
时效处理对铝合金A6061 与碳纤维增强热塑性复合材料激光连接接头的影响
2021-09-10 07:22:44马晨晨
电焊机 2021年2期
马晨晨










摘要:采用激光直接连接技术对铝合金(A6061)与碳纤维增强热塑性复合材料(Carbon Fiber Reinf-orced Thermal Plastic,CFRTP)进行连接,以接头抗拉强度作为评价指标,确定连接参数的影响规律及最优连接工艺。采用时效处理的方法提高接头连接强度,研究时效处理参数对拉伸强度的影响,揭示最优工艺参数下接头的连接机理。结果表明:发现连接界面中存在氧元素,并存在元素扩散,时效处理显著提高了CFRTP与A6061的接头强度,约为未时效处理的2倍,时效处理后界面连接紧密。
关键词:铝合金;碳纤维增强热塑性复合材料;激光连接;时效处理
0 前言
铝合金密度为2.6~3.3 g/cm3,具有比强度高、成型性能好、耐腐蚀等优点,碳纤维增强热塑性复合材料(CFRTP)具有质量轻、耐疲劳、耐冲击、刚度高等优点,二者广泛应用于航天航空、交通运输、能源发展等领域[1-5]。CFRTP和铝合金的连接不仅减轻了结构件质量,并且提高了能效,在各行业引起了广泛关注。
金属与碳纤维复合材料有三种连接方式:机械连接、粘结、焊接。机械连接[6]是将碳纤维复合材料和金属通过额外的紧固件(碳纤维复合材料或金属本身制成螺钉和螺栓)进行连接,增加了结构件整体质量,并且紧固件引起了严重的应力集中从而削弱结构件的连接强度。胶结[7-8]是利用胶黏剂将碳纤维复合材料和金属连接成一个整体,胶黏剂与材料进行固化反应需要大量时间,低效率的缺点使得其不适用于大规模工业生产。根据加热方式不同,焊接主要有超声波焊接、电阻加热焊、搅拌摩擦焊和激光连接。其中激光连接[9-13]作为一种非接触、先进高效的焊接方式,广泛应用于连接焊接金属(例如不锈钢,铝镁合金)与碳纤维复合材料[14-16],其利用碳纤维复合材料中热塑性基体材料二次熔融的特点,与金属形成连接。与其他传统连接技术相比,具有速度快、变形小,操作简单方便等优点。但异种材料之间物理化学性能和组织形貌不同,连接强度较低。Jung等人[17]采用高质量连续波二极管激光器连接CFRP与A5052,在0.33 mm/s的剪切速度下接头剪力只达到3 000 N。为了获得更高的连接强度,研究人员们对金属或碳纤维复合材料表面进行预加工处理。Zhou Zhang等人[18]在激光连接前对铝合金表面进行激光预处理,使铝合金表面产生凸起和凹槽,当凸起物的密度为1.11/mm2时,接头强度达到39 MPa,是未预处理接头强度的4倍。Jiguo Shan等人[19]对CFRP表面进行紫外线灯辐照改性,当辐照距离为10 mm、辐照时间为30 s时,CFRP上增加了C=O键和O-C=O键,接头产生了Al-C、Al-O-C等新的化学键,剪切强度达到30.1 MPa。Zhou Zhang、Jiguo Shan等人[6]对A6061进行阳极氧化预处理,当氧化时间在10~30 min时,接头中产生了Al-O-PA6等新的化学键,最优工艺参数下接头的剪切强度达到41.8 MPa,是未阳极氧化处理接头强度的8倍。
文中采用光纤激光器研究A6061与CFRTP连接工艺。通过调节工艺参数(激光功率、扫描速率、离焦量)优化连接性能,采用时效处理提高接头的连接强度,观察分析接头形貌,总结接头连接机理,为以后金属与碳纤维复合材料的激光连接技术的研究与应用提供理论支持和技术指导。
1 实验材料、设备和方法
实验用A6061铝合金为热轧态铝合金,其化学成分如表1所示,机械性能如表2所示;CFRTP基体材料为PA6,物理性能如表3所示,其分子式为:
铝合金尺寸为30 mm×40 mm×2 mm,CFRTP尺寸为3.5 mm×25 mm×10 mm。
实验所采用的设备包括 :YLS-10000-S4型连续光纤激光器,其最大输出功率为10 000 W;SUNS UTM 4000型万能拉伸试验机,进行试样拉伸试验;GENESIS 60S型扫描电子显微镜、OLYMPUS BX51M型金相光学显微镜,分析接头微观形貌。
连接前用砂纸打磨铝合金与CFRTP表面,然后放入盛有丙酮的超声波清洗仪中清洗。CFRTP和铝合金连接示意见图1。激光照射在铝合金上,以热传导的形式传向下层的CFRTP,使其基体熔化,在压力作用下形成接头。对最优参数下的试样进行时效处理,将时效处理前后的接头进行拉伸试验,对比分析拉伸强度的变化规律,利用扫描电镜(SEM)和能谱仪(EDS)进行微观形貌观察和元素分析。
2 实验分析
2.1 激光功率对接头连接强度的影响
在扫描速度4 mm/s、离焦量+10 mm的条件下,激光功率(600 W、700 W、800 W、1 000 W、1 200 W、1 400 W)对接头拉伸强度的影响趋势如图2所示。结果表明,整个接头强度呈现先增大后减小趋势。这是因为在低激光功率下,热输入量低,未达到CFRTP的基体材料熔点,少量熔融基体粘接在铝合金表面和流入铝合金空隙中,接头强度较低;当激光功率增加到1 000 W时,基体材料熔化量增大,大量基体粘接在铝合金表面,接头强度增加;当激光功率由1 000 W增加到1 400 W时,由于激光热输入量过大,CFRTP表面发生热损伤,基体材料的熔融量增加,铝合金与CFRTP的接触面积增大,单位面积上获得的热输入量减小,接头拉伸强度降低。因此,本实验最优激光功率参数为1 000 W。
2.2 扫描速度对接头连接强度的影响
在激光功率1 000 W、离焦量+10 mm的条件下,不同扫描速度(3 mm/s、4 mm/s、5 mm/s、6 mm/s)对接头拉伸强度的影响趋势如图3所示。结果表明,整个接头强度呈现先增大后减小的趋势。这是因为扫描速度低时,焊接器喷嘴在试样表面停留时间长,接头处的热输入量大,造成CFRTP表面材料热损伤严重,使得接头拉伸强度降低;当扫描速度增大时,接头处的热输入量降低,CFRTP的基体材料粘接在铝合金表面和进入铝合金空隙中,接頭连接强度增强;当扫描速度继续增大时,接头吸收热输入量不足,出现未焊透现象,接头强度降低。因此,本实验最优扫描速度参数为4 mm/s。
2.3 离焦量对接头连接强度的影响
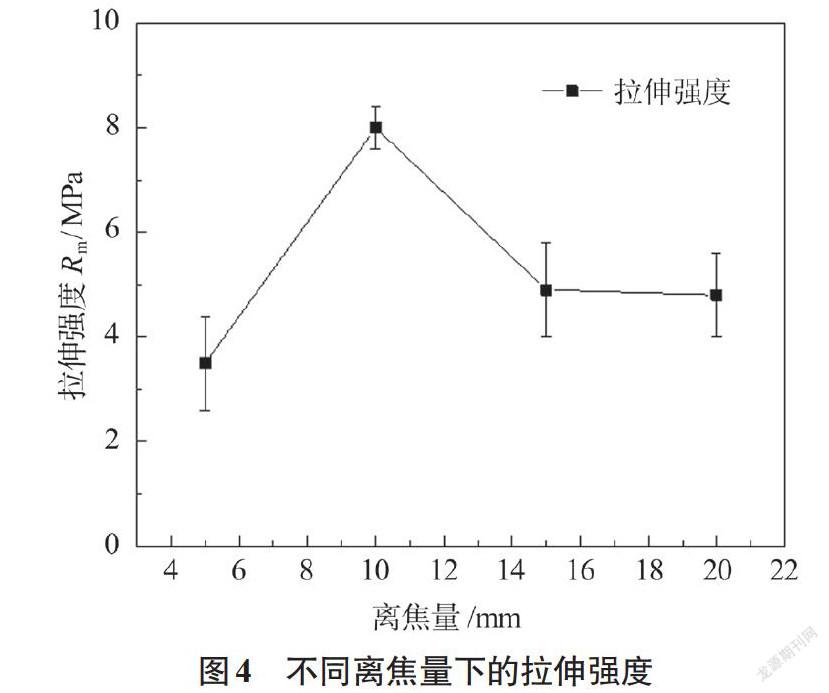
在激光功率1 000 W、扫描速度4 mm/s的条件下,不同离焦量(5 mm、10 mm、15 mm、20 mm)对接头拉伸强度的影响趋势如图4所示。结果表明,整个接头强度呈现先增大后减小再增大的趋势。这是因为当离焦量较小时,激光辐射面积小,单位面积上获得的热输入量较大,基体熔融铺开,铝合金与CFRTP的接触面积增大,单位面积上获得的热输入量减小,拉伸强度降低;当离焦量增大到+10 mm时,辐射面积增大,接头强度提高;当离焦量继续增大时,单位CFRTP接收了少量热量而出现焊不透的现象,接头强度降低。因此,本实验最优离焦量参数为+10 mm。
2.4 气泡对接头连接强度的影响
铝合金与CFRTP接头形貌如图5所示。可以看出,焊缝界面处产生了大小不一的气泡,这是因为在连接过程中部分表层的基体材料受热分解产生的气体来不及逸出而聚集在CFRTP中,这些离散的气泡在连接过程中压迫周围熔融基体材料,使其流入带有空隙的铝合金中,在一定程度上加强了铝合金与CFRTP的连接,增大了接头强度。王强[11]在碳纤热塑复合材料与不锈钢激光连接实验中,对焊缝区域气泡进行分析,发现连接区域气泡较少时,焊缝强度较低,且存在碳纤热塑复合材料熔融不充分、不锈钢与碳纤热塑复合材料连接不紧密的缺陷。当连接区域有适量气泡时,焊缝界面连接紧密,连接强度达到11.75 MPa。说明气泡的产生不是降低连接接头强度的原因,相反产生适量的气泡在一定程度上可以提高接头的连接强度。
2.5 时效处理对接头强度的影响
对最优参数下的试样进行时效处理(时效处理时间分别为0 h、12 h、24 h、48 h、96 h、144 h,时效处理温度180 ℃、210 ℃、230 ℃),探讨时效处理参数对接头强度的影响。时效处理温度为180 ℃,不同时效处理时间的接头拉伸强度趋势如图6所示。可以看出,接头的拉伸强度整体呈现先增大再减小再增大的趋势。这是因为接头经过时效处理后,CFRTP部分基体材料二次熔融,再次流入铝合金空隙中,加强了机械连接。并且CFRTP经过高温时效处理后,力学性能降低,接头强度高于CFRTP第一层碳纤维与第一层基体材料之间的粘结强度,接头拉伸强度增强。当时效处理时间延长,CFRTP进一步软化,铝合金与CFRTP接触面积增大,但接头结合力主要来自激光连接,时效处理所增强的结合力较弱,所以出现时效处理的时间延长但接头强度下降的现象。
不同时效处理温度和时效处理时间下接头拉伸强度如图7所示。可以看出,3种温度下拉伸强度的最大值随着温度的增加逐渐降低,整体的拉伸强度随着时效处理时间的延长呈现降低趋势。这是因为随着时效处理温度的升高,接近或超过基体材料熔点,基体材料熔融铺开,铝合金与CFRTP接触面积增大,单位面积下热输入量降低,并且随着温度的增加,焊缝界面不稳定引起连接界面气泡破碎,气泡数量减少使得接头强度降低。姜峰[20]等人对环氧树脂的拉伸试样件进行室温环境下1个月、8个月和13个月的时效处理,采用差示扫描量热法对树脂进行固化度测试。结果表明,拉伸断裂强度、拉伸屈服强度随时间增长而降低。李赟[21]等人在研究微气泡形成过程及温度影响时发现,随着过热度增大,相界面不稳定而引起气泡破碎。吴秋宁[22]等人观察竹粉/塑料试样表面的微观结构发现,水热处理试样后,试样表面会产生较大裂纹,力学性能明显降低,采用常温水浴处理,试样表面产生微裂纹,力学性能呈现先升后降再升高的趋势。
最优连接参数下时效处理0 h、180 ℃×12 h、230 ℃×12 h的焊縫电镜扫描形貌如图8所示。可以看出,时效处理0 h与230 ℃×12 h的连接界面有空隙,时效处理180 ℃×12 h连接界面连接紧密,且在时效处理230 ℃×12 h下,界面出现断裂。
3 界面连接机理分析
关于金属与碳纤维热塑性复合材料的连接机理,多采用机械结合理论、化学键生成理论、吸附理论等来进行分析说明[14-19]。最优参数下焊缝界面SEM如图9所示。可以看出,部分熔融的CFRTP流入铝合金空隙中,类似于铆接,增强了接头的拉伸强度。
最优参数下试样接头断裂面形貌如图10所示。图10a中铝合金的断口表面有残留基体材料,图10b中CFRTP的碳纤维沿着拉伸方向撕裂,图10c中CFRTP的断口面存在拉伸变形,图10d中的CFRTP部分碳纤维裸露。从微观形貌观察中可以看出铝合金与CFRTP具有良好的连接接头。
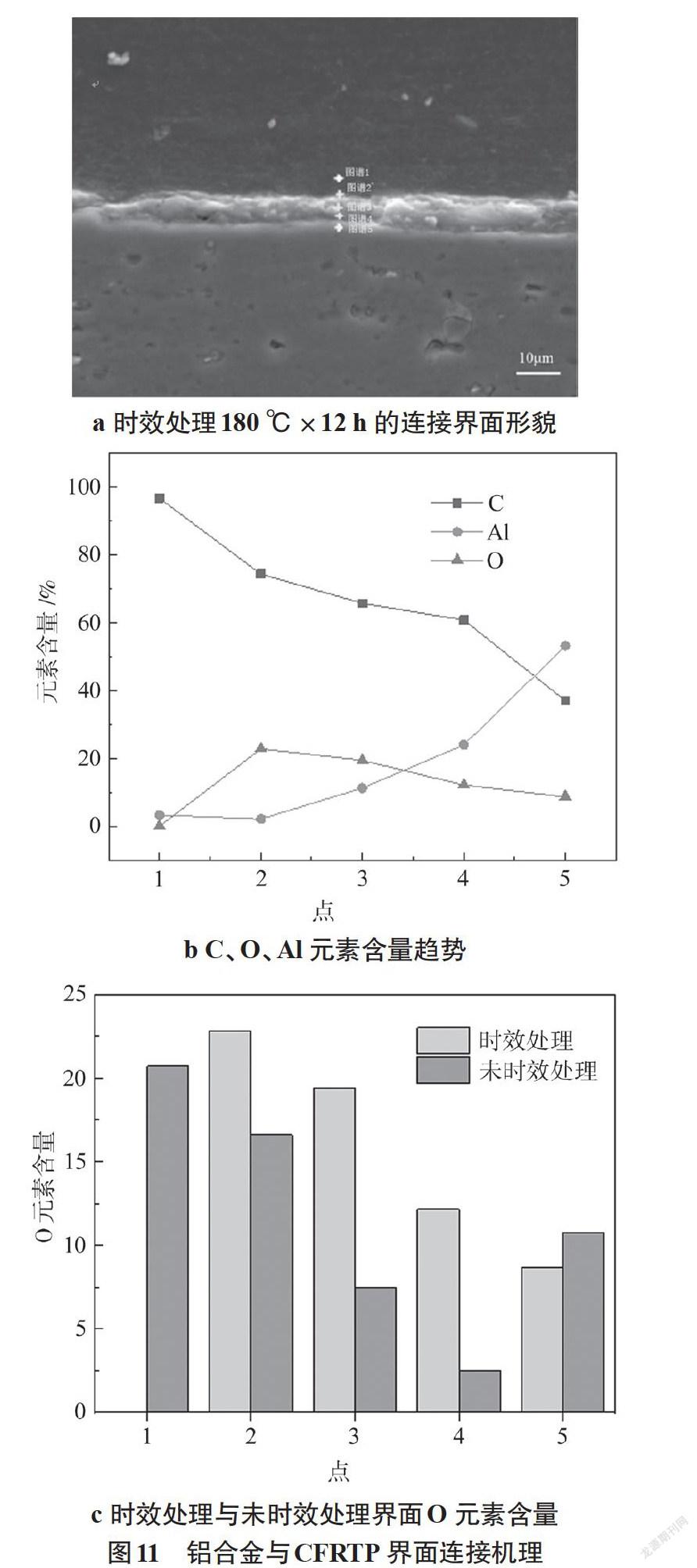
为进一步研究铝合金与CFRTP界面连接机理,采用EDS进行元素点分析,结果如图11所示。由图11b可知,C元素含量自CFRTP至铝合金一侧逐渐降低,由96%降至37%,Al元素含量自CFRTP至铝合金一侧逐渐增高,由3%升至53%,说明焊缝存在元素扩散。同时焊缝界面存在O元素,含量最高可达23%。将时效处理前后的焊缝O元素含量进行对比(见图11c),时效处理180 ℃×12 h的界面O元素含量比未时效处理的O含量多,说明时效处理增加了连接界面的O元素。由此可以推断,铝合金中的Al元素与CFRTP中的C以及O发生了络合反应,生成了C-O-Al或C-O等形式的键合,从而加强了接头强度。关于验证接头可能产生的化学键,将在进一步的研究中进行阐述。
4 结论
以A6061铝合金与CFRTP作为研究对象,研究时效处理对激光焊接接头性能的影响,比较时效处理前后接头的连接强度,揭示其连接机理,从而实现铝合金与CFRTP的高质量连接。得到以下结论:
(1)激光功率、扫描速度和离焦量对接头拉伸强度的影响规律均是先增加再下降。最佳工艺参数为功率1 000 W、速度4 mm/s、离焦量+10 mm。通过EDS分析连接界面,发现存在元素扩散、界面有O元素产生的现象。
(2)连接界面处产生了大小不一的气泡,加强了铝合金与CFRTP的连接。对试样进行时效处理发现,随着时效处理温度的增加,其强度最大值呈逐渐递减的趋势,随着时效处理时间的增加,强度呈先增加再降低的趋势,当时效处理参数为180 ℃×12 h,接头强度达到最大值16 MPa,界面连接紧密,并且时效处理增加了焊缝界面的O元素。
参考文献:
王光耀,魏莉霞,马鸣图. 汽车塑料进气歧管焊接技术的发展和应用[J].新材料产业,2016(4):48-51.
Gao Tiejun,Wang Yao,Liu Jianguang,et al. Research on Formability of Aluminum Alloy 2024 Sheet by Viscous Pressure Forming[J]. Advanced Materials Research,2013:2872-2876.
马鸣图,游江海,路洪洲,等. 铝合金汽车板性能及其应用[J].中国工程科学,2010,12(9):4-20.
刘静安,单长智,侯绎,等. 铝合金材料主要缺陷与质量控制技术[M].北京:冶金工业出版社,2012.
邱惠中,吴志红. 铝合金超塑成形技术的发展及其在航空航天领域的应用[J].宇航材料工艺,1994(6):38-43.
Zhang Zhou,Shan Jiguo,Tan Xianghu,et al. Effect of anodizing pretreatment on laser joining CFRP to aluminum alloy A6061[J]. International Journal of Adhesion and Adhesives,2016(70):142-151.
Arenas J,Alía C,Narbón J J,et al. Considerations for the industrial application of structural adhesive joints in the aluminium-composite material bonding[J]. Compos Part B,2013,44(1):417-423.
Huang Zhequn,Sugiyama S,Yanagimoto J. Adhesive-embossing hybrid joining process to fifiber-reinforced thermosetting plastic and metallic thin sheets[J]. Procedia Engineering,2014(81):2123-2128.
焦俊科,王强,昝少平,等. 碳纤热塑复合材料激光连接技术研究进展[J].航空制造技术,2016(19):24-29.
何金江,钟敏霖,刘文今. 基于激光直接制造技术的材料研究[J]. 金属热处理,2006(1):4-8.
王强. 碳纤热塑复合材料/不锈钢激光连接实验与数值模拟研究[D]. 浙江:宁波大学,2017.
王强,焦俊科,王飞亚,等. 界面状态对CFRTP/不锈钢激光连接接头强度的影响规律研究[J]. 应用激光,2016,36(5):527-534.
王飞亚,王强,焦俊科,等. CFRTP-不锈钢激光连接接头剪切强度及连接机理的研究[J].电加工与模具,2015(6):26-31.
Jung K W,Kawahito Y,Katayama S. Laser direct joining of carbon fibre reinforced plastic to stainless stee[J]. Ence & Technology of Welding & Joining,2011,16(8):676-680.
Cheon J,Na S. Relation of joint strength and polymer molecular structure in laser assisted metal and polymer joining[J]. ence and Technology of Welding & Joining,2014,19(8):631-637.
Tan Xianghu,Zhang Jing,Shan Jiguo,et al. Characteristics and formation mechanism of porosities in CFRP during laser joining of CFRP and steel[J]. Composites Part B-engineering, 2015(70):35-43.
Jung K W,Kawahito Y,Takahashi M,et al. Laser direct joining of carbon fiber reinforced plastic to aluminum alloy[J]. Journal of Laser Application,2013,25(3):530-533.
Zhang Zhou,Shan Jiguo,Tan Xianghu,et al. Improvement of the laser joining of CFRP and aluminum via laser pre-treatment[J]. The International Journal of Advanced Manu-facturing Technology,2017,90(9):3465-3472.
Zhang Zhou,Shan Jiguo,Tan Xianghu. Evaluation of the CFRP grafting and its influence on the laser joining CFRP to aluminum alloy[J]. Journal of Adhesion Science & Technology,2017,32(4):1-17.
姜峰,趙玉卿,黄争鸣. 时效对7901环氧树脂力学性能的影响[J].工程塑料应用,2019,47(3):81-84.
李赟,白博峰,阎晓,等. 微气泡形成过程及温度影响[J].工程热物理学报,2008(9):1511-1514.
吴秋宁,杨文斌,余方兵,等. 水热处理对可逆热致变色竹粉/塑料复合材料性能的影[J].复合材料学报,2013,30(6):28-36.
猜你喜欢
欣漾(2024年2期)2024-04-27 15:19:49
新潮电子(2021年7期)2021-08-14 15:53:12
建材发展导向(2021年13期)2021-07-28 07:14:48
陕西理工大学学报(自然科学版)(2019年4期)2019-08-30 02:33:28
儿童故事画报·发现号趣味百科(2019年9期)2019-02-02 04:12:19
中国光学(2018年5期)2018-10-15 11:02:52
大连理工大学学报(2017年6期)2017-11-22 10:00:02
材料科学与工程学报(2016年1期)2017-01-15 13:33:58
上海金属(2016年3期)2016-11-23 05:19:47
中国环境监察(2016年4期)2016-10-24 05:24:34
