
微波消解原子荧光法快速测定铁矿石中锡的含量
2021-09-14 03:58李波杨倩汪岩
现代矿业 2021年8期
李 波 杨 倩 汪 岩
(1.中钢集团马鞍山矿山研究总院股份有限公司;2.金属矿山安全与健康国家重点试验室;3.华唯金属矿产资源高效循环利用国家工程研究中心有限公司;4.国家冶金工业铁精矿质量监督检测中心)
铁在地壳中的含量仅次于氧、硅、铝,在自然界中大部分呈铁的氧化物、硫化物和含铁硅酸盐或磷酸盐等矿物形式存在。铁矿石是钢铁工业的基本原料,其含有的钴、锰、钒、钼、钒、镍等属于有益组分,可很好地提高钢铁质量;砷、锡、硫、磷等属于有害组分,能降低钢材的性能,使钢材易断裂、性脆、焊接性能差[1]。
炼铁用铁矿石的工业指标中锡含量一般要求小于0.08%,因此建立一种快速、方便、灵敏度满足要求的测定铁矿石中锡含量的检测方法具有十分重要的意义。铁矿石中锡含量的检测方法目前主要采用分光光度法[2]、火焰原子吸收法[3]、电感耦合等离子发射光谱法[4]等,这些方法在样品前处理上通常都存在操作较繁琐、流程较长,对人员的操作能力要求较高等缺点,灵敏度等往往也达不到相关要求。
微波消解是指利用微波在高压条件下加热密闭容器中的试样和消解液,在样品前处理上具有加热快、升温高、消解能力强、时间短、消耗溶剂少等优点[5]。原子荧光光谱仪具有仪器相对简单、分析速度快、灵敏度高等优点,目前广泛应用于各类检测实验室[6]。本研究采用微波消解的前处理方法,建立快速测定铁矿石中锡的方法。该方法具有干扰少、操作便捷、速度快、检出限低、准确度高、线性范围宽等优点,能够满足大批量铁矿石样品中锡的测定。
1 试验仪器及试剂
1.1 试验仪器
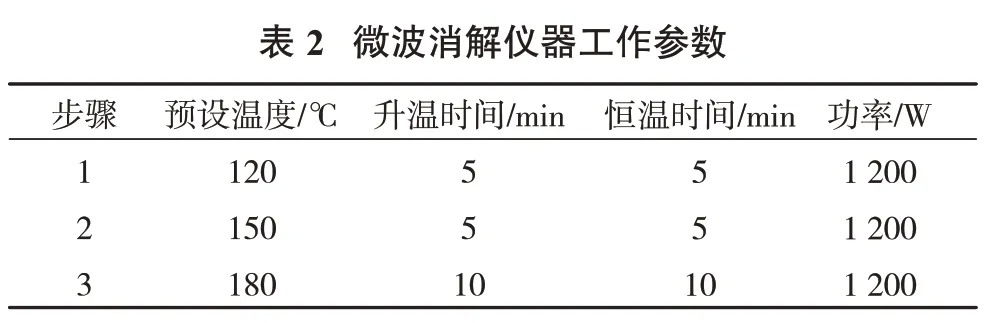
试验仪器包括AFS-9330 型全自动六灯位顺序注射原子荧光光度计(北京吉天仪器有限公司)、锡空心阴极灯(北京有色金属研究总院),原子荧光光度计工作参数见表1;CEM-MARS6型微波消解仪(美国CEM 公司)、50 mL 聚四氟乙烯消解管、ED54 型电热多孔石墨消解仪(莱伯泰科有限公司),微波消解仪器工作参数见表2。

1.2 试验试剂
盐酸(优级纯),密度1.18 g/mL;硝酸(优级纯),密度1.42 g/mL;氢氟酸(优级纯),密度1.15 g/mL;过氧化氢(优级纯),密度1.18 g/mL;高氯酸(分析纯),密度1.67 g/mL;硼氢化钾溶液(10 g/L),称取5.0 g 优级纯氢氧化钠,用水溶解后加入10.0 g 优级纯硼氢化钾,用水稀释至1 000 mL,该溶液现用现配;硫脲-抗坏血酸混合液(100 g/L),分别称取20.0 g 分析纯的硫脲和20.0 g 分析纯的抗坏血酸,用水溶解并稀释至200 mL,该溶液现用现配;水中锡标准储备液(500 μg/mL,钢研纳克检测公司,编号GSBG62042-90);锡标准使用液(1 000 μg/L),用1.0%的盐酸溶液将上述锡标准储备液逐级稀释为含锡1 000 μg/L。
2 试验方法
2.1 样品前处理
准确称取0.5 g 干燥后的样品于50 mL 聚四氟乙烯消解管中,加入6 mL 盐酸、2 mL 硝酸、2 mL 过氧化氢和2 mL 氢氟酸[7],反应缓和后,装入外罐,旋紧密封,置于微波消解仪中,于最佳状态(表2)下消解完全。待消解液冷却后,加入3 mL高氯酸,在电热多孔石墨消解仪上加热至冒高氯酸烟,并保持3 min 左右。取下冷却至室温,加入5 mL 盐酸溶液(1 体积盐酸、4 体积蒸馏水)溶解盐类后转移至100 mL 容量瓶中,用水定容至刻度后摇匀。移取10 mL 溶液于100 mL容量瓶中,加入1 mL盐酸、5 mL硫脲-抗坏血酸混合液(100 g/L),用水定容至刻度后摇匀待测,并做空白试验。
2.2 标准曲线溶液的配制
分别移取1 000 μg/L 的锡标准使用液0、0.25、0.50、1.00、2.50、5.00、10.00 mL 于7 个100 mL 容量瓶中,依次加入1 mL 盐酸、5 mL 硫脲-抗坏血酸混合液(100 g/L),用水稀释至刻度后摇匀,静置30 min 后待测。此标准曲线相当于含锡0、2.5、5.0、10.0、25.0、50.0、100.0 μg/L。
2.3 样品测定
按表1调整原子荧光光度计至最佳工作条件,并预热30 min 后依次对标准曲线溶液、样品空白溶液和铁矿石样品溶液进行测定。
2.4 结果计算
根据测定结果计算铁矿石的锡含量,若测定结果超出标准曲线的线性范围,则需稀释后再进行测定,计算时乘上稀释倍数。
3 试验结果与讨论
微波消解原子荧光法测定铁矿石中的锡,采用微波消解仪进行样品前处理具有快速、简单等优点,采用原子荧光法具有灵敏度高、准确度好等优点。锡的激发波长位于原子荧光光度计光电倍增管灵敏度最好的波段,锡与硼氢化钾反应生产锡化氢,通过氩气载入石英原子化器中分解为原子态锡,从而实现锡与干扰元素的分离,降低干扰[8]。
3.1 铁矿石样品前处理方法的选择
由于铁矿石样品的复杂性,样品前处理方法的选择对于测量结果是否准确至关重要,采用微波消解仪通过密闭高温高压的方式消解铁矿石样品,方法操作简单,速度快,样品消解完全,同时也减少了各类酸的用量,能有效降低空白的影响和检测成本。考察了消解酸的种类和加入量,发现采用盐酸-硝酸-氢氟酸-过氧化氢混合酸通过微波消解仪消解样品效果较好,对磁铁矿、赤铁矿、球团矿、烧结矿等均能消解完全,加入量分别为6 mL 盐酸、2 mL 硝酸、2 mL 过氧化氢和2 mL 氢氟酸。微波消解仪消解完样品后,因样品溶液中含有氢氟酸,需要加入高氯酸进行赶酸,以便进行下一步测试[9]。试验采用ED54 型电热多孔石墨消解仪,可同时进行54个样品的赶酸,能够很好地提高工作效率,适用于批量样品的前处理。
3.2 盐酸酸度对测定结果的影响
原子荧光法测定锡的含量,对酸度的要求比较严格,因为只有在一定酸度范围内才形成锡化氢。若酸度太低,则反应缓慢且不完全;若酸度过高,则会产生过多的氢气,稀释锡化氢的浓度,造成仪器灵敏度下降[10]。试验采用盐酸为载流和酸介质,还原剂使用10 g/L硼氢化钾,分别考察了盐酸体积分数为0.5%、1.0%、2.0%、5.0%、10%时对原子荧光强度的影响,结果见表3。
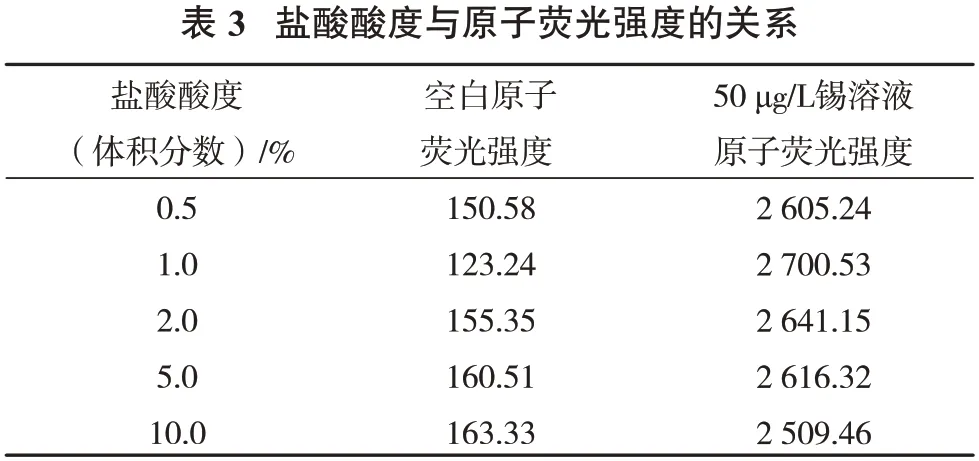
由表3 可以看出,用体积分数1.0%盐酸为载流和酸介质时,锡溶液的原子荧光强度值最大,且空白原子荧光强度值最低,因此,选择体积分数1.0%的盐酸为载流和酸介质。
3.3 还原剂硼氢化钾溶液浓度对测定结果的影响
硼氢化钾溶液的浓度对铁矿石锡含量测定的灵敏度、准确性等有着一定的影响[11]。消解后的铁矿石样品溶液中的锡部分以高价态形式存在,需用还原剂硼氢化钾将其还原到较低价态。硼氢化钾溶液的保存必须要在碱性溶液中,否则会造成还原剂的失效。硼氢化钾溶液的浓度在一定范围内,锡的原子荧光强度随硼氢化钾溶液浓度的增加而增加,若超过一定范围,锡的原子荧光强度会下降,主要是因为硼氢化钾与盐酸反应产生大量的氢气稀释了锡化氢的浓度。试验考察了不同硼氢化钾浓度对测定结果的影响,最终确定硼氢化钾溶液的浓度为10 g/L。
3.4 仪器主要参数的选择
在原子荧光光谱分析中,仪器主要参数灯电流、负高压、载气流量、屏蔽气流量等对仪器灵敏度和准确度等都会产生一定的影响,因此选择合适的仪器参数条件至关重要。原子荧光强度一般会随着灯电流、负高压的增加而增加,负高压的提高会导致仪器噪声增大,灯电流的提高会减少空心阴极灯的使用时间;载气和屏蔽气流量的选择需要在一个合适的范围内,气流量小时,火焰不稳定、重复性差;气流量大时,会稀释氢化物浓度,导致原子荧光强度降低[12]。试验考察了不同仪器参数条件下,原子荧光强度的变化情况,最终确定了原子荧光光度计的最佳工作条件。
3.5 干扰和消除
采用原子荧光法测定铁矿石的锡含量时,铁矿石中含有的铜、铁、砷、镍、锌等会有一定的干扰,加入硫脲-抗坏血酸溶液可以消除相关干扰[13]。试验考察了锡标准溶液Fe3+浓度分别为0、0.5、1.0、2.0、3.0 mg/L时,对锡测定产生的干扰。试验表明,加入5 mL硫脲-抗坏血酸混合液(100 g/L)时可以消除铁的干扰。
3.6 线性范围、检出限和精密度
在表1的工作参数条件下,按照试验方法测得锡的含量范围为0~100 μg/L,线性相关系数为0.999 6;在选定的试验条件下,对试剂空白溶液进行连续11次测定,以3倍试剂空白值的标准偏差除以斜率计算方法的检出限,锡的检出限为0.08 μg/L;对锡标准溶液(50 μg/L)进行连续测定13 次,结果见表4,相对标准偏差RSD 为0.22%,符合铁矿石锡含量测定的精度要求。

3.7 回收率试验
称取0.5 g 铁矿石样品,按照试验方法进行消解和定容,于分取液中加入不同体积的锡标准溶液,酸化还原定容后上机测试,回收率结果见表5。
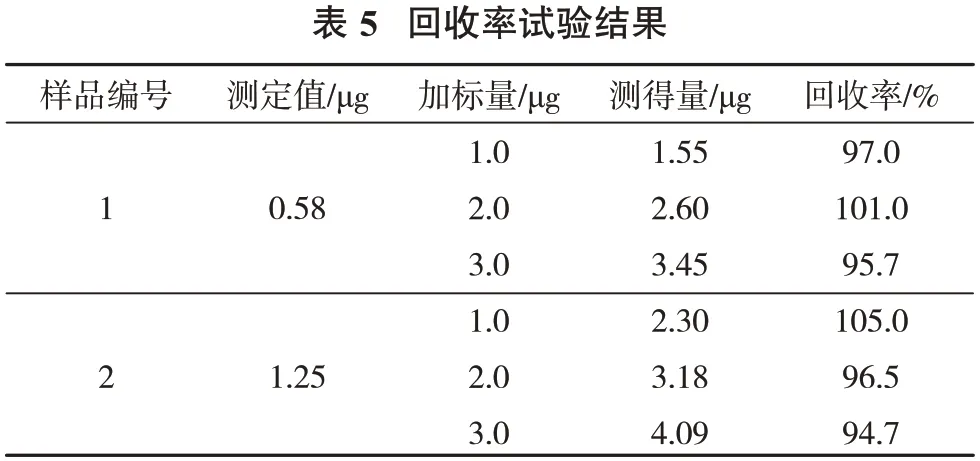
由表5 可以看出,加标回收率在94.7%~105.0%,能够满足锡含量测定的要求。
4 结论
(1)以微波消解仪消解铁矿石样品,建立了一种微波消解原子荧光法快速测定铁矿石锡含量的方法,对样品前处理方法、盐酸酸度影响、还原剂浓度影响、仪器主要参数选择等进行了条件试验,确定了最佳测试条件。
(2)锡标准曲线在0~100 μg/L 范围内呈良好的线性关系,相关系数为0.999 6。通过对锡标准溶液以及铁矿石样品进行测试,加标回收率为94.7%~105.0%。该方法具有操作便捷、样品消解速度快、检出限低、准确度高、线性范围宽等优点,能够满足大批量铁矿石样品锡含量的测定要求。
猜你喜欢
资源导刊(2021年10期)2021-11-05
环保科技(2020年4期)2020-09-03
资源节约与环保(2018年1期)2018-02-08
中成药(2016年8期)2016-05-17
合成材料老化与应用(2016年2期)2016-03-13
食品界(2016年4期)2016-02-27
铜业工程(2015年4期)2015-12-29
中国非金属矿工业导刊(2015年5期)2015-12-22
无机盐工业(2013年5期)2013-03-19
无机盐工业(2012年6期)2012-04-05
