
QC质量管理方法在提升产品尺寸稳定性中的应用
2021-09-23 11:09刘俊军
商品与质量 2021年36期
刘俊军
南京钢铁集团有限公司 江苏南京 210035
1 选题理由
(1)紧密围绕公司2020年工作方针,以质量、效益为中心开展工作。
(2)∠125*125等边角钢是中线主打产品,每月产量在2000吨以上,主要供各大铁塔厂建造塔基使用,产品质量的稳定性直接影响接单量和公司的信誉。
(3)尺寸稳定性问题导致产品改尺、改判、判废多,严重影响成材率的提升,造成生产成本增加。
2 现状调查
2019年7~9月不合格率均在2.0%以上。(图1):
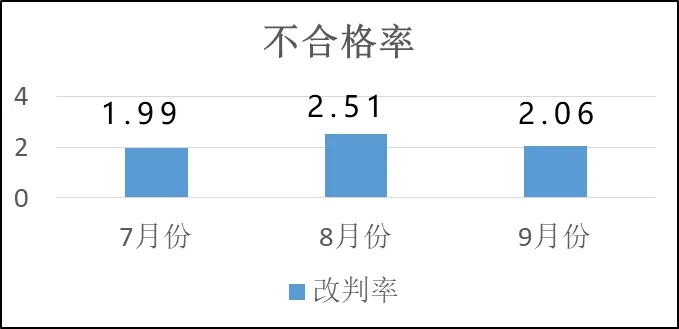
图1 2019年7~9月不合格率柱状图
由上图可以看出,∠125*125等边角钢宽度尺寸不合格率均在2.0%以上,调质时间长,严重影响了生产节奏;产生改尺、改判、判废品多,造成降级、返工、判废损失,增加了质量成本。
3 确定目标
目标:∠125*125全厚度规格宽度尺寸不合格率控制在1.0%以内。
4 原因分析
(1)通过全体小组成员的讨论,我们从人、机、料、法、环等方面着手,找出∠125*125全厚度规格宽度尺寸不合格率高的原因,绘制出如下因果图:
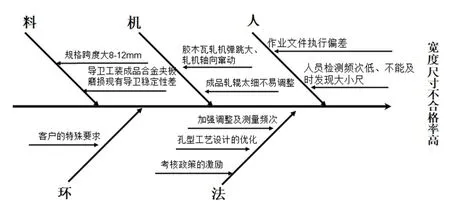
图2 ∠125*125宽度尺寸不合格率高的因果分析图
(2)要因确认表1。

表1 要因确认
(3)找出主因:①轧机弹跳、窜动;②轧辊、导卫磨损导致尺寸不稳定;③孔型工艺不合理。
5 制定对策,见表2

表2 制定对策
6 对策实施
6.1 轧机弹跳、窜动
6.1.1增加胶木瓦的耐磨性
针对胶木瓦不耐磨的问题,与厂家进行交流,并在胶木瓦生产工艺上进行改进。1月份交付使用,耐磨性明显改善[1]。
6.1.2从生产作业本身查找问题
胶木瓦安装时要与瓦座孔型对正,瓦座水孔及时清理干净,防止水孔堵塞影响供水;轧辊上线之前,辊脖子使用磨床加工,光洁度光滑无棱角。
6.1.3解决扒瓦和扒瓦螺杆易松动问题
建议采购的合金450I扒瓦和合金扒瓦螺杆3月5日到货,使用后450I轧机弹跳和窜动明显减小。
6.1.4增加轧机冷却水量,减缓胶木瓦磨损
把除尘水放到轧机上冷却胶木瓦,保证水量的充足,减缓胶木瓦的磨损。
6.1.5严格工艺纪律,保证关键道次料型尺寸
生产过程中关注关键道次料型尺寸的变化,定期检查并记录,减小料型尺寸变化产生的影响。
6.2 轧辊、导卫磨损导致尺寸不稳定
(1)严格孔型吨位制度:轧辊严格实施孔型吨位管理制度,已进行修订。
(2)增上高合金耐磨夹板:已经采购,并在2月份开始使用,效果良好。
(3)生产时K1、K2进口合金夹板冷却水正常投入使用,减少磨损。
6.3 孔型工艺不合理
∠125*125共计有*8/*10/*12三个厚度产品,厚度宽度大。在孔型设计中同等宽度尺寸产品,厚规格前道次的料型中线线宽度越宽,生产薄规格使用同一套孔型时,成品前来料宽度偏小,致使成品轧制时宽度偏负,造成成品材宽度小尺。
在孔型上进行系统优化,把*8厚度产品450I轧辊,即K2、K3、K4、K5孔型分别进行扩宽,保证K2孔型过钢后的宽度尺寸,确保成品宽度尺寸。具体修改见下图:
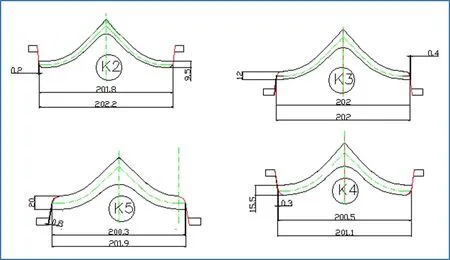
图3 ∠125*125孔型工艺优化图
7 效果检查
通过各项措施的实施,2020年3月份到6月份攻关效果显著,见表3。

表3 ∠125*125 3~6月份不合格率统计表
由分析表可以看出,不合格品率在逐步下降,其中4~6月份均下降到1.0%以下。

表4 攻关指标实施前后对比
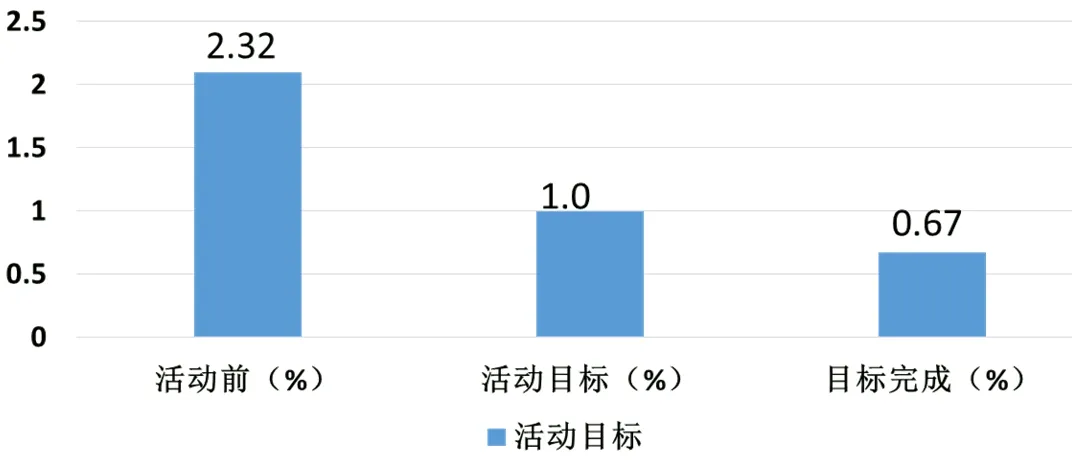
图4 活动目标完成情况
由此看来本次PDCA循环成果较为显著,本攻关课题分析得当,措施实施有效,为公司完成降本增益目标打下良好的基础。
8 巩固措施
为了确保本次活动的成果,小组成员把取得的成果进行了书面整理,并制定岗位标准化作业指导书固化、实施。
9 结语
由此看来本次PDCA循环成果较为显著,本攻关课题分析得当,措施实施有效,为公司完成降本增益目标打下了良好的基础。
猜你喜欢
铝加工(2022年3期)2022-11-24
金属热处理(2022年7期)2022-07-26
风流一代·TOP青商(2022年1期)2022-01-20
新疆钢铁(2021年1期)2021-10-14
中国新技术新产品(2020年4期)2020-05-05
中国品牌(2020年12期)2020-01-14
科技与创新(2019年21期)2019-11-27
中国新技术新产品(2017年13期)2017-07-12
CHIP新电脑(2016年8期)2016-08-25
中国纤检(2015年8期)2015-05-08
