
全氢罩式退火机组主要设备问题及预防措施
2021-09-04 01:48张春杰侯延伟
设备管理与维修 2021年15期
许 威,滕 云,张春杰,侯延伟
(首钢京唐钢铁联合有限责任公司镀锡板事业部,河北唐山 063200)
0 引言
目前,国内冷轧带钢再结晶退火炉主要分为连续退火炉和罩式退火炉两种方式。对一些具有特殊工艺需求的冲压钢,尤其是对深冲性能带钢的热处理方面,罩式炉更能显示其优越性。罩式退火炉从氮氢炉台逐步发展到目前以全氢和强对流全氢(HICON/H2)炉台为主,业内知名的罩式炉供货商主要有奥地利EBNER 公司和德国LOI 公司。主要针对EBNER 罩式炉在使用过程中的存在的设备问题进行分析研究。
1 罩式退火机组工艺及设备组成
罩式退火工艺步骤主要分为以下步骤:装炉→冷密封泄漏测试→吹扫加热升温→保温→热泄漏测试→带罩冷却→风冷→喷淋冷却(水冷)→吹扫→出炉→终冷台冷却→入平整库。罩式退火工艺步骤如图1 所示。
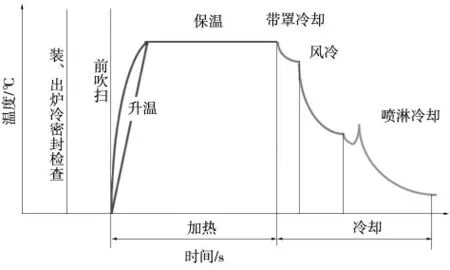
图1 罩式退火工艺步骤
罩式炉主要设备组成分为“三罩一台”,即加热罩、冷却罩、内罩、炉台。还包括一些辅助设备,由终冷台、阀站、液压站、对流板、废气排放系统等组成。罩式炉各组成设备的稳定运行,对罩式退火产量、质量、安全生产、能耗成本、环保排放指标都有着重要的影响。
2 罩式退火机组主要设备问题
罩式炉设备往往在使用过程中,因设备老化、功能精度降低等多方面原因,导致设备故障率高发,造成机组生产效率持续降低、质量问题等频繁发生[4-6]。
2.1 炉台使用过程中易出现的问题
炉台是罩式炉永久性主体设备,主要由炉台钢结构、扩散器、底部对流板、炉台循环风机、液压夹紧装置及其他附属部件等组成。由于炉台要承受钢卷及内罩的全部重量,因此炉台需要具备承载能力、抵抗反复加热和冷却变形的能力;同时由于炉台要与内罩形成一个密封的工作空间,并且要求保证一定压力,作为钢卷退火的工作空间,因此要求炉台具备密封性好、绝热性好、蓄热小以及结构简单等特点。
在退火过程中,炉台易发生以下4 个方面的问题:
(1)在退火过程中,由于炉台密封圈在使用过程中老化失去弹性、挤压变形、异常损坏等情况易造成内罩与炉台之间密封失效,炉内气体外泄造成紧急吹扫,对炉台产量及钢卷质量造成较大影响。
(2)炉台循环风机振动超过设定值,易造成炉台停机,无法正常进行退火,严重时,持续振动易造成与电机连接的介质管道螺栓松动,密封失效泄漏,炉台空间压力降低,发生紧急吹扫事故。
(3)炉台与内罩之间液压夹紧装置由于长时间在高温环境下工作,使用频繁,易造成夹紧液压缸缸体密封磨损、老化,缸体内部出现磨损、卡阻情况导致夹紧液压缸压头转动不到位或不转动,造成压头未正常压下起到压紧作用;或因密封老化造成缸体发生內泄,夹紧力达不到,从而导致炉台与内罩之间未压紧,引发紧急吹扫故障。
(4)钢卷在组垛过程中堆垛超过允许高度,装炉高度过高或者钢卷码放位置偏斜造成内罩筒壁与弧形封头焊缝连接处被钢卷顶起产生缝隙,内罩与炉台之间发生泄漏。
2.2 加热罩使用过程中易出现的问题
加热罩与内罩之间形成一个燃烧室,其主要由钢结构金属壳体、炉顶横梁和导向臂、燃烧系统以及内部耐火炉衬组成。在加热过程中加热罩易出现以下3 个方面的问题:
(1)烧嘴无法正常点火。罩式炉加热罩上烧嘴分为上、下两排,每排4 个高速烧嘴环绕在加热罩上,烧嘴沿内罩切向方向布置,保证在加热的时候,火焰围绕内罩的外壁形成一个火焰环,能对内罩均匀加热,使炉温均匀。往往在加热过程中,部分烧嘴出现故障,无法正常点火,造成升温速度慢,同时内罩受热不均,长期使用,内罩筒壁在烧嘴区域易发生鼓包变形情况。
(2)加热罩底部陶瓷纤维密封绳损坏失效,造成加热罩底部温度过高。加热罩底部设备如夹紧液压缸在高温环境内长期工作寿命缩短,易发生各类故障,同时密封损坏后,外部空气进入燃烧室,会增加高温燃烧时氮氧化合物(NOx)的产生,使得烟气内氮氧化合物指标超标。
(3)加热罩内部耐火陶瓷纤维内衬发生开裂、粉化塌陷甚至脱落时,隔热效果将会大幅降低,加热罩外壳温度升高,对加热罩外部线缆及设备造成较大影响,严重时导致加热罩无法使用。
2.3 内罩使用过程中易出现的问题
生产时内罩位于组垛的钢卷与加热罩之间,通过内罩对钢卷进行间接加热或冷却。罩退内罩筒身及顶部封头主要采用耐热不锈钢309S 焊接而成,底部法兰与内罩焊接成一体,目前主流内罩大多采用筒壁横波纹设计,一方面能够保证水能均匀并稳定地布满整个内罩,另一方面可以提高抵抗径向热变形能力,提高内罩使用寿命,增加传热面积,缩短加热和冷却时间,从而提高炉台小时产量。罩退现场新旧内罩实物如图2 所示。

图2 罩退现场新旧内罩实物
(1)在退火过程中,内罩长期在冷却→高温加热→冷却状态下工作,冷热状态变化频繁,极易产生热疲劳和腐蚀,使得内罩顶部封头及内罩筒壁腐蚀变薄,变薄位置强度降低发生凹陷变形甚至直接穿孔。
(2)内罩顶部的吊环肋板在上述环境中腐蚀变薄,强度降低,顶部吊环与内罩顶部封头上焊接的连接立板脱开,内罩在吊运过程中易发生跌落,有砸坏周边设备及人员的安全隐患。
(3)由于煤气或者助燃空气压力波动,以及点火电极或电磁阀故障等情况,会造成个别烧嘴点不着火或者点火后熄火,会造成内罩整体温度的不均匀,局部温度较其他部位偏高,内罩筒壁在长期存在比较大的温度梯度的情况下,受高温和应力的综合作用,容易使内罩材料的高温蠕变强度降低,很容易导致内罩筒壁正对烧嘴区域发生凹凸不平、膨胀的情况。严重时内罩在吊运过程中膨胀部位会损坏加热罩内衬,内罩无法继续使用(图2b为烧嘴区域膨胀鼓包情况,白色为内罩膨胀鼓包部位与加热罩耐材发生剐蹭痕迹)。
3 预防措施
3.1 针对炉台的设备管理及维护
(1)加强对炉台液压夹紧装置的检查。每3~4 个退火周期手动检查一次炉台液压夹钳动作执行情况,包括夹紧装置压头是否摆动到位、转动缸体是否存在泄漏等情况,对有问题的液压夹钳及时更换处理并更换记录。同时定期查看炉台日志信息,检查是否存在液压泄漏补压等报警信息,做到提前检查处置。
(2)加强对炉台密封圈的检查更换。结合炉台密封圈的使用情况制定更换周期,同时注意炉台密封圈异常损坏时的调查跟踪。在工艺控制上要定期对炉台表面残油、残铁等杂物进行清理,防止异物压入损坏密封圈,同时对刚换罩的加热罩严格进行管控,放在专门的放罩区域,不允许将高温换罩下来的加热罩直接扣在炉台上,烫坏炉台密封圈。
(3)加强对炉台循环风机的振动情况检查。根据炉台振动监控曲线、劣化趋势及现场点检电机轴承等部位制定炉台循环风机更换及维修保养计划。在退火过程中应关注炉内压力波动及H2消耗情况,及时发现并组织人员对现场管网及炉台循环风机电机接口部位进行泄漏检查。
(4)严格执行装炉组垛管理规定。组垛高度不能超过内罩允许高度,同时钢卷在炉台组垛位置与中心线偏差不宜超过100 mm。
3.2 针对加热罩的设备管理及维护
(1)定期对加热罩助燃风机过滤网及加热罩煤气管道电磁阀、炉台煤气主阀门过滤网进行清理,保证煤气及空气供应流量,减少因为流量低造成无法点火或点火后熄灭问题。
(2)每班由罩式炉操作人员对加热罩不能点火燃烧的烧嘴进行跟踪统计,并反馈给机电点检人员进行及时处理恢复。点火电极是烧嘴的重要部件,直接关系到是否能将混合的煤气与空气点燃,在使用过程中,点火电极易出现短路、接地及表面碳化的现象,需要针对有问题的点火电极及时更换以免烧嘴点不着,影响加热罩点火升温,同时也避免内罩加热时受热不均。
(3)加强对加热罩燃烧情况进行管控。通过对加热罩升温时间及燃烧火焰、废气氧含量进行监控,同时使用便携式压力计测量煤气压力和空气压力值,调节煤气控制阀及空气阀到合适开度,使煤气与空气处于完全燃烧状态,残氧量控制在4%~5%,有助于降低燃烧期间产生的NOx 含量。
(4)加强对加热罩外部壳体温度进行检查。加热罩外壳平均温度不应超过40 ℃,加热罩顶部及烧嘴区域温度应不超过75 ℃。当加热罩烧嘴区域壳体温度异常增高时,需要安排对该加热罩内部耐材情况进行检查,必要时对加热罩内衬耐火材料进行修复或更换。加热罩底部密封圈区域需要加强点检测温,当温度超过50 ℃时,应当组织对加热罩底部密封圈进行检查更换。
3.3 针对内罩的管理及维护
(1)加强对内罩顶部封头及吊环状态的检查与修复。内罩使用过程中应每隔2~3 个月就需要对内罩顶部吊环与内罩连接情况进行检查,检查内容包括吊环肋板腐蚀情况、封头上立板腐蚀情况、肋板与立板连接的销轴脱落情况等。发现腐蚀变薄、强度降低或者肋板与立板脱开情况应停用内罩并进行修复。可根据内罩高度制作专用的检修平台,方便维修人员直接到达内罩封头处进行修复,保障作业安全。
(2)加强对内罩筒壁厚度及表面状况进行检查监控。内罩设计厚度一般设计顶部弧形封头厚度为8 mm,内罩波纹筒壁厚度为6 mm。顶部封头及烧嘴区域筒壁厚度应当重点进行监控测量(测量时应选择测量点必须具有金属光泽,没有氧化层的部位),每3 个月应对内罩进行一次测量。测量部位厚度在低于4 mm 时,继续使用时间应不超过600 h。每个退火周期结束后,应对内罩表面进行检查,对明显的膨胀鼓包、凹坑变形等表面状况进行确认,提前制定维修计划。
(3)加强对内罩的修复管理。针对日常检查情况制定修复计划,对于需要返厂修复的内罩做好登记,标注好下线时间、修复具体内容、修复检测报告等身份信息,方便后续跟踪使用情况。同时应根据使用寿命提前备好新的内罩备件,循环修复,避免集中修复,无内罩备件影响罩式炉正常生产。
4 结束语
通过掌握罩式炉关键设备的使用状况及存在的典型问题,不断提升罩式炉设备管理及维护水平,并进行有预防的维修保养,能够有效的延长设备的使用寿命,减少设备故障的发生,对提高罩式炉的产量、质量、降低生产成本、安全风险等方面都有重要的意义。
猜你喜欢
山西冶金(2022年2期)2022-06-04
中国设备工程(2022年7期)2022-04-20
大型铸锻件(2022年1期)2022-02-12
南方农机(2021年17期)2021-09-11
石油化工设备(2021年4期)2021-07-21
装备制造技术(2020年4期)2020-12-25
重型机械(2020年3期)2020-08-24
中国重型装备(2020年2期)2020-04-08
中国工程机械学报(2019年5期)2019-10-16
集装箱化(2016年10期)2016-11-28
