
FZ 308-D不锈钢单层电渣堆焊层的成分、组织与性能
2021-09-08 10:33:34柳云天危兆胜丁铁军
机械制造文摘(焊接分册) 2021年4期
柳云天, 危兆胜,2, 丁铁军
(1.哈尔滨锅炉厂有限责任公司, 黑龙江 哈尔滨 150046;2.高效清洁燃煤电站锅炉国家重点实验室, 黑龙江 哈尔滨 150046)
0 前言
堆焊是焊接领域中的重要分支,目前已成为一项关键技术,大量应用于石油化工、冶金、交通运输等领域[1]。视服役工况及设计需求的不同,堆焊材料包含铁基、镍基、钴基和铜基等[2],常用的堆焊方法包括焊条电弧堆焊、埋弧堆焊、电渣堆焊、等离子弧堆焊、气体保护电弧堆焊等。
在部分气化炉、变换炉、甲醇反应器等石化行业的压力容器,以及核电站反应堆压力容器中,由于容器内壁对腐蚀速率有严格的要求[3]。因此,需在合金钢筒体内壁堆焊耐腐蚀的低碳不锈钢材料。常用的堆焊方式是在合金钢筒体基材内壁表面依次堆焊过渡层及不锈钢耐蚀层[4-5],过渡层金属可以起到连接基材与耐蚀层的作用,利于避免堆焊缺陷并使二者结合良好,耐蚀层用于抗工作介质腐蚀,保证压力容器的耐蚀性。
不锈钢单层堆焊是一种仅通过堆焊一层不锈钢金属,即可同时起到衔接基材并保证耐蚀性的堆焊工艺。作为一种相对较新的工艺方法,不锈钢单层堆焊目前已在国外很多项目中得以应用,但国内只在少量临氢设备上有过使用经验[6],有必要对这种工艺进行试验,测试分析不锈钢堆焊层的使用性能。
1 试验材料、方法及分析内容
1.1 堆焊材料
选用SA-336F11Cl3 铬钼钢锻件作为基材,其公称化学成分为1.25Cr-0.5Mo,规格为500 mm×300 mm×60 mm。选用昆山京群GDS-309LA不锈钢焊带作为堆焊材料,匹配GXS-ED308L 焊剂进行电渣堆焊。GDS-309LA不锈钢焊带的化学成分见表1,从表1中数据可知,该焊带符合NB/T 47018.5—2017《承压设备用焊接材料订货技术条件-堆焊用不锈钢焊带和焊剂》EQ309LA 的要求,可以用作压力容器内壁耐蚀层材料。

表1 GDS-309LA不锈钢焊带化学成分(质量分数,%)
1.2 焊接工艺
由于电渣堆焊具有熔深浅、稀释率低、熔敷效率高等特点,可以减少有效化学成分的消耗[7],因此,选用电渣堆焊工艺方法进行堆焊试验,堆焊工艺参数见表2。根据堆焊金属的化学成分,用作耐蚀层金属的型号为FZ 308-D。

表2 电渣堆焊工艺参数
1.3 分析与测试内容
在焊态下及堆焊热处理(PWHT)后,按照NB/T 47013—2015《承压设备无损检测》的要求,分别对堆焊试板进行100%PT检测及100%UT检测,评定堆焊缺陷。
将单层堆焊试板的合适位置经过切割和机械加工制备规格为20 mm×20 mm×20 mm的分析试样,经过磨平、抛光、腐蚀等处理过程制备金相分析试样,采用蔡司Discovery V8体视镜,放大5倍观察宏观形态。
按照GB/T 1954—2008《铬镍奥氏体不锈钢焊缝铁素体含量测量方法》的要求,在焊态下制取铁素体分析试样。采用磁性法测量堆焊层表面铁素体数(FN),测量10点并计算平均值。热处理后,制备化学检测试样,采用OBLF QSN750-Ⅱ型直读光谱仪依次对堆焊层表面和表面以下1 mm,2 mm及3 mm位置的堆焊金属化学成分进行分析,并根据WRC-1992计算得出各位置的铁素体含量。
采用蔡司Axiovert 200型光学显微镜观察记录堆焊层和熔合线附近区域的微观组织,采用APOLLO 300 型扫描电镜(SEM)以及Quantax 30型能谱仪对堆焊层进行微观组织和成分分析。
压力容器的使用性能主要有整体力学性能和与工作介质接触的内壁金属耐蚀性,整体力学性能主要由基材保证,内壁金属耐蚀性由采用的不锈钢焊带和堆焊工艺保证。此外,还要保证堆焊不锈钢工作层与基材结合良好。因此,采用弯曲试验测试不锈钢堆焊层与基材的结合性能,并按照GB/T 4334—2008《金属和合金的腐蚀-不锈钢晶间腐蚀试验方法》中的E法对堆焊层进行晶间腐蚀试验。
2 试验结果
2.1 无损检测与宏观分析
对堆焊试板进行100%PT检测及100%UT检测表明,堆焊层成形完好,堆焊区域未发现气孔、夹渣及熔合不良等缺陷。图1为堆焊试样宏观照片,上部黑色区域为堆焊层金属,下部为基材金属。堆焊金属与基材熔合良好,二者的结合面较平滑,无堆焊缺陷。通过测量,堆焊试样自熔合线到堆焊层表面的平均厚度约为4 mm。

图1 堆焊试样宏观形貌
2.2 铁素体含量及化学成分检测
焊态下堆焊层表面金属的铁素体数(FN)平均值及堆焊层不同位置金属的化学成分检测结果见表3。检测结果显示,焊态下FZ 308-D堆焊层试样的表面金属铁素体数介于3~5之间,平均值为3.7,满足多数工况下对不锈钢堆焊金属耐蚀性的使用要求。
将表3中堆焊层不同位置金属的主要元素检测结果与表1中GDS-309LA焊带的实测值比较可知,在基材稀释的作用下,堆焊层不同位置金属中Cr,Ni等元素的含量下降较明显,而且距离表面越远下降的越多。此外,由于基材中的C,Si等元素含量高于不锈钢焊带中的含量,使得堆焊层不同位置金属中这些元素的含量明显增加,而且距离表面越远增加的越多。受益于电渣堆焊低稀释率的特点,堆焊层上部约3 mm厚度金属的所有元素含量均符合标准要求。
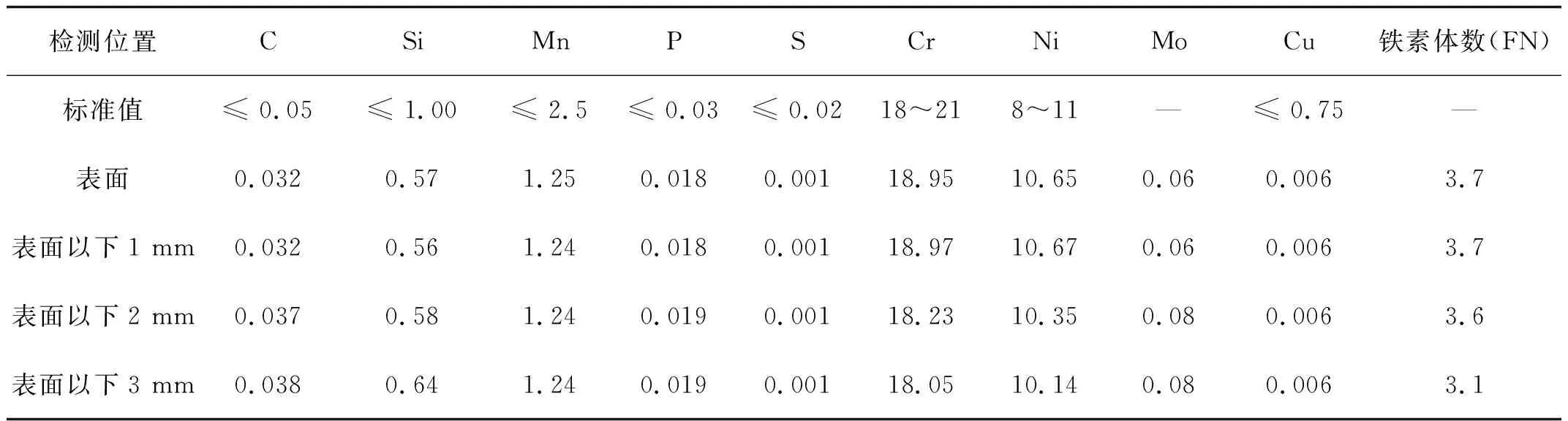
表3 FZ 308-D堆焊金属化学成分及铁素体含量(质量分数,%)
2.3 微观分析
分别对FZ 308-D单层电渣堆焊试样的堆焊层及熔合线附近区域进行微观检测,检测结果如图2所示。从图2a可见,堆焊层金属的微观组织是在白色奥氏体基体上分布着少量黑色不连续的网状及点状δ铁素体。图2b显示,堆焊层与基材熔合良好无缺陷,但堆焊层底部靠近熔合线的较窄区域中,网状铁素体消失,在奥氏体基体上仅有少量点状δ铁素体,熔合线下方的基材组织较细小。这是由于基材与不锈钢焊带化学成分差别很大,在堆焊层底部较窄区域融入少量基材成分,使得该区与堆焊层的微观组织产生明显差别,显然这个区域是基材向堆焊层金属中成分和组织的“过渡带”。
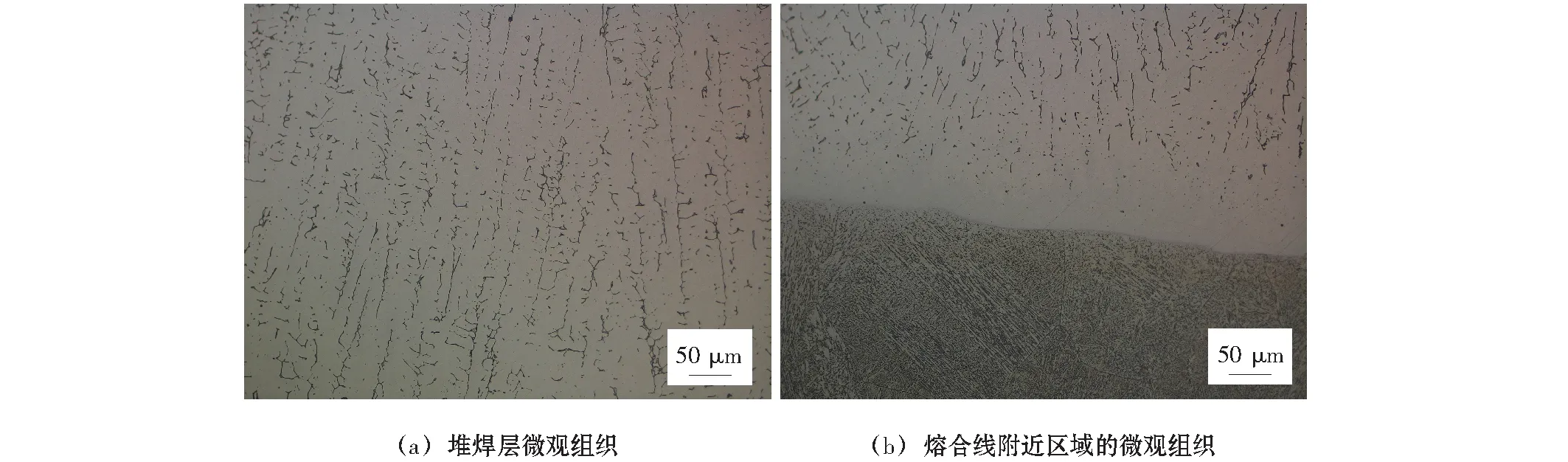
图2 堆焊试样微观组织
由于堆焊层金属与堆焊层底部“过渡带”的微观组织不同,有必要对其微观组织和成分进行深入分析。扫描电镜照片及能谱分析如图3和图4所示。从图3及图4微观组织的SEM照片可以看出,右侧为基材上方的过渡带,左侧为堆焊层底部。堆焊层底部与母材衔接的过渡带区域,其微观组织由奥氏体和基本垂直于熔合线的柱状及点状δ铁素体组成,呈柱状晶形貌。因为紧邻熔合线的过渡带靠近基材,不锈钢焊带金属与少量基材金属熔化混合后,该区域凝固时冷却速度快,形成柱状晶。测试表明,过渡带金属的铁素体体积分数约为10%,可能与该区域的C和Si含量较高相关(表3),这对降低堆焊层底部热裂纹倾向有利。邻接过渡带的堆焊层底部金属,微观组织为奥氏体基体上分布枝状铁素体,呈枝晶状形态,这是由于高温凝固过程中,堆焊层底部金属较过渡带的冷却速度有所下降造成的。堆焊层δ铁素体减少,可保证堆焊层金属的耐蚀性能。对过渡带及堆焊层的能谱分析可以看出,过渡带与堆焊层Cr,Ni元素含量相当,能谱分析结果见表4。二者的差别主要体现在微观形貌和铁素体体积分数上。

图3 过渡带微观组织SEM形貌及能谱分析结果

图4 堆焊层微观组织SEM形貌及能谱分析结果

表4 过渡带及堆焊层能谱分析结果(质量分数,%)
2.4 弯曲与晶间腐蚀试验
堆焊试板在热处理后,按照NB/T 47014—2011《承压设备焊接工艺评定》的要求制备4件横向侧弯试样,弯心直径40 mm,弯曲角度180°。试验结果显示,不锈钢堆焊层与铬钼钢基材弯曲后仍然完好。因此,采用单层电渣堆焊工艺获得的不锈钢堆焊层与SA-336F11Cl3 铬钼钢基材的结合强度可以满足使用要求。
对单层电渣堆焊试板制取晶间腐蚀试样,试样规格为80 mm×20 mm×3.5 mm。由于试板已进行去应力退火,因此可免除敏化热处理。晶间腐蚀试验结果显示,FZ 308-D单层堆焊试样无晶间腐蚀裂纹,如图5所示。

图5 堆焊层晶间腐蚀试样外观
3 结论
(1)使用GDS-309LA不锈钢焊带和GXS-ED308L 焊剂,进行单层电渣堆焊,在SA-336F11C13铬钼钢基材上制备了厚度约为4 mm,与基材熔合良好无缺陷的FZ 308-D耐蚀堆焊金属。焊态下堆焊层表面金属的铁素体数平均值为3.7。
(2)由于基材的稀释,堆焊层Cr,Ni等元素的含量下降较明显,距离表面越远下降的越多,但堆焊层上部约3 mm厚度金属的所有元素含量均符合标准要求。
(3)堆焊层微观组织为枝晶状奥氏体和少量网状及点状δ铁素体,底部靠近熔合线有一薄层“过渡带”,由于紧邻基材,过渡带的C,Si含量较高且冷却速度较快,奥氏体呈柱状组织,柱状晶间的铁素体比堆焊层多一些。
(4)弯曲后不锈钢堆焊层与铬钼钢基材仍然结合完好,堆焊试样无晶间腐蚀裂纹,采用单层电渣堆焊工艺获得的不锈钢堆焊层满足使用要求。
猜你喜欢
石油地质与工程(2019年4期)2019-09-10 08:22:48
山东冶金(2019年3期)2019-07-10 00:54:06
森林工程(2018年3期)2018-06-26 03:40:44
新世纪水泥导报(2016年1期)2016-07-01 04:00:41
山东冶金(2015年5期)2015-12-10 03:27:42
上海金属(2015年5期)2015-11-29 01:13:55
上海金属(2014年4期)2014-12-15 10:40:28
复杂油气藏(2014年3期)2014-04-18 10:40:06
燕山大学学报(2014年3期)2014-03-11 15:28:31
机械制造文摘(焊接分册)(2013年2期)2013-03-20 13:57:12
