
25Cr-7Ni-4Mo型双相不锈钢接头组织及焊接质量控制
2021-09-08 10:33:36武建朝左世飞刘思玲延雨龙
机械制造文摘(焊接分册) 2021年4期
武建朝, 左世飞, 刘思玲, 延雨龙
(陕煤集团榆林化学有限责任公司,陕西 榆林 719000)
0 前言
随着工业4.0的到来,传统制造正在向智能制造转变,我们在享受先进科技技术和工业制造成果的同时也面临着诸多挑战。例如能源问题已成为全人类必须共同面对的难题,煤炭高效清洁转化项目正在逐步代替石油产业成为新的工业基础能源,煤化工也正由基础工业产品向精细化工和集成工业产业集群转变。展望十四五规划,中国的煤化工产业也在工业建设占据了一定比例,然而焊接技术、材料工程技术作为工业建设中必不可少的工序及组成部分,与工业发展相辅相成。双向不锈钢因其独特的焊接性能和材料性能已在煤化工项目中的得到了广泛的应用,同时也成为了工程技术人员一直以来讨论研究的热门课题。
1 双相不锈钢介绍
双相不锈钢(Duplex stainless steel,DSS),指铁素体与奥氏体各约占50%,一般较少相的含量最少也需要达到30%的不锈钢[1-2]。在含C较低的情况下,Cr含量在18%~28%,Ni含量在3%~10%。有些钢还含有Mo,Cu,Nb,Ti,N等合金元素。
1.1 结构与类型
双相不锈钢由于含有奥氏体和铁素体双相组织,两相组织比例基本各占50%,所以兼有奥氏体和铁素体钢的优点。常温条件下,屈服强度可达400~ 550 MPa,是普通奥氏体不锈钢的2倍。硬度为普通不锈钢1.76倍。固溶态的断后伸长率达到15%以上,常温韧性AKV(V形槽口)在100 J以上等特点。比奥氏体不锈钢强度高,特别是屈服强度提高显著,且耐点蚀、缝隙腐蚀、应力腐蚀、耐腐蚀疲劳等性能也有明显的改善[3]。比铁素体不锈钢的韧性高,脆性转变温度低,特别是耐晶间腐蚀性能和焊接性能均显著提高;同时又保留了铁素体不锈钢的一些特点,如热导率高、线膨胀系数小,具有超塑性及磁性等。
1.2 理化性能及分类定义
25Cr-7Ni-4Mo型双相不锈钢常温条件物理性能见表1。25Cr-7Ni-4Mo型双相不锈钢化学成分见表2。

表1 25Cr-7Ni-4Mo双相不锈钢常温条件下物理性能

表2 25Cr-7Ni-4Mo双相不锈钢化学成分(质量分数,%)
双相不锈钢的分类主要是按照耐氯化物对不锈钢点蚀和应力腐蚀能力,就是通常说的PREN值[4](抗点蚀当量)来分类,计算公式为:
PREN=Cr+3.3Mo+16N
(1)
式中:Cr,Mo,N 分别为其化学成分的质量分数。按照不同的PREN值,可将双相不锈钢分为18Cr-5Ni-3Mo型(PREN值为24~25),23Cr-4Ni-Mo型(PREN值为32~33),22Cr-5Ni-3Mo型(PREN值为38~39)和25Cr-7Ni-4Mo型(PREN﹥40)4个类型。其中PREN﹥40的被称为超级双相不锈钢,也就是25Cr-7Ni-4Mo-N型。25Cr-7Ni-4Mo型双相不锈钢又可分为普通型(25Cr-6Ni-3Mo-Cu-N-W)和超级型(25Cr-7Ni-4Mo-N),其中在煤化工项目应用较多的是22Cr-5Ni-3Mo型和25Cr-7Ni-4Mo型双相不锈钢。
根据式(1)可看出,25Cr-7Ni-4Mo型双相不锈钢含有更高镍、铬、钼和氮的含量,因此相比于其他双相不锈钢具有了更高的抗斑腐蚀、孔腐蚀、低压力下耐氯离子应力腐蚀、裂缝腐蚀的能力。再加上超低的碳含量更是大大降低了焊接热处理过程中晶界碳化物的析出量,从而使其具有极高的耐碳化物晶间腐蚀能力。
1.3 使用环境温度对25Cr-7Ni-4Mo型双相不锈钢性能的影响
25Cr-7Ni-4Mo型双相不锈钢不同环境温度的冲击耐冲击性能见表3。25Cr-7Ni-4Mo型双相不锈钢高温张力特性见表4。

表3 25Cr-7Ni-4Mo型双相不锈钢不同温度冲击性能 J
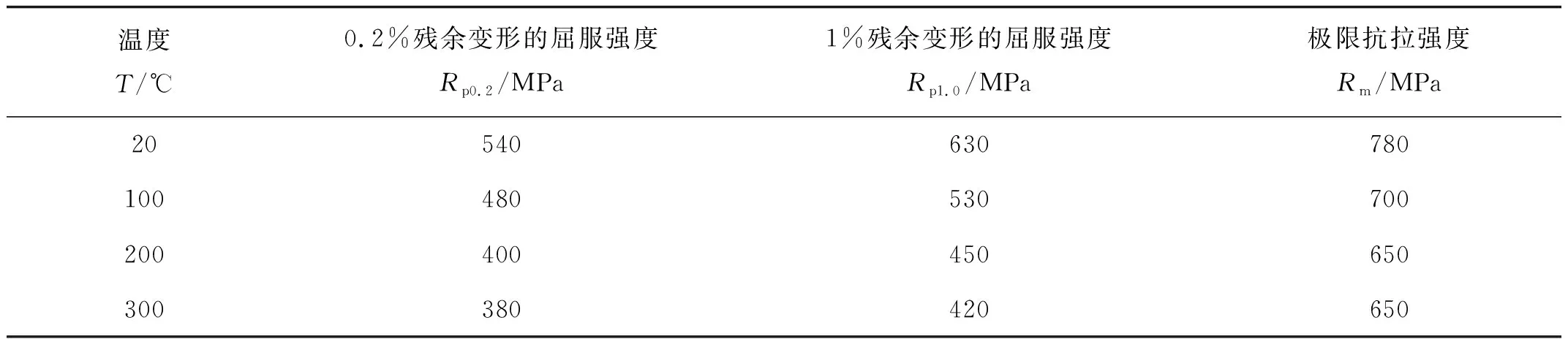
表4 25Cr-7Ni-4Mo型双相不锈钢高温张力特性
通过数据可以看出25Cr-7Ni-4Mo型双相不锈具有很高的耐压强度和冲击强度。这些特性适用于很多结构零件及机械部件。尤其是在高温条件下有更好的塑性和韧性,结合其优良的腐蚀性能,所以被用于含硫量较高的气化装置的灰水、黑水管道和动力站装置的脱硫废水及污泥管道中,另外通过观察低温冲击性能看出超级双相不锈钢在较低的温度下性能都会下降,尤其是在在-40 ℃以下的条件下冲击吸收能量呈现直线下降状态,所以该材料不适合在-40 ℃介质及环境条件下使用。
2 焊接性分析及焊接注意事项
2.1 焊接方法及材料的选用
25Cr-7Ni-4Mo型双相不锈钢因兼有铁素体不锈钢和奥氏体不锈钢的优点,所以可焊接性能较好,目前煤化工项目常用的管道壁厚一般在15 mm以下,所以常使用的焊接方法为GTAW和GTAW+SMAW,坡口形式主要为V形坡口,坡口加工宜采用机械加工,坡口加工完成后应进行100%VT检测,不得有裂纹或夹层缺陷,焊丝/焊条主要采用ER2253/E2253,异种焊接接头的焊接材料选用应综合焊接接头的强度(包括高温持久强度)与耐腐蚀性、线性膨胀系数的差异及焊接裂纹、气孔的敏感性等因素。
2.2 焊接保护气体及热输入控制
25Cr-7Ni-4Mo型双相不锈钢GTAW焊接时应采用直流正接(DCSP),使用高频焊机焊接效果更佳。正面保护宜采用98%Ar+2%N2或100%Ar,背面保护宜采用100%N2或100%Ar,焊枪宜选用大喷嘴,正面保护气流12~18 L/min,背部保护气流控制在10~20 L/min,收弧时应将弧坑填满,息弧后焊枪应多停留几秒,检查收弧质量并去除表面缺陷。SMAW焊接时应采用直流反接(DCRP),SMAW焊接时应采用小热输入、短电弧、小摆动或不摆动的操作方法,小摆动是摆动幅度应不大于2.5倍焊条直径。焊接热输入应控制在5~15 kJ/cm,其它型号双相不锈钢焊接热输入应控制在8~20 kJ/cm。
2.3 组对、预热要求及工艺参数
定位焊的焊接材料和焊接工艺应与正式焊接相同,焊工必须取得相应项目的资格,且在有效期间内方可担任焊接工作,内壁错边量不应大于壁厚的10%,且不得超过0.5 mm。组对卡具应为双相钢或奥氏体不锈钢,不得使用碳钢卡具。定位焊缝应均布,长度10~15 mm,高度2~4 mm,且不宜超过壁厚的2/3。
正常施焊时双相钢不需要预热,当管件温度低于0 ℃时,应对焊缝两侧各300 mm范围内加热到15~20 ℃且应热透。采用氧乙炔加热时,火焰不得与管壁直接接触,可采用薄管夹套进行隔离,同时应将表面湿气全部清除,对拘束性较大的厚壁焊件,宜将始焊处300 mm半径范围内进行局部预热。
GTAW和SMAW焊接参数宜参照表5进行选用焊接电流和电弧电压。

表5 25Cr-7Ni-4Mo型双相不锈焊接参数
2.4 冬季施工需做好焊前预热
某项目施工过程在发现管线2220-BLW408-4"焊缝号8号(规格φ114 mm×6.3 mm)打底完成后填充过程中在母材三通一侧有微裂纹,对该焊缝进行PT检测结果显示:焊缝三通一侧有裂纹两处,长度分别为67 mm和28 mm。裂纹位于焊缝边缘2 mm处,开裂位置正处于热影响区。经分析该管件为铸造管件,焊接作业时时环境温度为-5 ℃,焊前未采取预热措施,GTAW打底过程因拘束应力过大将焊缝熔合区与热影响区撕裂,填充过程二次受热,裂纹进一步延伸扩展,焊工焊接时肉眼观察缝热影响区焊缝开裂。所以冬季焊接一定要做好预热措施,尤其是铸造管件的焊接极其重要。同时加强焊后检验工作。
3 25Cr-7Ni-4Mo型双相不锈钢焊接接头组织控制
3.1 焊接环境温度对接接头组织的影响
双相不锈钢焊接成形后,主要控制铁素体与奥氏体各约占50%,但正常焊接很难达到1∶1的效果,除控制焊接工艺参数外,焊接环境温度对接接头组织的影响非常重要,现场GTAW和GTAW+SMAW主要的控制方法为5~15 s内将熔池金属的颜色由红色转变至常规色,且1 min内将熔敷金属降至200 ℃,层间温度控制在100 ℃以下。来控制有害相的析出。所以双相不锈钢焊宜选择在冬季进行施工,如夏季或南方地区施工双相不锈钢宜采用小电流或焊缝100 mm外的管壁上贴湿毛巾或水冷来控制有害相的析出。焊接时严禁在焊缝上直接浇水。
3.2 二次回火对接头组织的影响
与奥氏体不锈钢相反,双相不锈钢与接触腐蚀介质一面的焊缝先焊,使得最后施焊的焊缝保留在非接触介质一面,利用后焊道焊缝对现先焊焊道的二次回火作用来改善接头组织。如设计文件要求接触介质的焊缝最后施焊或施焊条件不允许其先焊时,则应在此焊缝表面在施焊一道工艺焊缝,但该工艺焊缝在焊接完成后应采用打磨或机加工方法去除,也可以采用GTAW不填丝二次熔焊的方法来改善接头组织。
3.3 GTAW和GTAW+SMAW不同热输入对接头组织的影响
3.3.1耐腐蚀性能及铁素体含量测定方法
如何测定双向不锈钢的耐腐蚀量,国内应按照GB/T 4334—2020《金属和合金的腐蚀 奥氏体及铁素体-奥氏体(双相)不锈钢晶间腐蚀试验方法》,实验室主要测试方法为不锈钢-硫酸铜腐蚀试验法,结果评定方法常用金相法。
要注意母材与焊缝铁素体含量的测定执行规范不一致,其中母材应参照GB/T 13305—2008 《不锈钢中α-相面积含量金相测定法》主要测试的方法:①α-相面积含量的测定法;②金相图像定量分析法。焊缝应参照GB/T 1954—2008《铬镍奥氏体不锈钢焊缝铁素体含量测量方法》主要测试方法:①磁性法;②金相法。磁性法测量铁素体含量是会有±2.5%的误差,但是磁性法测量的优点有测量范围宽, 操作简单, 人为影响因素小, 测量精度能满足工程要求,同时还可以实现铁素体含量的现场无损检测,是比较理想的检测方法之一,也是项目建设过程中较常用的检测的方法,其他方法均为破坏性试验法,一般用于试验及焊接工艺定制作。
3.3.2磁性法实测不同焊接方法铁素体含量
按照GB/T 1954—2008《铬镍奥氏体不锈钢焊缝铁素体含量测量方法》采用磁性法对现场GTAW和GTAW+SMAW两种焊接方法各取6道焊缝进行根部焊道铁素体含量检测,检测数据见表6。

表6 磁性法实测不同焊接方法铁素体含量(质量分数,%)
经分析由于GTAW+SMAW二次回火热输入量大。对焊缝接头组织改善效果更好,所以测出根部焊道的铁素体含量更加接近50%,因根部焊材为直接接触介质一面,所以测量根部焊道的铁素体含量更为准确的说明焊缝的抗腐蚀性和耐磨性能。
3.3.3金相法实测不同焊接方法铁素体含量
图1为金相法试验试件,试件1号和2号为GTAW试件,3号和4号为GTAW+SMAW试件。图2为试验试件100倍热影响区晶相照片。图3为试验试件500倍焊缝区晶相照片。

图1 金相法试验试件

图2 100倍热影响区晶相形貌
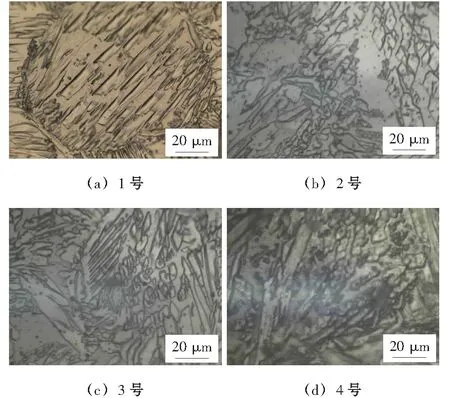
图3 500倍焊缝区晶相形貌
通过以上试验照片对比标准图谱测得试验试件铁素体含量值见表7。
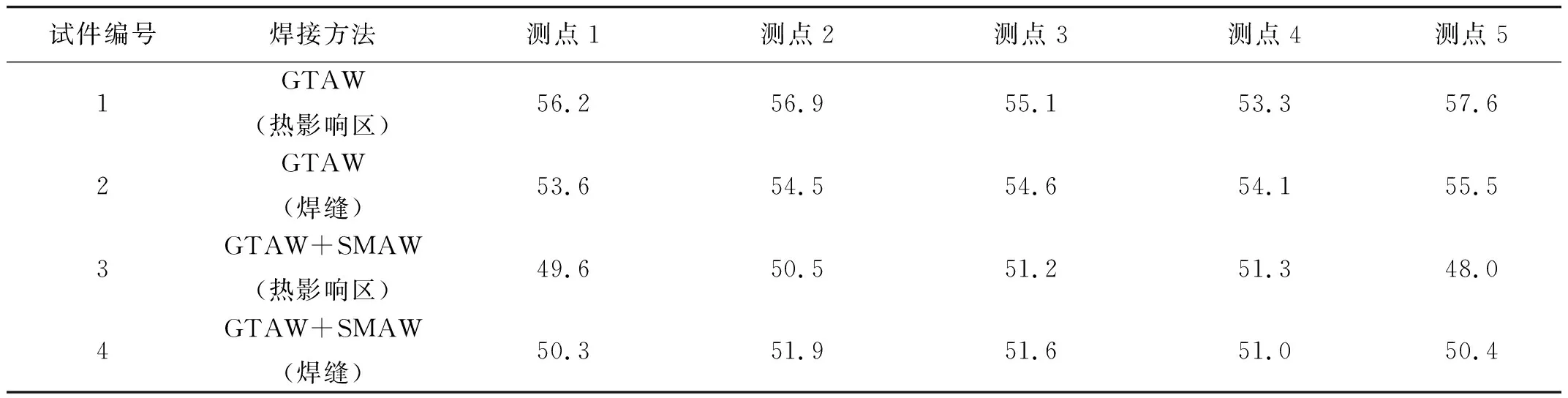
表7 金相法实测不同焊接方法铁素体含量(质量分数,%)
按照金相法测得的试验数据基本与磁性法保持相同。GTAW+SMAW的焊缝铁素体含量整体优于GTAW。铁素体与奥氏体所占比例更接近1∶1,GTAW焊缝铁素体含量之所以偏高,与焊缝本身热输入较小,冷却速度过快,更容易析出铁素体有很大关系。
4 结论
试验依据主要为北方冬季施工时所产生的数据,GTAW+SMAW的焊接效果优于GTAW,如果在夏季或者南方地区施工,应采取积极的降温措施,来保证焊缝铁素体和奥氏体的占比。正面保护宜采用98%Ar+2%N2,背面保护宜采用100%N2来弥补焊接过程N元素流失,更有利于增加焊缝的稳定性,但此过程如果控制不好冷却速度容易析出氮化铬。另外极端寒冷条件不采取预热措施,管道焊接很容易产生裂纹。
[2] 陈今良, 王海波, 周洪. 填充金属对2205双相不锈钢TIG焊接头组织与性能的影响[J]. 焊接, 2019(1): 55-58.
[3] 高站起 , 荆洪阳, 徐连勇, 等. 超级双相不锈钢多层多道焊接接头组织及腐蚀性能[J]. 焊接学报, 2019, 40(7): 143-148.
[4] 李国平, 柳阳, 王立新, 等. 热输入对S32750超级双相不锈钢TIG焊接接头腐蚀性能的影响[J]. 焊接, 2018(9): 43-46.
猜你喜欢
山东冶金(2022年2期)2022-08-08 01:50:42
山东冶金(2022年3期)2022-07-19 03:24:54
四川冶金(2018年1期)2018-09-25 02:39:24
中国铸造装备与技术(2017年3期)2017-06-21 11:33:47
中国神经再生研究(英文版)(2017年4期)2017-01-12 02:48:06
上海金属(2016年1期)2016-11-23 05:17:28
焊接(2016年9期)2016-02-27 13:05:20
焊接(2016年8期)2016-02-27 13:05:13
焊接(2015年9期)2015-07-18 11:03:52
上海金属(2014年5期)2014-12-20 07:58:43
