Q345/316L异种钢 K-TIG焊接接头的组织及性能
2021-09-10 07:22王晓军杨健周栋安兵
电焊机 2021年1期
王晓军 杨健 周栋 安兵




摘要:采用K-TIG焊接方法对Q345/316L异种钢进行焊接试验,并利用光学显微镜、扫描电镜、万能试验机、冲击试验机、显微硬度仪等观察和分析焊接接头的显微组织及力学性能。结果表明:靠近316L侧焊缝组织为奥氏体及骨骼状铁素体,呈柱状晶分布,靠近Q345侧焊缝组织为板条马氏体。316L侧形成宽约45~50 μm的熔合区,由细小的蠕虫状铁素体呈无方向且不连续的分布在奥氏体基体上。Q345侧熔合区产生魏氏组织,过热区晶粒粗大且有索氏体生成,相变重结晶区晶粒细小。拉伸断裂位置均发生在Q345侧母材。焊接接头冲击韧性良好,断裂位置均在Q345热影响区,断口为韧脆混合准解理断裂,有韧窝、河流花样、解理台阶。焊缝显微硬度明显高于两侧热影响区及母材。
关键词:K-TIG; 异种钢焊接; 显微组织; 力学性能
中图分类号:TG457.11 文献标志码:A 文章编号:1001-2003(2021)01-0066-07
DOI:10.7512/j.issn.1001-2303.2021.01.10
0 前言
Keyhole TIG焊接是澳大利亚CSIRO公司开发的一種大电流TIG焊接技术,通过电弧压力、匙孔侧壁金属蒸发形成的蒸汽反作用力、液态金属表面张力及重力的动态平衡实现“ 匙孔 ”焊接,具有高质量、高效率和低成本的优势[1]。Yifei Huang等人[2]研究了AISI 304/Q345 异种钢K-TIG焊接接头的组织和性能。结果显示,焊缝组织为条状马氏体和残余奥氏体,强度和塑性均良好。Shuwan Cui等人[3]研究了S32101双相不锈钢K-TIG焊缝的组织演变和力学性能。结果显示,铁素体和奥氏体的位向角由高角晶界迁移到低角晶界。焊缝金属的冲击性能低于母材,但抗拉强度和显微硬度均优于母材。随着现代工业及焊接技术的不断发展,异种钢焊接结构的应用越来越广泛[4],常用于海洋电站、船舶、石油化工(管线、储罐)、生物制药(储罐)、机械制造(焊接阀板)等领域。例如某化工“ MA水解塔 ”整体结构为316L不锈钢,裙底为低合金钢Q235B[5]。这对异种钢焊接接头的强度、塑性、韧性等提出了更高要求,因此研究高效率、高质量的异种钢焊接接头具有重要的实际意义。
1 试验设备、材料及方法
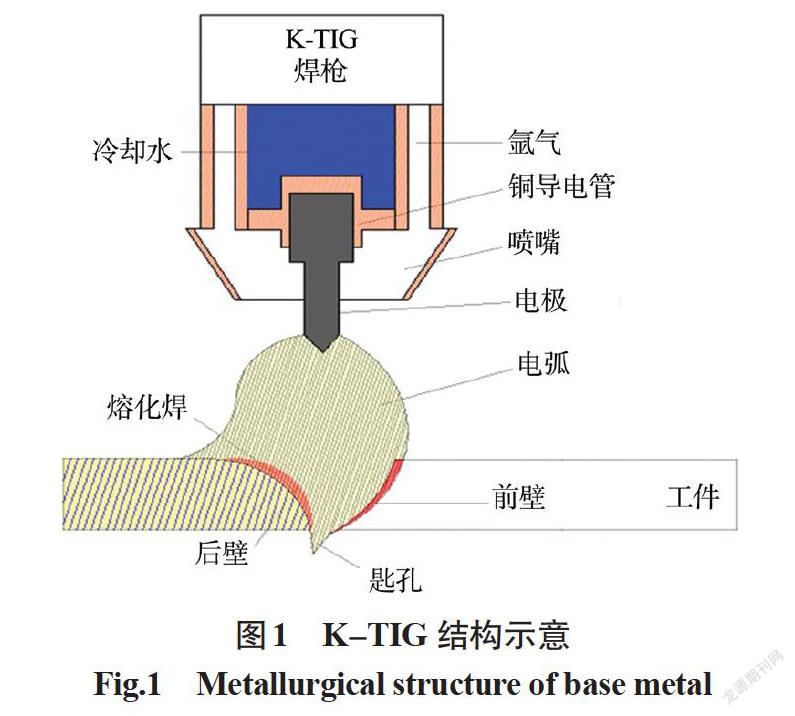
试验设备包括OTC弧焊机(额定电流500 A)、K-TIG焊枪、水冷箱、焊件移动控制平台。K-TIG焊枪结构如图1所示,其高效的冷却系统将电弧压缩到阴极尖端,阴极电子在较小的范围内发射,提高了阴极发射密度,导致电弧更集中、更具穿透力,能够实现高质量、高效率焊接。
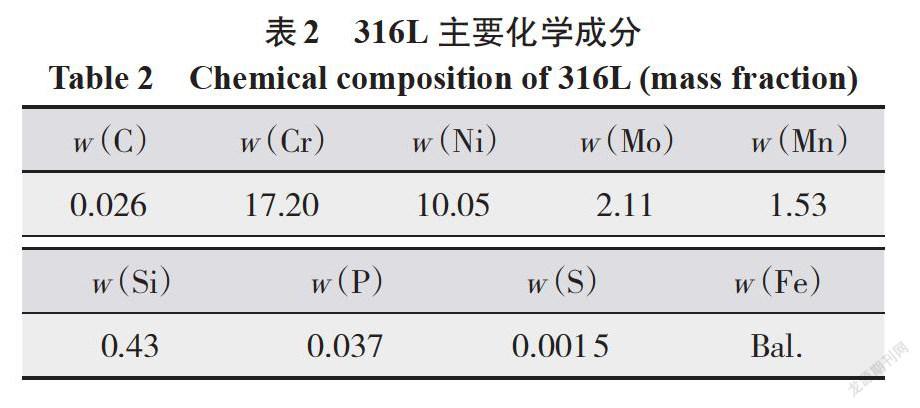
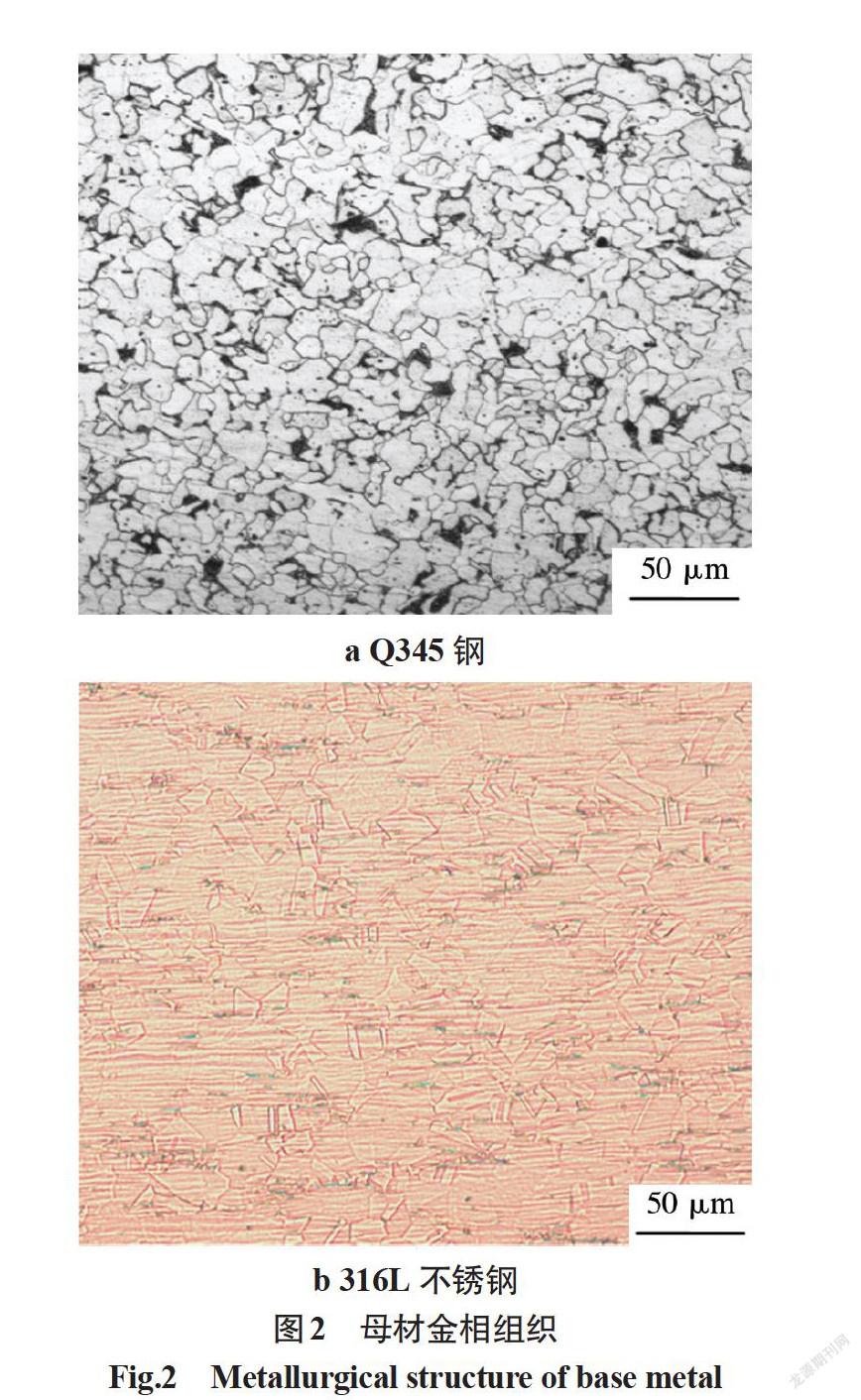
试验母材选用Q345低合金钢和316L奥氏体不锈钢,其主要化学成分如表1、表2所示。Q345母材组织为铁素体及珠光体,见图2a;316L奥氏体不锈钢母材组织为等轴奥氏体及少量铁素体,见图2b。
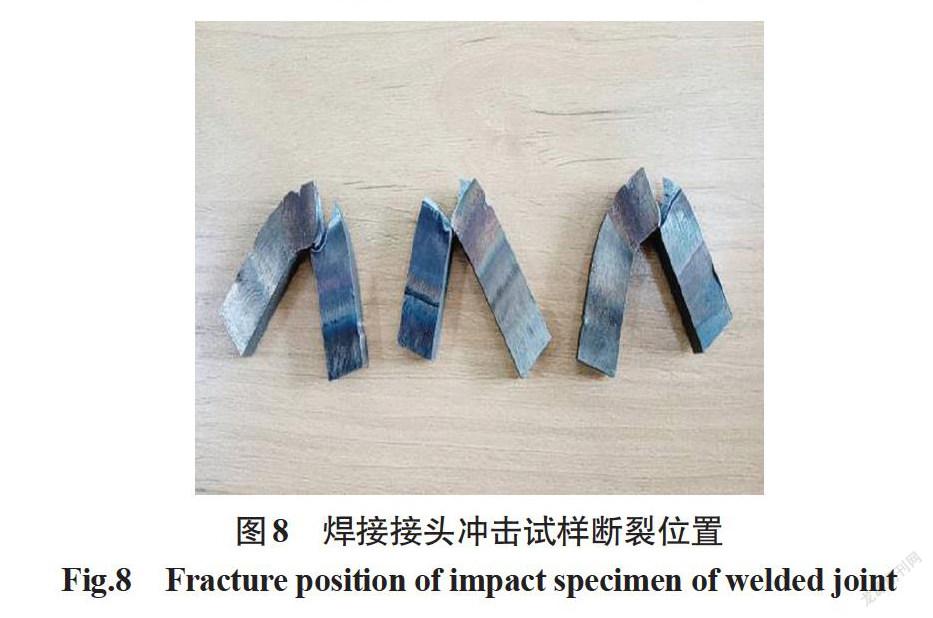
Q345和316L尺寸为200 mm×100 mm×6 mm,采用对接接头,不开坡口、不用填充材料,单面焊双面成型。焊前去除表面及端面的铁锈、氧化膜等杂质,防止产生气孔、夹渣等缺陷。由于K-TIG焊接“ 匙孔效应 ”显著[6],工件的装配间隙对匙孔的稳定性影响很大,考虑到焊缝收缩,推荐值为≤0.5 mm。同时,过大的错边量会使焊缝背面成型变差,出现咬边、未熔合、未焊透等缺陷,严重影响焊缝质量,推荐值为≤0.1 mm。定位焊后将试板做小角度的反变形,用夹具固定后调整电弧长度和钨极偏距准备施焊。分析认为Q345/316L在熔点、导热性、电磁性和线膨胀系数存在差异,焊接时容易产生偏弧现象,降低电弧力、破坏穿孔稳定性,导致焊缝成型差。偏转法可以控制两侧金属的熔化量,达到改善焊缝金属冶金性能的目的[7]。其主要焊接工艺参数如表3所示。
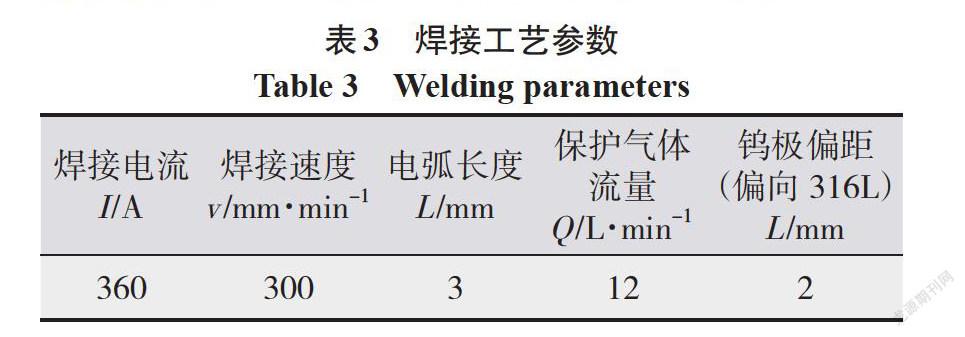
焊后采用DK7725型线切割沿垂直于焊缝方向截取金相试样,对试样进行研磨和抛光处理后,Q345用4%的硝酸酒精溶液腐蚀,焊缝及316L用氯化高铁盐酸水溶液(2.5 g、25 mL、25 mL)腐蚀。利用Axio Scope A1光学显微镜观察焊缝微观组织,使用Quanta 450扫描电子显微镜观察断口形貌。用WDW-100D万能试验机进行焊接接头拉伸试验,加载速率为2 mm/min,加载载荷为50 kN;采用55 mm×10 mm×5 mm非标准夏比V型缺口试样,缺口轴线垂直于焊缝表面,并位于焊缝横截面对称线处,室温下用JB-30B冲击试验机对焊缝进行V型缺口试验。采用HVS-1000 型维氏硬度仪测定焊缝、HAZ及两侧母材的硬度值。
2 试验结果与讨论
2.1 焊接接头宏观形貌
Q345/316L异种钢K-TIG焊接接头宏观形貌如图3所示,正面焊缝平滑,熔宽均匀,无咬边、未熔合、飞溅、裂纹等缺陷。背面焊缝成型均匀平整、焊纹细腻,无明显气孔、裂纹缺陷。
2.2 焊接接头的显微组织
2.2.1 焊缝及316L不锈钢热影响区组织
靠近316L侧焊缝组织为奥氏体和骨骼状 δ 铁素体,黑色 δ 铁素体分布在白色奥氏体晶界,形成粗大且有明显方向性的柱状晶,见图4a。靠近Q345侧为板条马氏体,由许多成群、相互平行的板条束构成,板条之间为小角晶界,板条束之间为大角晶界,见图4b。分析认为,K-TIG焊接过程热输入较高,导致316L侧焊缝金属冷却速度减慢、温度梯度变缓,在较小的过冷度下,晶粒形核困难,长大容易;其次,垂直于母材熔合线方向散热最快,因而晶体择优生长形成粗大柱状晶[8]。δ铁素体是由于钨极偏向316L侧导致316L侧接受更多的电弧能量和动量,在对流和电磁搅拌作用下焊缝金属中316L的熔合比增大,Cr、Ni元素含量相对较高。在非平衡冷却过程中,富铬贫镍的δ铁素体晶核在凝固终了前发生包晶-共晶转变生成奥氏体的过程不完全,保留下来的δ铁素体晶核最终形成δ铁素体[9];板条马氏体是由于Q345侧导热系数高、液态金属高温停留时间短,当焊接熔池搅拌和对流作用相对较弱时,合金元素混合不均匀。当高温奥氏体快速冷却时,溶入其中的合金元素扩大奥氏体相区范围,增大其稳定性,导致Ms点下降,在较低温度时才发生马氏体转变。
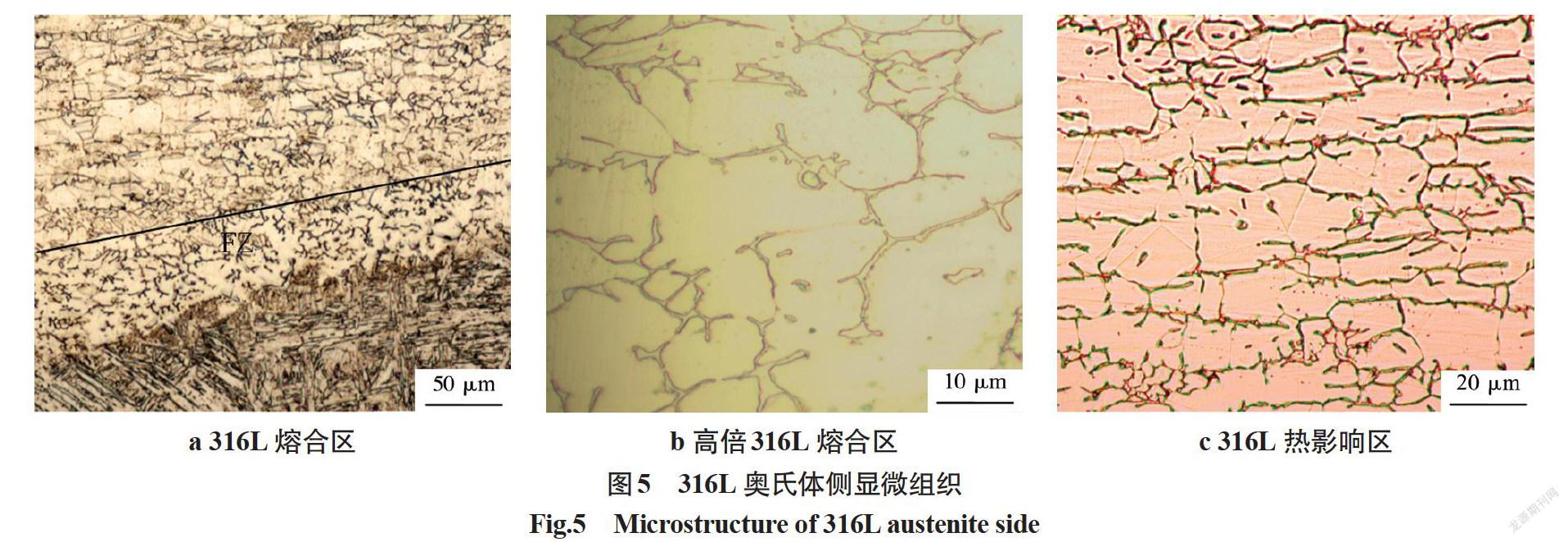
316L奥氏体侧显微组织如图5所示,焊缝和316L侧HAZ之间形成了45~50 μm的熔合区,熔合区由奥氏体及其分布在基体上的无方向性且不连续的细小蠕虫状铁素体构成。分析认为,焊接过程中钨极位置使电弧中心偏向316L侧2 mm处,电弧边缘靠近Q345侧。而电弧中心最高温度高于电弧邊缘使316L侧温度相对较高;另一方面,Q345的热扩散率大于316L,使热量向周围母材散失得较快,相同温度等温线所包围的区域较小,导致Q345侧热量较低,316L侧热量较高,Mo、Ni、Cr等元素扩散剧烈;再者,316L与Q345化学成分相差大,合金元素因其质量分数差异引起的化学位梯度大,产生的扩散驱动力较大,形成的熔合区较宽[10]。熔合区内的组织不均匀,塑韧性较差,容易产生冷、热裂纹,是焊接接头的薄弱环节,应严格控制其宽度。316侧HAZ组织为粗大的块状奥氏体,晶界很清晰。这是由于高温停留时间长,晶粒长大,且在缓慢冷却过程中加快了铬的碳化物在晶界的析出,碳化物在腐蚀时可以作为阴极,与基体构成微腐蚀电偶,使得晶界抗腐蚀性变差。
2.2.2 Q345侧热影响区组织
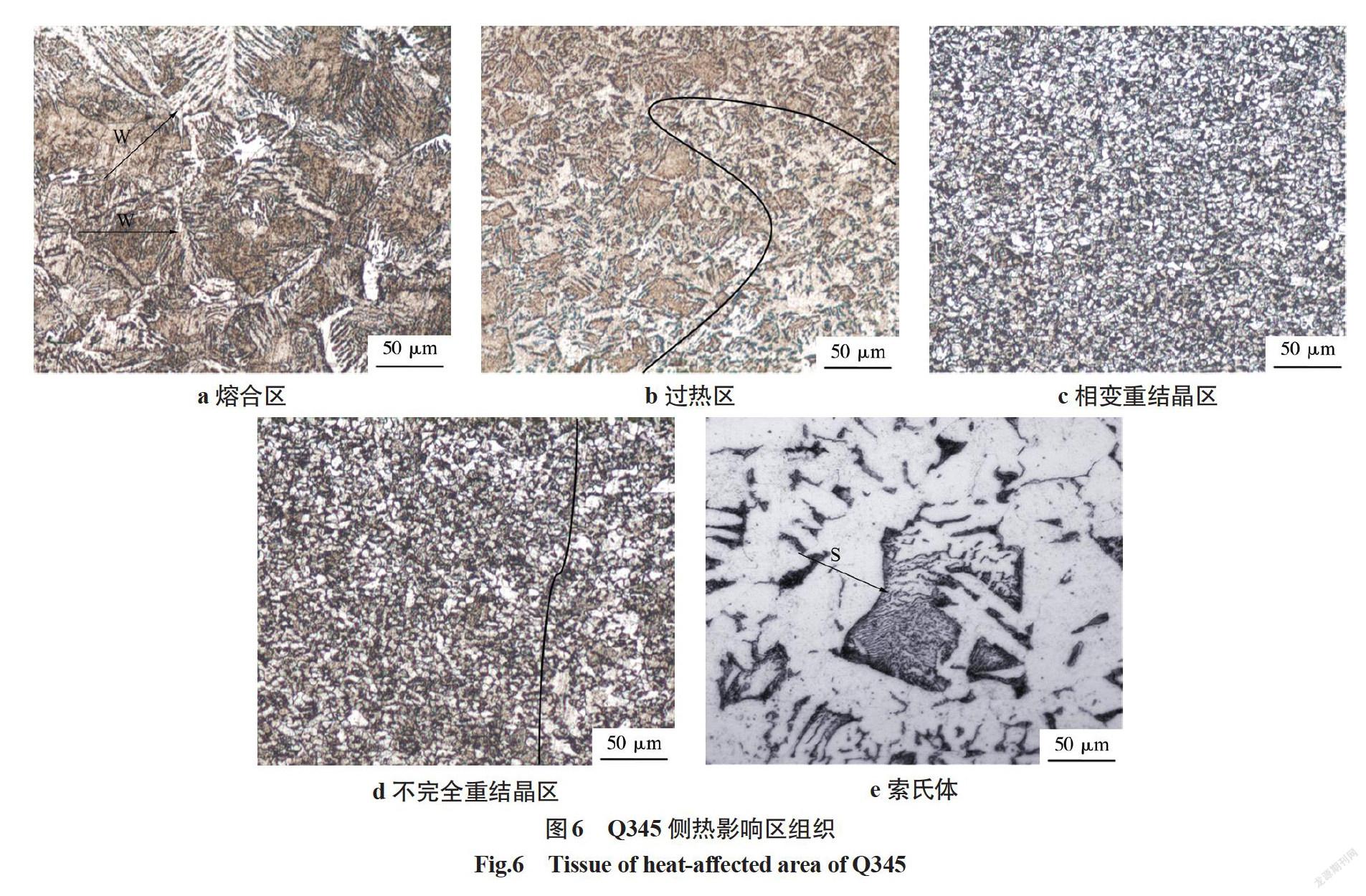
Q345侧热影响区可分为熔合区、过热区、相变重结晶区、不完全重结晶区,如图6所示。熔合区粗大过热组织为白色铁素体和灰色珠光体,铁素体沿粗大的奥氏体晶界分布,形成羽毛状或网格状铁素体魏氏组织,见图6a。熔合区热输入大、高温停留时间长、受热较剧烈、温度远超过Ac3,导致奥氏体晶粒粗大,并伴随溶入奥氏体内部的渗碳体向晶界边缘偏聚析出形成网状的二次渗碳体。同时,碳化物在奥氏体晶粒内部按一定方向呈针状生长,形成网格状、羽毛状魏氏组织,这种粗大晶粒和过热魏氏组织使材料的强度、塑性、冲击韧性明显降低[11]。过热区组织为层片状索氏体及铁素体,晶粒粗大[12],见图6b、6e。焊缝中迁移过来的Mo、Ni等元素在高温条件下可以抑制奥氏体晶粒长大,所以过热区粗化现象并不严重,力学性能损失相对较少。相变重结晶区为均匀的细小铁素体和黑色粒状珠光体,见图6c。在相变重结晶区,金属被加热到A3~1 000 ℃之间,然后在空气中冷却,生成铁素体和粒状珠光体,该区域韧、塑性良好[13]。图6d是不完全重结晶区,该区域金属的加热温度在Ac1~Ac3之间,奥氏体化不完全,只有一部分发生相变重结晶成为细小的铁素体和珠光体,另一部分则仍保持原来的形态。
2.3 力学性能分析
2.3.1 接头拉伸性能
对 Q345/316L 焊缝试样进行常温拉伸试验,试验结果如图7所示。拉伸试样的断口均在Q345母材且均为韧性断裂,焊接接头拉伸强度分别为498 MPa、507 MPa、516 MPa,均大于母材最低强度,符合标准要求。分析可知,钨极偏向316L侧使得焊缝金属中316L占比增大,Ni、Cr、Mo 元素含量增高。而焊缝中碳含量较低,强碳化物形成元素Cr、Mo优先与碳结合,形成难溶于奥氏体的碳化物阻止奥氏体晶粒长大,从而细化晶粒、提高焊缝的强度[14];弱碳化物形成元素Ni溶入固溶体中,增加位错运动阻力,起到固溶强化,提高焊缝强度;其次,板条马氏体转变时发生“ 自回火 ”,且碳化物分布均匀。母材和焊缝金属导热系数和热膨胀系数的差异,使得晶格畸变增大,晶内出现晶格缺陷密度很高的位错亚结构,阻碍位错运动,使马氏体发生相变强化而具有高的强度和良好的韧性[15]。
2.3.2 接头冲击韧性
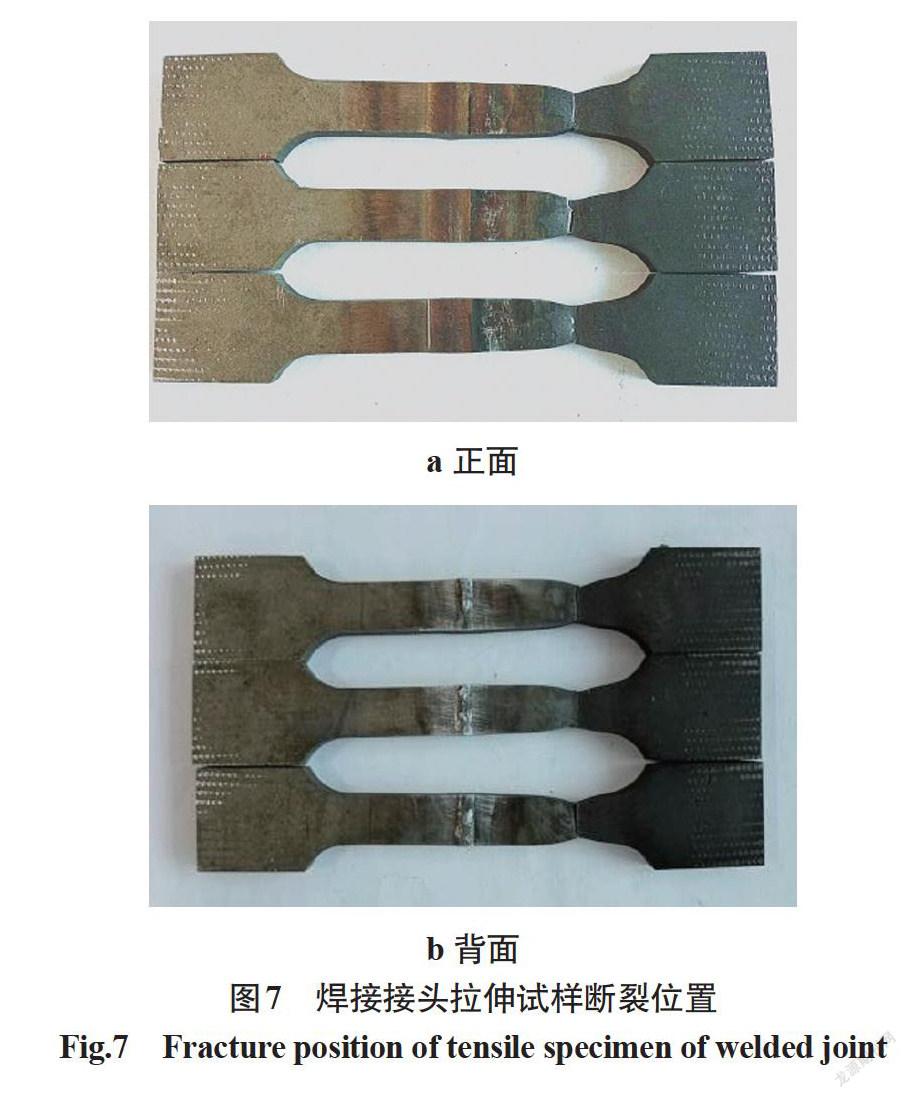
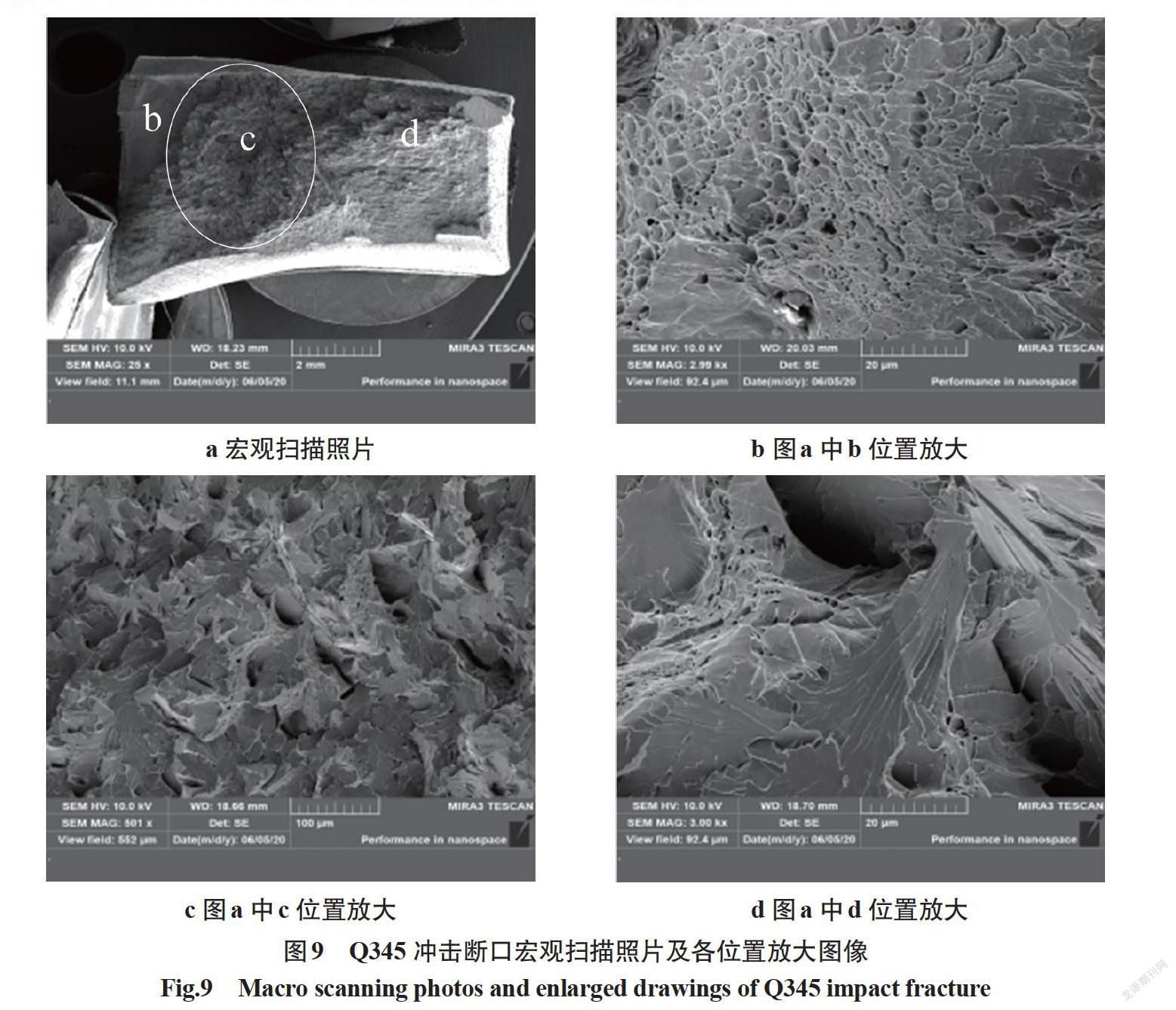
对三组焊接接头焊缝位置处进行冲击试验,发现试样断口均在Q345侧热影响区,如图8所示,冲击韧性值分别为75 J/cm2,95 J/cm2,108 J/cm2。第一组试样的冲击韧性值最小,但都远高于常温冲击韧性不低于34 J/cm2的标准。这可能是由于焊缝中Ni、Mo等元素迁移至Q345侧,减小了碳迁移程度,提高了韧性。热影响区冲击韧性相对较低,可能是焊接过程中晶粒粗大且在熔合线附近产生了过热魏氏体组织,从而降低了冲击韧性。图9a是Q345热影响区冲击断口的低倍扫描电镜照片,断面包含几个不同的特征区域。图9b是低倍像中标注b特征区域的放大像,该区域由分布较浅、大小均匀的拉长韧窝构成,凸处指向裂纹源,说明该区域属于韧性断裂。图9c是低倍像中标注c特征区域的放大像,该断面由高低起伏的粗大平面构成,对应于粗晶热影响区的沿晶界断裂面。图9d对应于低倍像中标注d特征区域的放大像,由尺寸相对较小的块状组成。该区域存在部分准解理特征,有明显的河流花样和解理台阶,由此判断裂纹扩展的路径是从母材区经热影响区向熔合区发展,当通过熔合区时发生较大的塑性变形,具有撕裂、拉长韧窝的特征,该断口为韧脆混合断口[16]。
2.3.3 接头硬度测试
在距离接头上下表面2 mm处,沿水平方向分别测定了Q345母材、Q345侧HAZ、焊缝、316L侧HAZ和316L母材的显微硬度(测试点之间间隔为0.3 mm),如图10所示。靠近Q345侧焊缝区的硬度明显高于316L侧焊缝且高于两侧HAZ及母材,这是由于钨极偏向316L导致较多的合金元素扩散到焊缝,起到固溶强化作用。同时,靠近Q345侧焊接过程中快速冷却及合金元素混合不均匀,导致焊缝生成板条马氏体组织,提高了焊缝的硬度和强度;316L侧HAZ的硬度陡降是由于奥氏体晶粒受热循环的影响发生晶粒粗大而发生软化;Q345侧HAZ硬度降低是由于晶粒粗大及产生了魏氏体组织。并且在Q345侧HAZ与母材交界处出现突降,这是由于不完全重结晶区奥氏体转变不完全,部分转变为细小的铁素体和珠光体。
3 结论
(1)采用K-TIG焊接方法对6 mm Q345/316L异种钢试板进行焊接,在不开坡口、不留间隙、不用填充材料,焊接参数为:焊接电流360 A、焊接速度300 mm/min、电弧长度3 mm、气体流量12 L/min、钨极偏距2 mm的条件下,能够实现单面焊双面成型且焊接接头质量优良。
(2)靠近316L侧焊缝组织为奥氏体及分布在晶界的骨骼状铁素体,呈粗大柱状晶分布,靠近Q345侧焊缝组织为板条马氏体。316L侧熔合区宽约45~
50 μm,由细小的蠕虫状铁素体呈无方向且不连续地分布在奥氏体基体上。316L側热影响区晶粒粗大,晶界有析出相。Q345侧熔合区产生魏氏组织,过热区晶粒粗大且有索氏体生成,相变重结晶区晶粒细小。
(3)拉伸试样均断在Q345母材一侧,焊缝强度高。冲击断口均断在Q345热影响区一侧,断口呈现韧脆准解理断裂。
(4)靠近Q345侧焊缝硬度值明显高于316L侧且高于两侧HAZ及母材的硬度值。
参考文献:
Le Port P,Laugier M,Scandella F. The keyhole GTAW technology:a new welding technology joining quality and productivity;Le procede K-TIG:une nouvelle technologie de soudage combinant qualite et productivite[Z]. Soudage Et Techniques Connexes,2006.
Huang Y,Luo Z,Lei Y,et al. Dissimilar joining of AISI 304/Q345 steels in keyhole tungsten inert gas welding process[J]. The International Journal of Advanced Manufacturing Technology,2018(18):1791-1796.
Cui S,Shi Y,Sun K,et al. Microstructure evolution and mechanical properties of keyhole deep penetration TIG welds of S32101 duplex stainless steel[J]. Materials ence and Engineering A,2018(10):214-222.
吴坚.中厚板需求潜力巨大[J].市场周刊:新物流2005(47):24-24.
忠义,傅军,朱建玲. Q235B+SUS316L不锈钢复合钢板焊接工艺[J].现代焊接,2011(6):36-38.
Cui S L,Liu Z M,Fang Y X,et al. Keyhole process in K-TIG welding on 4 mm thick 304 stainless steel[J]. Journal of Materials Processing Technology,2017,243(5):217-228.
Fei Z,Pan Z,Cuiuri D,et al. Microstructural characterization and mechanical properties of K-TIG welded SAF2205/AISI316L dissimilar joint[J]. Journal of Manufacturing Processes,2019(45):340-355.
孙晓娜,雷毅,张鹰.厚板奥氏体不锈钢焊缝显微组织分析[J].金属热处理,2006(10):25-27.
王智慧,徐碧宇,叶赐麒.奥氏体/铁素体异种钢焊接接头熔合区组织的研究[C]. 全国焊接学术会议,1990.
潘春旭.复合零部件异种金属焊接接头显微结构特征及其转变机理研究[D].湖北:武汉交通科技大学,1998.
张晨,董利明. 308L/Q345异种钢埋弧焊接头组织及性能研究[J].常熟理工学院学报,2018,32(5):91-96.
朱家晨,刘静,程朝阳,等. 盘条组织及织构对桥梁缆索钢丝扭转性能的影响[J]. 热加工工艺,2016(18): 49-52.
张雪红.厚板低碳钢激光-电弧复合焊与MAG焊接头组织研究[J].焊接,2015(1):39-42,77.
徐祖耀,李箭,曾振鹏. Fe-Ni-C合金中奥氏体固溶强化对马氏体相变的影响[J].金属学报,1986,22(6):46-51.
吕德林,李宪军.10Ni5CrMoV和12Ni2CrMoVA过热区板条马氏体对韧性的影响[J].焊接学报,1992,13(2):114-120.
张秉刚,张春光,陈国庆,等. 5A02/0Cr18Ni9异种金属电子束焊接接头组织与性能[J].焊接学报, 2010(5):5-8.
猜你喜欢
科技研究·理论版(2022年11期)2022-07-07
交通科技与管理(2022年8期)2022-05-07
智富时代(2018年8期)2018-09-28
智富时代(2018年8期)2018-09-28
哈尔滨理工大学学报(2016年6期)2017-02-21
科技与创新(2017年1期)2017-02-16
科技与创新(2016年21期)2017-02-14
企业技术开发·下旬刊(2016年11期)2016-12-27
农机使用与维修(2016年10期)2016-11-10
中国高新技术企业(2015年25期)2015-07-24