基于产能提升的BDC吊装方案设计
2021-08-30 02:24于功琦郑邓芳杨曜滨
汽车与驾驶维修(维修版) 2021年7期
于功琦 郑邓芳 杨曜滨

摘要:从企业本身发展角度来说,不断提升产能,形成规模成本,对提高竞争力也具有重要意义。本文所阐述的基于产能提升的BDC吊装方案设计,正是从细化生产链工艺角度出发,识别并打通产能瓶颈工艺段,通过小范围的改造实现整体产能大幅提升的目的。这可以最大限度消除外部物料紧缺,内部生产链运行波动带来的总装产能损失,最终达到快速交付客户订单,提升市场竞争力的目的。
关键词:产能提升;BDC;吊装;设计;效率;优化
中图分类号:U466文献标识码:A
0引言
上汽通用五菱宝骏基地承担着五菱银标、新宝骏品牌和新能源等重要战略车型的产量输出。2020—2021年,基地导入新车型数量超过10个,新配置超过70个,在过去的6个月里产出总量接近20万辆。如此强劲的市场需求及多个新车型的集中生产启动,对供应链体系和制造体系都是极大的挑战。
在2021年年初以来芯片短缺的供应链寒冬情况下,如何充分利用车身、涂装等前端工序产能,减少芯片等其他相关总装物料对整车下线产能的影响,提升汽车主机厂整体产能,是各汽车厂商面临的重要问题[1]。总装BDC吊装,做为承接上下游工序的重要运行调控手段,它的能力提升很大程度上增强了生产链抗风险能力,为关键车型的生产目标完成以及赢得市场份额发挥了重要的作用[2]。
1乘用车制造基本工艺流程及其对产能的影响
乘用车的主要生产工艺流程依次为:首先,各冲压件在车身车间进行焊接成白车身;然后经过车涂车体分配中心后,按照流向码分别进入涂装一期、二期车间;喷涂完颜色的车体流经涂总车体分配中心(涂总BDC,下文简称BDC)后,按照流向分别进入总装一期、二期车间完成整车装配。
BDC是联接整车厂涂装、总装车间的输送系统[3]。当总装节拍大于车身或涂装节拍,或总装物料不能及时到货时,喷涂后的车身可经BDC拉车下地暂时存放。当总装物料到货,白车身下地库存与涂装正常生产出车之和与总装物料及节拍能力匹配时,可将喷涂后的车身再由地面吊装上线送入总装车间进行装配。通过这个过程调节,可搶在总装紧缺物料到货前提前将车身制造出来,充分利用前段车身及涂装制造产能,为后端总装生产工艺段快速交付客户紧急订单赢得宝贵时间。
2项目概述
目前我司在BDC一楼已有一个吊装口,为增强调节能力,在BDC一楼新增一个吊装口,解决因物料短缺、设备故障或人员操作问题带来的生产链拥堵或空位产能损失风险,最大化利用各环节产能。机械改造在一楼进行,软件改造涉及整个BDC。选定吊装口位置后,在返回道新增一个短滚床、一个拆堆垛和一个旋转滚床,满足吊装口和机运交接。在该吊装口处,共分3种模式:上件模式、下件模式和常规模式。
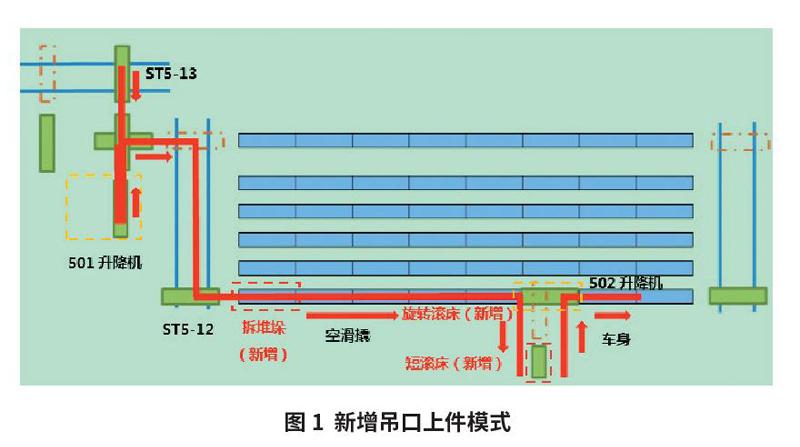
(1)上件模式。空滑撬从ST5-13处沿红线路径经旋转滚床运行到短滚床处,吊装上线车身后沿车身方向运行(图1)。若ST5-13侧空撬存储区没有滑撬会立马从二楼呼叫空撬沿501升降机方向运行到上件口。
(2)下件模式。车身从502升降机处下经过旋转滚床来到短滚床处,吊装下线后空滑撬沿红线运行到拆堆垛机堆垛后(图2)。若ST5-13侧空撬存储区空位,则送至空撬存储区,若ST5-13侧空撬存储区不空位则送至二楼存储区。
(3)常规模式。车身和空撬按照原来模式运行,最左侧道次跟原来一样,作为BDC一楼的车身返回道。
该项目完成新增吊装口施工后,吊装调控能力提升100%。在物料短缺、车涂总节拍不匹配的复杂生产情况下,很大程度上化解了因设备故障、人员操作带来的生产链波动,成功提升关键车型产能15%。
3项目关键技术
(1)利用算法零成本实现空滑橇调度。根车辆分配情况,建立空滑橇调度系统,能有效判断空滑橇当前情况。
①空滑橇调度系统会随时判断在ST5-13处空滑橇情况。当在ST5-13处无空滑橇存储,调度系统会开启二楼空滑橇呼叫功能,保证一楼升降机空滑橇供应。
②空滑橇调度系统同时会监控501升降机和502升降机之间的空滑橇数量。当空滑橇数量及所处位置小于生产节拍时,调度系统会从ST5-13调空滑橇过来支援。
③空滑橇调度系统同时也监控人工上线口滑橇。当人工上线口处于上件模式时,车辆离开上线口后,调度系统会自动补上一个空滑橇等待上车;当处于下件模式时,车辆搬出人工上线口后,调度系统会自动将空滑橇移到存储位,以备使用;当处于常规模式时,该人工上线口不存储空滑橇,车辆正常通行。
(2)建立一个跟原系统匹配的新系统。在该项目之前,车辆调度系统能自动根据现场情况调度二楼车辆。在该项目实施后,车辆调度系统不仅能自动调度二楼车辆,还能自动调度一楼车辆,为车辆调度提供便捷,也为车辆计划提供了实施保障。
(3)安全、高效的在线匹配软件,平台化的设计思路。该项目利用AB的PLC系统和CIMPLICITY软件,搭建CS网络架构平台,提供了安全、高效的平台化设计。
4项目要点、难点
该项目利用现有设备、控制系统、AVI系统和PMC系统,不增加硬件设备,利用现有以太网和现场总线等混合网络,柔性生产。该项目的难点也正是其创新点,体现如下。
(1)柔性生产。以流向分车为基础,承载宝骏基地实现一、二期柔性排产的总装上线工作,每班次柔性率10.0%以上。以总装拉动思想为原则,支持月度总装上线目标100.0%达标。从第四季度起总装运行效率稳定在95.0%以上,较好地支撑销售旺季月计划的完成。
(2)机运效率提升。组织总装维修团队、ME团队和物流团队等对BDC机运问题进行攻关,对运行瓶颈工位进行改造,柔性效率提升62.5%,满足实际生产需求。
(3)系统优化。联合IT、销售、物流及制造ME区域对BDC分车AVI系统及上线扫描MES、PTS系统的功能进行多项新增、优化、开发。特别是与销售、IT开发实现了成品物流分车及上线识别功能。
(4)项目车型上线控制。监控各车型的项目订单上线,全年100%按节点要求完成,为海外项目车的生产、调运发挥调度作用。
(5)人员培训及流程规范。培训BDC人员掌握SOS标准化操作,实现操作工全员岗位柔性。通过实施技改项目,实现员工在扫描件内进行扫描,降低安全隐患并减少步行浪费,优化了操作流程。相关流程文件及培训材料也得到极大的补充与完善。
5结束语
BDC吊装调控能力提升项目可以低成本、高效率完成各车间调配计划,柔性生产,灵动调配资源,提升了生产效率及优化管理。另外,经过实施技改项目,员工对PLC系统、AVI系统和PMC系统有更深刻理解,为生产维修提供了学习资源,在整个汽车行业是为数不多的平面BDC实现立体BDC库功能。最后,该项目使用的系统具有超前的数据辨识能力,适应生产发展需求,实现的方法简洁高效,是制造过程的增益改造。日后将这一技术和思想在行业内进行广泛推广,实现高效生产具有显著的指导意义。
【参考文献】
[1]洪慧.非均衡生产模式下车体分配中心的功能拓展分析[J].科技与企业,2012(13):14+16.
[2]程勇.谈车体分配中心与生产线混线均衡生产[J].企业科技与发展,2013(13):72-74.
[3]朱晓初.立体库与平面库在车体分配中心的联合使用[J].装备制造技术,2014(01):37-40.
猜你喜欢
科学大众·教师版(2022年4期)2022-04-13
中国品牌(2021年6期)2021-08-06
科学与财富(2021年34期)2021-05-10
语数外学习·高中版中旬(2021年12期)2021-03-09
福建基础教育研究(2019年3期)2019-05-28
福建基础教育研究(2019年11期)2019-05-28
广东教育·高中(2017年11期)2017-12-04
时代英语·高二(2015年1期)2015-03-16