时自动增量、自动退刀在整个使用过程中大大节省编程时间,提升产品质量,提高加工效率。
1 增量铣的宏程序
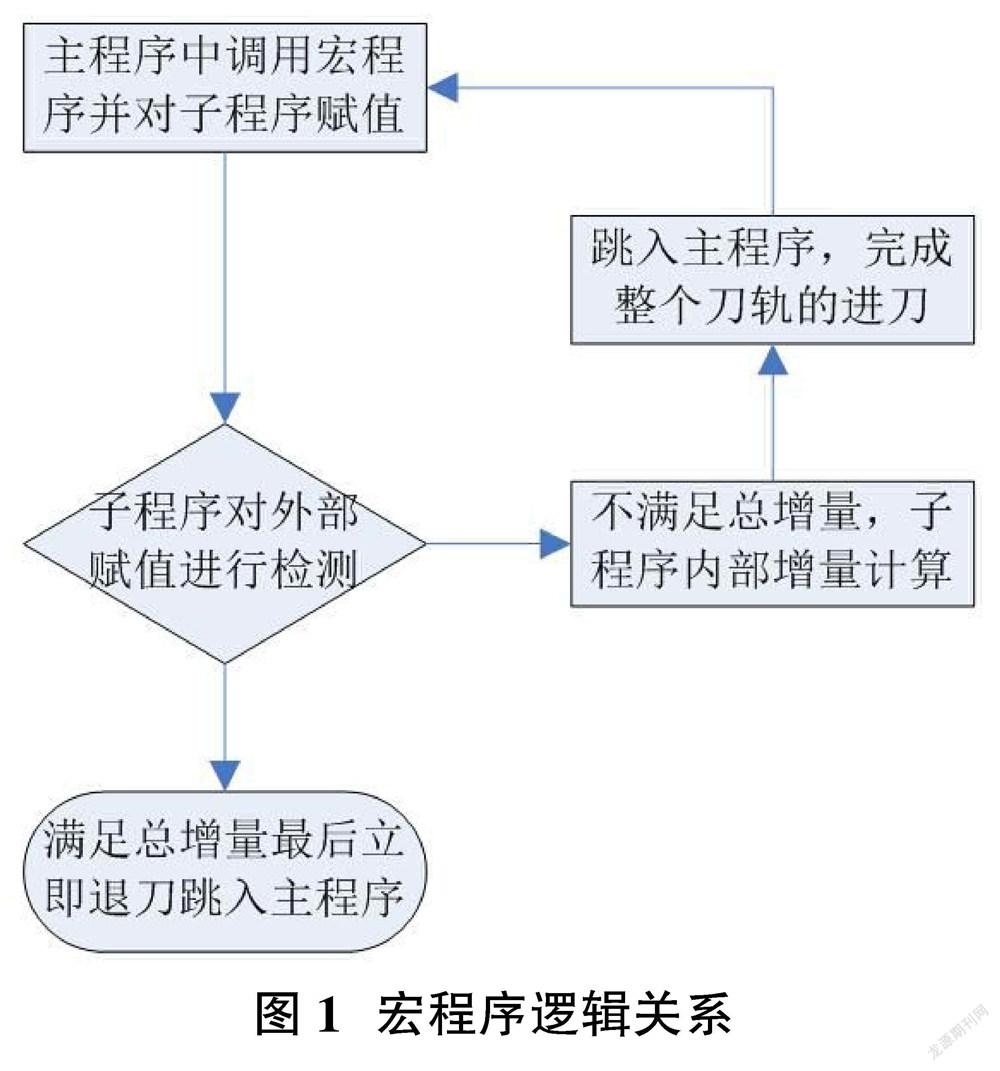
通过研究我公司联接板键槽的铣削加工。联接板的键槽为规则长方形,刀路轨迹比较简单,但是需要多次进刀和退刀,编程过程中存在大量重复程序段,导致程序段非常长,编程過程复杂且繁琐。经过对不同大小、深度的键槽的研究,可以编制宏程序储存为子程序代替原有繁琐的程序段。此宏程序准确完成从增量到外部主程序循环到再增量,并且程序只需要在调用子程序后对变量进行赋值,所有的计算过程系统可自行处理,如图1所示为此宏程序的简单逻辑关系。
主程序中按照图纸要求对应填写尺寸,在主程序中确定铣削形状的同时,只需要修改各别参数及能使用于不同键槽加工。并找出自动进刀和退刀的规律,给定加工深度、确定增量和安全距离。
首先设置共有变量,ZLX:增量铣、ZL:增量、ZS:总深、DY:第一刀、X:X起始位置、Y:Y起始位置、Z:Z起始位置,编程如下:
N10 PROC ZLX(REAL _ZS,REAL _DY,REAL _ZL,REAL _X,REAL _Y,REAL _Z) SBLOF DISPLOF
N15
IF (_ZSFR[15]==8888)AND(_Z==0)
_ZL=_ZSFR[16]
ENDIF
N20 if _z==0 gotof sb
N25 if r100==-123456 gotof cc
N30 if _zl==_zs gotof bbb
N35 r100=r100+_zl
N40 if _dy-r100>_zs gotof aa
N45 if _dy-r100<=_zs gotof bbb
N50 g90
N55 aa:g0 z=_z
N60 g0 x=_x y=_y
N65 g0 z=_dy-r100
N70 m17
N75 bbb:g0 z=_z
N80 g0 x=_x y=_y
N85 g0 z=_zs
N90 r100=-123456
N95 m17
N100 cc:
STOPRE
IF _Z==0
_ZSFR[15]=0
ENDIF
N102 g0 z=_z
N105 r100=0
N110 ret("rdp2",1) (返回主程序中rdp2)
N125 sb:
N130 if r100==-123456 gotof cc
N135 if _zl==_zs gotof bbb
N140 r100=r100+_zl
N145 if _dy-r100>_zs gotof aa
N150 if _dy-r100<=_zs gotof bbb
N155 g90
N160 aa:
N165 g0 x=_x y=_y
N170 g0 z=_dy-r100
N175 m17
N180 bbb:
N185 g0 x=_x y=_y
N190 g0 z=_zs
N195 r100=-123456
N200 m17
N205 cc:
STOPRE
IF _Z==0
_ZSFR[15]=0
ENDIF
N210 r100=0
N215 ret("rdp2",1) (返回主程序中rdp2)
N220 ;DEF CHAN REAL _HEHE
N225 ;REDEF _HEHE INIRE
以上为整个宏程序段,可在机床上直接储存机床系统宏指令内,使用时可直接调用子程序。运用此段宏程序使用时,有一点需要注意,因为需要多次跳入子程序和跳入主程序来回转移,所以程序中转移指令的运用非常频繁,因此运用此宏程序需要增加转移指令“RDP2:GOTOB RDP1”,也是因为使用此命令大大提高。整个程序逻辑比较简单清晰,具有很好的程序的可读性强。
2 具体应用
操作人员在使用此程序时,使用寻边器完成对刀,确定起刀点的初始位置即X、Y、Z的初始位,其次给出进刀轨迹,然后调用宏程序并对所设定的变量赋值。
举例说明:此为一个键槽参数:长210×宽80 别设置X、Y、Z的初始位置925、15、0。
……
N10 M42
N20 T50 M06
N30 MSG("D50插铣刀,铣槽80+0.245,+0.085")
N40 G54S1200F600M03D1
N50 G0Z300
N60 RDP1: ZL( -21.3, -0.3, 1, 925, 15.16, ) (跳入子程序)
N70 G01X670
N80 G01Y-15.16
N90 G01X925
N100 RDP2:GOTOB RDP1
N110 G153G0Z0
N120 G0Y-500
N110 M42
N120 T25 M06
N130 MSG("D32立銑刀,铣槽80+0.245,+0.085")
N140 G54S1000F200M03D1
N150 G0Z300
N160 R1=24.1 ;标准24
N170 RDP1: ZL( -21, 0, 100, 915, R1, )
N180 G01X670
N190 G01Y=-R1
N200 G01X915
N210 RDP2:GOTOB RDP1
N220 G153G0Z0
N230 G0X780Y0
……
运用此宏程序便可轻松完成铣成的键槽,整个程序段应用此程序铣成的键槽,完全达到图纸精度要求。对于新入手的操作人员来说操作方便。程序设定了进刀量,可对产品的加工参数进行标准化。
3 拓展范围
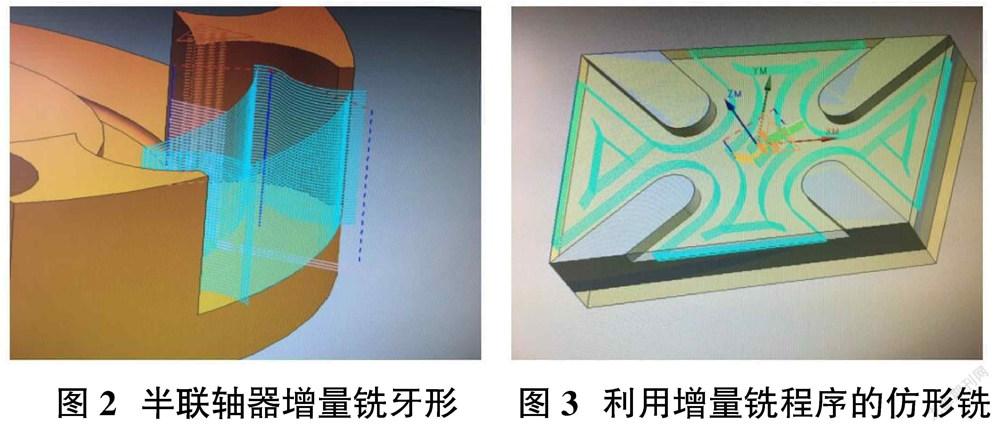
由于宏程序只是针对Z轴方向的增量的情况下,对于工件的形状,要求较低,在针对复杂形状的工件时,只需要模拟出第一刀的走刀轨迹,后续可直接调用宏程序,如图2和图3所示,经应用此宏程序大大减少程序段。此程序可以进一步拓展。建立的宏程序指令可以存入机床系统后台后长期有效,在西门子SINUMERIK840D和SINUMERIK802D上都均得到验证,加工过程零错误,程序非常稳定。通过对此宏程序验证提高了程序的通用性。
编程人员在编制一些复杂工件时,利用此增量铣宏程序,比普通方法显得更方便、简洁和高效。减少了程序的修改和效验时间。条理性和逻辑性更强,对提高产品质量、提高劳动生产效能,有显著的意义。
参考文献:
[1]王明红.数控技术[M].北京:清华大学出版社,2009.
[2]杜军.数控宏程序编程手册[M].北京:化学工业出版社,2014.
[3]文怀兴,夏田编著.数控机床系统设计(第二版)[M].化学工业出版社,2011.
猜你喜欢
电动工具(2022年2期)2022-05-18 08:40:38
数字技术与应用(2019年9期)2019-12-13 07:22:50
组合机床与自动化加工技术(2019年11期)2019-11-27 06:13:52
日用电器(2019年12期)2019-02-26 01:53:06
组合机床与自动化加工技术(2018年9期)2018-10-09 07:19:46
精密制造与自动化(2018年1期)2018-04-12 07:42:46
电脑爱好者(2017年10期)2017-06-01 21:53:00
表面工程与再制造(2016年5期)2016-12-15 11:42:26
汽车零部件(2014年3期)2014-02-06 06:35:46
设备管理与维修(2013年2期)2013-12-04 01:50:20