含砷金精矿催化压力氧化—氰化提金试验研究
2021-09-10 07:22:44李健
黄金 2021年1期
李健







摘要:针对某含砷金精矿,进行了催化压力氧化—氰化提金工艺研究,考察了亚硝酸钠用量、氧化温度、硫酸用量、氧分压等对催化压力氧化效果的影响。结果表明:在亚硝酸钠用量50 kg/t,硫酸用量135 kg/t,氧化温度200 ℃,氧分压0.6 MPa,氧化时间2.0 h的最佳条件下,金浸出率为97.65 %;催化压力氧化过程中金溶解率为24.25 %;酸性氧化液采用活性炭吸附,金吸附率达到99.51 %。该工艺可有效处理含砷金精矿,指标较好。
关键词:催化压力氧化;含砷金精矿;亚硝酸钠;毒砂;氰化
引 言
含砷金矿石是世界公认的难处理金矿石类型之一,其储量大,约占金矿储量的30 %。目前含砷金精矿的预处理方法主要有焙烧氧化法、加压氧化法、生物氧化法等[1-3]。催化压力氧化法是加压氧化法的深入研究,相比其他预处理方法,催化压力氧化法具有反应速度快、矿石适应性强、金属回收率高等[4]特点。PAPANGELAKIS等[5]对在温度130 ℃~180 ℃、氧分压1 000 kPa条件下,采用酸浸法处理砷黄铁矿的动力学进行了研究,认为其氧化过程遵循表面反应控制的收缩未反应芯模型。魏晓娜等[6]研究了砷黄铁矿在HNO3-H2SO4-O2水溶液体系中氧化酸浸的动力学规律,结果表明:硝酸浓度、初始酸度和粒度是控制反应速率最重要的因素;反应产物S0的形成并不影响氧化反应的继续进行。试验结果可用收缩未反应芯模型来表达;测得的体系反应表观活化能为 23.6 kJ/mol。夏光祥等[7]介绍了催化氧化酸浸(COAL)新工艺开发及产业化情况,该工艺可在温度100 ℃及氧分压0.4 MPa条件下对含砷金精矿进行处理,金、银的回收率都可达到92 %~96 %,适用于高砷高碳金精矿的处理。BEATTIE等[8]指出,采用硝酸氧化硫化物过程中,形成的硫代硫酸盐能够溶解金。此外,曾有报道指出硝酸氧化流程中有3 %~54 %的金被溶解。
本文针对某含砷金精矿进行了催化压力氧化试验研究,考察了亚硝酸钠用量、氧化温度、硫酸用量、氧分压、氧化时间对催化压力氧化效果的影响,并取得了较好的指标,为后续工业试验提供数据依据。
1 试验原料
试验原料为某含砷金精矿,其主要金属硫化物为黄铁矿及毒砂,相对含量合计为21.71 %,其次为少量的方铅矿、闪锌矿、黄铜矿及黝铜矿等;金属氧化物相对含量合计为1.04 %,主要为褐铁矿;脉石矿物以长石为主,相对含量为44.46 %,其次为石英及碳酸盐,其他脉石矿物相对较少。
采用MLA结合化学分析考察金矿物嵌连关系,结果表明:该含砷金精矿中金主要为包裹金,占68.34 %,其中主要为金属硫化物包裹金,占58.12 %,脉石矿物及金属氧化物包裹金占10.22 %;单体与连生金占31.66 %,其中单体及与硫化物连生金占28.74 %,与脉石矿物及金属氧化物连生金占2.92 %。
含砷金精矿化学成分分析结果见表1,硫物相分析结果见表2。
2 试验原理与方法
2.1 试验原理
含砷金精矿酸性压力氧化过程中发生的化学反应主要为黄铁矿、砷黄铁矿的氧化反应。在酸性体系中加入亚硝酸盐,发生的化学反应为:
硝酸及亚硝酸都是强氧化剂,能在一系列復杂的反应中氧化硫化物。其主要还原产物是一氧化氮,也产生少量的二氧化氮、氧化二氮及氮气;一氧化氮为气态,能在富氧气氛中被迅速氧化生成二氧化氮。
硝酸根离子、亚硝酸根离子在催化压力氧化过程中,能生成气态氧化剂,且二氧化氮的溶解度高,氧化还原电位高,因而氧化速度快于纯氧。
2.2 试验方法
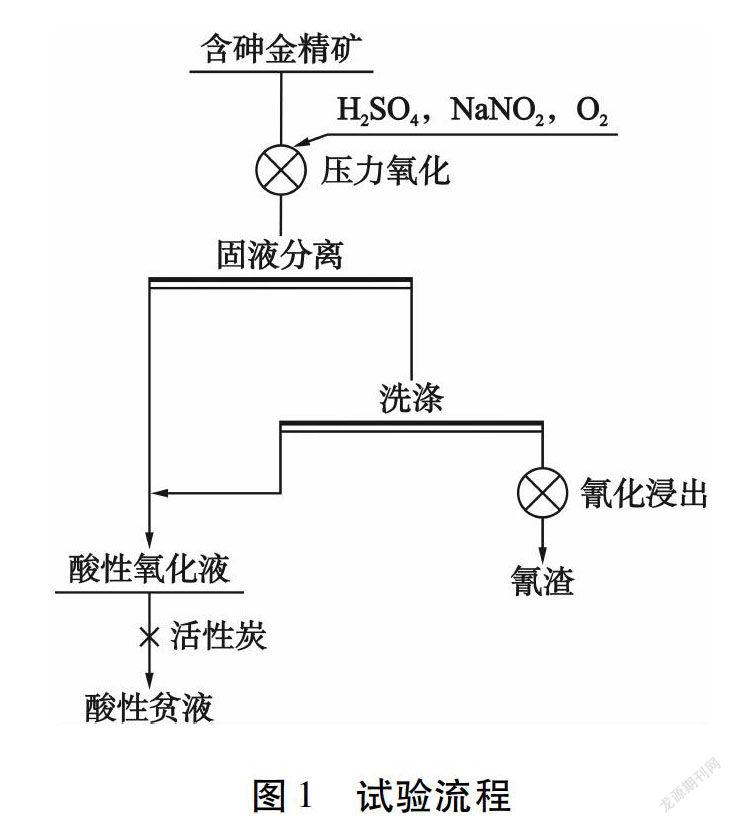
试验采用酸性压力反应釜对该含砷金精矿进行催化压力氧化,氧化渣进行氰化浸出。试验流程见图1。
在催化压力氧化过程中加入催化剂亚硝酸钠,同时加入硫酸及氧气,控制压力、温度、时间,氧化结束后固液分离,氧化渣洗涤,酸性氧化液采用活性炭吸附,氧化渣采用CaO调节pH,然后进行氰化浸金。
试验主要研究影响催化压力氧化效果的因素,氧化效果以催化压力氧化—氰化浸出金总浸出率为标准。
3 结果与讨论
3.1 酸性压力氧化
在反应釜中进行含砷金精矿常规酸性压力氧化。试验条件:矿浆浓度20 %,硫酸用量180 kg/t,氧分压0.6 MPa,氧化温度210 ℃,氧化时间3.0 h,氧化渣洗涤至中性。
酸性氧化液经化验分析,金含量几乎为零。氧化渣洗涤后采用CaO调节pH值至11.0~11.5,加入氰化钠、活性炭,浸出过程中保持CN-不小于0.05 %,最终金浸出率为67.68 %。金浸出率较低,主要原因是酸性压力氧化过程中,氧化速度较慢,硫化物表面形成的砷酸铁阻碍了其进一步氧化,造成氧化渣中的金难以浸出。
3.2 催化压力氧化
3.2.1 亚硝酸钠用量
试验采用亚硝酸钠作为催化剂,试验条件:矿浆浓度20 %,硫酸用量180 kg/t,氧分压0.6 MPa,氧化温度210 ℃,氧化时间3.0 h,亚硝酸钠用量10 kg/t、25 kg/t、50 kg/t、75 kg/t。氧化渣洗涤至中性,采用CaO调节pH值至11.0~11.5,加入氰化钠、活性炭,浸出过程中保持CN-不小于0.05 %。亚硝酸钠用量与金浸出指标(文中金浸出率指催化压力氧化—氰化浸出金总浸出率,金溶解率指催化压力氧化段金溶解率)的关系见图2。
由图2可知:随着亚硝酸钠用量的增加,金浸出率逐渐增大。当亚硝酸钠用量增加至50 kg/t时,金浸出率为97.65 %;继续增加亚硝酸钠用量,金浸出率基本不变。亚硝酸钠用量增加,提高了反应过程中生成的二氧化氮浓度,加快了氧化速率,避免了砷酸铁的包裹。金浸出率达97.65 %,几乎达到了该金精矿的理论浸出值;这是因为剩余部分金主要为脉石矿物包裹金,酸性催化压力氧化无法打开脉石矿物包裹。
同时由试验结果可知:随着亚硝酸钠用量的增加,催化压力氧化过程中金溶解率逐渐增大;当亚硝酸钠用量增加至50 kg/t时,金溶解率为22.13 %;继续增加亚硝酸钠用量,金溶解率不变。其原因是增加亚硝酸钠用量,从而增加了反应过程中生成硝酸的浓度,硝酸在氧化砷黄铁矿过程中形成硫代硫酸盐,会溶解部分金[8]。但是,继续增加亚硝酸钠用量,金溶解率并未增大,可能原因一是硫代硫酸盐为中间产物,与金的作用时间短,未能溶解过多的金;二是金精矿中单体金含量低,无法提供更多的单体金与硫代硫酸盐迅速反应。试验确定亚硝酸钠最佳用量为50 kg/t。
3.2.2 氧化温度
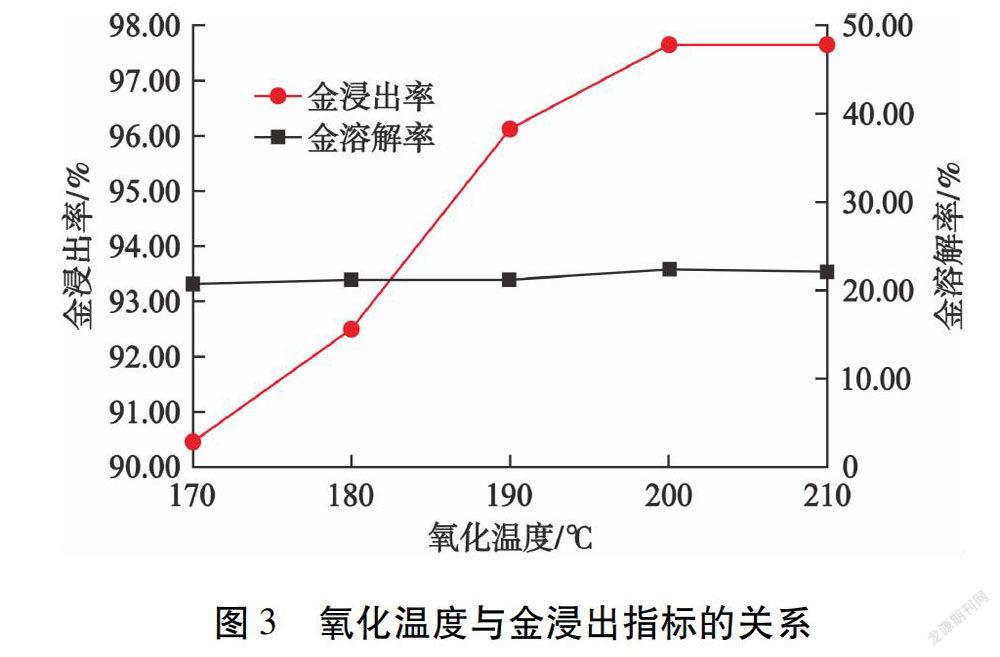
氧化温度是催化压力氧化重要的影响因素之一。试验条件:矿浆浓度20 %,硫酸用量180 kg/t,氧分压0.6 MPa,亚硝酸钠用量50 kg/t,氧化时间3.0 h,氧化温度170 ℃、180 ℃、190 ℃、200 ℃、210 ℃。氧化渣洗涤至中性,采用CaO调节pH值至11.0~11.5,加入氰化钠、活性炭,浸出过程中保持CN-不小于0.05 %。氧化温度与金浸出指标的关系见图3。
由图3可知:随着氧化温度的增加,金浸出率不断提高;当氧化温度为200 ℃时,金浸出率达到97.65 %;继续提高氧化温度,金浸出率不变。同时,催化压力氧化过程中金溶解率随氧化温度升高变化较小,从170 ℃到210 ℃,金溶解率由20.69 %提高到22.13 %,仅提高了1.44百分点;说明氧化温度对金溶解率影响较小。综合考虑,选择氧化温度为200 ℃。
3.2.3 硫酸用量
硫酸用量为试验初始加入量。试验条件:矿浆浓度20 %,硫酸用量45 kg/t、90 kg/t、135 kg/t、180 kg/t、225 kg/t,氧分压0.6 MPa,氧化温度200 ℃,氧化时间3.0 h,亚硝酸钠用量50 kg/t。氧化渣洗涤至中性,采用CaO调节pH值至11.0~11.5,加入氰化钠、活性炭,浸出过程中保持CN-不小于0.05 %。硫酸用量与金浸出指标的关系见图4。
由图4可知:当不加入硫酸时,金浸出率为61.96 %,金溶解率为17.05 %;随着硫酸用量的增加,金浸出率逐渐提高;当硫酸用量为135 kg/t时,金浸出率达到最大,为97.65 %。金溶解率随硫酸用量的增加呈先增加后降低趋势,当硫酸用量为90 kg/t时,金溶解率最高,达到32.04 %;当硫酸用量为135 kg/t时,金溶解率为25.07 %;增加硫酸用量至180 kg/t时,金溶解率降至22.13 %。由此可见,催化压力氧化过程中,硫酸可有效提高压力氧化效果,但同时也提高了催化压力氧化过程中金溶解率。试验确定硫酸最佳用量为135 kg/t。
3.2.4 氧分压
试验条件:矿浆浓度20 %,硫酸用量135 kg/t,氧分压0.4 MPa、0.5 MPa、0.6 MPa、0.7 MPa、0.8 MPa,氧化温度200 ℃,氧化時间3.0 h,亚硝酸钠用量50 kg/t。 氧化渣洗涤至中性,采用CaO调节pH值至11.0~11.5,加入氰化钠、活性炭,浸出过程中保持CN-不小于0.05 %。氧分压与金浸出指标的关系见图5。
由图5可知:氧分压由0.4 MPa提高至0.6 MPa,金浸出率逐渐提高至97.65 %;继续提高氧分压,金浸出率不变。随着氧分压的提高,金溶解率由23.63 %提高至25.22 %,仅提高了1.59百分点;说明提高氧分压有利于提高金浸出率,但对金溶解率影响较小。分析其原因是催化压力氧化过程中,氧气主要氧化氮氧化物最终生成具有强氧化性的硝酸及亚硝酸,氧分压的提高,加快了强氧化剂的生成,从而提高了砷黄铁矿的氧化速度,阻碍了砷酸铁的包裹。金溶解率主要与砷黄铁矿氧化反应中间产物硫代硫酸盐有关,氧分压的提高对生成中间产物的影响较小。试验确定氧分压为0.6 MPa。
3.2.5 氧化时间
试验条件:矿浆浓度20 %,硫酸用量135 kg/t,氧分压0.6 MPa,氧化温度200 ℃,氧化时间1.0 h、1.5 h、2.0 h、2.5 h、3.0 h,亚硝酸钠用量50 kg/t。氧化渣洗涤至中性,采用CaO调节pH值至11.0~11.5,加入氰化钠、活性炭,浸出过程中保持CN-不小于0.05 %。氧化时间与金浸出指标的关系见图6。
由图6可知:氧化时间由1.0 h延长至2.0 h,金浸出率提高至97.65 %;继续延长氧化时间,金浸出率不变。随着氧化时间的延长,金溶解率由20.96 %逐渐提高至25.07 %;继续延长氧化时间可能会进一步提高金溶解率,但金在催化压力氧化过程中溶解不利于催化压力氧化工艺的运行,因此未深入探索氧化时间与金溶解率的关系。试验确定最佳氧化时间为2.0 h。
3.2.6 酸性氧化液炭吸附
由条件试验结果可得催化压力氧化最佳条件:矿浆浓度20 %,硫酸用量135 kg/t,氧分压0.6 MPa,氧化温度200 ℃,氧化时间2.0 h,亚硝酸钠用量50 kg/t。氧化过程中金溶解率为24.25 %;氧化渣采用氰化工艺提金,金浸出率为97.65 %。酸性氧化液通过抽滤设备分离,采用活性炭吸附,结果见表3。
由表3可知,催化压力氧化产生的酸性氧化液采用活性炭吸附,当其用量为20 g/L,吸附8 h时,金吸附率可达到99.51 %。
4 结 论
1)某含砷金精矿中金主要为硫化物包裹金,采用常规酸性压力氧化,金浸出率仅为67.68 %。
2)采用催化压力氧化工艺,在矿浆浓度20 %,硫酸用量135 kg/t,氧分压0.6 MPa,氧化温度200 ℃,氧化时间2.0 h,亚硝酸钠用量50 kg/t的最佳条件下,氧化过程中金溶解率为24.25 %;氧化渣采用氰化工艺提金,金浸出率为97.65 %。
3)催化压力氧化过程中,金部分溶解,且硫酸用量与亚硝酸钠用量对其影响较大。催化压力氧化产生的酸性氧化液可采用活性炭回收金,金吸附率可达到99.51 %。
[参 考 文 献]
[1] 殷书岩,杨洪英.难处理金矿加压氧化预处理技术及发展[J].贵金属,2008,29(1):56-59.
[2] 王静,姚永南,张国刚,等.含砷碳难处理金精矿酸性压力氧化预处理试验研究[J].黄金,2013,34(1):48-52.
[3] 贺日应.硝酸氧化工艺预处理东北寨金精矿试验研究[J].黄金,2007,28(5):36-38.
[4] 杨振兴.难处理金矿石选冶技术现状及发展方向[J].黄金,2002,23(7):31-35.
[5] PAPANGELAKIS V G,DEMOPOULOS G P.Acid pressure oxidation of arsenopyrite:part I,reaction chemistry[J].Canadian Metallurgical Quarterly,1990,29(1):1-12.
[6] 魏晓娜,夏光祥.砷黄铁矿在催化氧化酸浸体系中的反应[J].中国有色金属学报,1994(2):31-33.
[7] 夏光祥,段东平,周娥,等.含砷难处理金精矿的催化氧化酸浸(COAL)新工艺开发[J].黄金科学技术,2013,21(5):113-116.
[8] BEATTIE M J V,ISMAY A.Applying the redox process to arsenical concentrates[J].JOM,1990,42(1):31-35.
猜你喜欢
中南大学学报(自然科学版)(2023年8期)2023-10-13 00:55:38
上海计量测试(2022年2期)2022-08-30 02:10:52
矿冶工程(2021年6期)2022-01-06 12:18:22
理化检验-化学分册(2020年5期)2020-06-15 11:36:08
矿产综合利用(2020年5期)2020-01-05 12:23:40
无机盐工业(2017年1期)2017-03-11 16:03:25
核技术(2016年11期)2016-12-23 06:19:38
分析测试学报(2015年8期)2016-01-13 06:19:28
浙江理工大学学报(自然科学版)(2015年7期)2015-03-01 02:54:17
西安建筑科技大学学报(自然科学版)(2014年2期)2014-11-12 13:04:50