某型直升机尾上舱结构失稳故障修复研究
2021-08-31 02:43瞿德锋
航空维修与工程 2021年4期
瞿德锋
摘要:从某型直升机尾上舱结构失稳故障入手,分析了产生故障的原因,制定了修复方案,进行了修复验证,成功排除了故障,并提出使用、维护建议以确保直升机的使用安全。
关键词:直升机;尾上舱;结构失稳;修复
Keywords:helicopter;tail upper cabin;structural instability;repair
0 引言
某型直升机在使用过程中,水平测量检查时发现该机尾减第23号点(尾减轴中心)到尾梁第20号点高度差超出规定下限值4mm,同时发现该机尾上舱第19~23号隔框下部第10~14号桁条间的壁板结构存在不同程度的变形、失稳现象。初步判定,该直升机尾上舱结构变形、失稳是造成尾减速器轴中心第23号点到尾梁第20号点高度差超出规定值的主要原因。尾上舱结构承载尾部结构(含部件)的重力以及尾梁传递的尾桨气动力、弯矩、扭矩等交变载荷,如果不对结构失稳故障进行排除,让其继续发展可能危及直升机的使用安全,因此有必要对该故障开展修复研究。
1 故障描述
1.1 尾上舱结构检查情况
蒙皮变形主要在中机身后段第21~23隔框右侧的第12~13号长桁之间,蒙皮向内凹曲约为0.5mm,变形面积约为(100×100)mm。桁条变形主要集中在尾上舱左侧第10~14号桁条和右侧10号桁条上,偏离长桁轴线 2mm。具体部位及变形情况见表1。
中机身后段尾上舱第19~23号隔框间桁条与蒙皮相连的点焊钉,部分有脱焊现象。分解桁条后检查发现,蒙皮存在腐蚀现象(见图1),左右13号桁条腐蚀较为严重(见图2)。
1.2 尾梁、尾斜梁结构检查情况
检查尾梁外蒙皮、内部隔框、长桁及连接铆钉,未发现异常情况。检查尾斜梁,尾斜梁外部蒙皮、加强筋、蒙皮,未发现异常情况。检查水平安定面,其表面未发现变形、裂纹。
2 原因分析
2.1 尾上舱结构特点
直升机尾上舱位于中机身上部,分为前后两段。尾上舱前段第10~13号框之间为消耗油箱舱,第16~22号框之间为特设舱,第16~18号框之间为通往尾梁的舱口。尾上舱后段19号框处与尾上舱前段铆接在一起,下部则与中机身后部位置的整流带、两侧蒙皮、隔框、纵向构件、下部蒙皮铆接在一起。
尾上舱后段为蒙皮、桁条、隔框等零件组成的薄壁锥形结构,桁条通过电阻焊或铆钉铆接的方式与蒙皮连接,通过耳片与隔框连接,隔框通过铆钉与蒙皮铆接在一起,从第19~21号框开始截面逐渐减小,在21号框处过渡到完整的锥形结构,在23号框处通过螺栓与尾梁1号框对接。
2.2 尾上舱后段薄壁结构承载特点分析
由于尾桨轴线高于直升机重心,尾上舱结构需承载尾部结构(含部件)的重力以及尾梁传递的尾桨气动力、弯矩、扭矩等交变载荷。尾上舱蒙皮结构(含桁条)在平衡旋翼的反作用力时,其左右方向的蒙皮结构需承受交變载荷;尾部结构(含部件)的重力形成的弯矩则由尾上舱结构的上下蒙皮结构承受,上部蒙皮结构受拉,下部蒙皮结构受压;同时尾上舱位置距尾桨中心距离较长,尾部重力及尾桨拉力引起的弯矩较大,左下侧及右上侧位置承受的复合弯矩较大,易造成尾上舱后段第21~23号框下部结构出现变形。
该机的改进型直升机,其尾上舱结构与该直升机基本一致,仅在第21~23号框下部左右13桁条间增加补强板进行加强,但改进型直升机在首翻期内使用中,更换了更大功率的发动机,增加了尾桨叶弦长,改变了桨尖气动外形,尾上舱结构在承载交变载荷时,左右侧蒙皮点铆在桁条处的薄壁结构产生变形失稳现象,说明该区域结构强度裕度不足。改进型直升机对尾上舱薄壁结构变形失稳区域采取加铆桁条的方法进行加强,提高了变形失稳区域的强度、刚度和稳定性,使失稳现象得以消除。本次检查发现的该直升机尾上舱局部失稳变形现象与改进型直升机尾上舱薄壁结构变形相似。
2.3 直升机特殊情况分析
该型直升机为20世纪80年代中期制造,虽然飞行时间不长,但直升机日历期已达到33年。该机在使用至日历期25年后长期处于野外停放状态,缺乏必要的维护,易造成蒙皮点焊处产生腐蚀,在交变载荷的长期作用下易产生脱焊。
根据《直升机结构强度》资料,对变形失稳区域的结构强度和蒙皮稳定性进行计算,当点焊脱铆时,桁条与蒙皮分离,约束蒙皮宽度增大,导致失稳蒙皮的稳定性降低。
该型直升机未安装摆锤式减摆器,直升机在过渡飞行过程中振动较大,加剧了尾上舱薄壁结构点焊处的脱焊,减少了桁条与蒙皮间的约束,使得该处蒙皮壁板结构易失稳而变形。
该机的飞行科目主要以悬停和起落飞行为主,着陆次数相对较多,易造成中机身尾上舱结构承载过大,产生蒙皮结构变形、失稳。
经过以上分析,得出结论:该机日历期较长,长期野外停放,点焊位置易腐蚀;受尾桨长期交变载荷作用及过渡飞行过程中的较大振动影响,点焊位置易脱焊,同时由于金属材料的屈服强度随使用时间增加而逐渐降低,导致尾上舱下部结构强度、刚度和稳定性降低,造成结构疲软变形、失稳。
3 修理
3.1 修理目标及原则
通过对机体结构局部变形进行修理,恢复安装、调试后,使直升机恢复至原设计状态,能够正常使用。
1)按大修手册及工艺规程要求,对失稳部位进行切割、整形、局部补强,使直升机失稳部位强度和刚度恢复至原设计状态。
2)修理中不改变各构件间的连接方式和传力路线。
3)依据原机材料化验结果,使用与原机材料、规格及热处理状态相同的材料,按该型直升机修理工艺要求对变形桁条进行更换,对失稳变形的蒙皮进行加强。
4)修理后对直升机进行水平测量,测量数据须在该直升机原始出厂规定的范围内。
3.2 修理过程
为提高尾上舱区域蒙皮的稳定性,采取加铆桁条进行加强、对下部蒙皮进行割修、增加上下加强板的方法进行修复。具体过程如下:
1)脱铆尾上舱19~23框间下部左10号~14号~右10号桁条与蒙皮连接的点焊钉,对19~23框下部左10号~右10号桁条间的下部蒙皮进行切割修理(见图3)。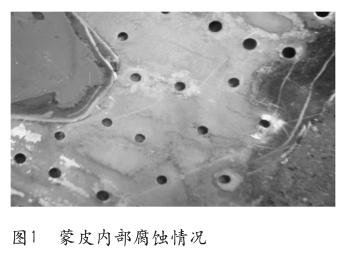

为便于内部桁条的铆接,拆卸了货舱顶部18~19框间的弧形蒙皮板,并对内部变形的支架进行了加强(见图4)。
对变形的桁条、耳片进行了更换。为保证修理质量,确保结构使用安全,对更换的桁条下陷过渡区域进行了着色检测。
为防止蒙皮切割修理后,雨水浸入蒙皮搭接缝造成蒙皮腐蚀,在蒙皮搭接缝内涂刷了XM-28密封胶。
在19~23号框间左第10~13号和右第10~13号桁条间增铆LY12CZXC111-7新桁条对蒙皮进行加强,新桁条分段安装,使用LY12CZ t2 mm铝板制作的连接片,与桁条、隔框腹板铆接在一起(见图5)。
在第21~23框左第13和右第13桁条间下部蒙皮外表面安装补强板进行加强,补强板为LY12CZt1.2mm(见图6)。
为防止雨水浸入加强板与蒙皮间,在加强板与蒙皮间涂刷了XM-28密封胶(见图7)进行密封。
為防止桁条与蒙皮间点焊钉位置发生脱焊裂纹,将19~23框间的桁条与蒙皮间的焊点更换为铆钉铆接。
修理中为保证尾梁的左右偏移及斜梁第20点与直升机水平基准面数据在规定范围内,制作了23框定位、调整工装(图8),使用托架支撑尾梁的方法进行调整。
4 修复验证
4.1 修理前后的三维测量对比及结论
修理前后对尾上舱蒙皮更换区域进行了三维扫描、比对,证明修理前后尾上舱蒙皮更换区域的外形尺寸基本一致。
4.2 试飞验证
按照额定重量对直升机进行试飞验证,飞行方法按滑行、悬停和起落航线科目进行,单场次飞行时间2h,每次飞行后对修复部位进行目视检查,没有变形、脱铆现象。
总飞行20h后,对直升机再次进行了水平测量和尾轴同轴度、偏摆量检查,均符合工艺要求。
5 使用、维护建议
直升机修复交付用户后,飞行使用至50h和100h,应对机身后段尾上舱、尾梁及尾斜梁等结构部位进行重点检查,对直升机尾传动轴的同轴度、偏摆量进行测量;飞行至100h,应对直升机进行水平测量检查;检查无异常后,直升机可正常使用。
针对该直升机,建议机务人员在每次飞行后,加强机身结构可视部位的检查,如发现蒙皮失稳、变形以及裂纹等异常现象,应及时向修理厂反馈。
猜你喜欢
红蜻蜓(2021年3期)2021-07-14
艺术科技(2016年9期)2016-11-18
数字技术与应用(2016年9期)2016-11-09
科技视界(2016年18期)2016-11-03
中国实用医药(2016年24期)2016-10-17
科学与财富(2016年28期)2016-10-14
科技视界(2016年20期)2016-09-29
第二课堂(小学版)(2009年9期)2009-11-13
航空知识(2001年5期)2001-06-12