
城轨车辆钩缓装置组装流水线设计探讨
2021-08-30 03:01:46姜孝瑜,肖明辉,宋志强
铁道车辆 2021年1期
姜 孝 瑜,肖 明 辉,宋 志 强
(中车青岛四方车辆研究所有限公司 钩缓事业部,山东 青岛 266111)
实施流水线组装产品的一大特点就是批量较大,品种单一,对于城轨车辆钩缓产品,由于其品种多,交期短,批量小,实现流水线组装较为困难。本文通过对城轨车辆钩缓装置的模块分析,探讨钩缓装置在小批量、多品种模式下实现流水线组装的工艺方法,为动车、高铁类似钩缓产品实现现代化的批量组装方式提供一种可行的思路。
1 城轨车辆钩缓装置模块分析
城轨车辆钩缓装置虽然品种多,但有其共同点,即均由各种成熟模块组合而成,主要包括连挂系统、电气连接器、压溃缓冲装置、安装吊挂系统和过载保护装置。
(1) 连挂系统。采用330型密接式城轨车辆机械钩头,集成机械连挂和风路连通的功能,手动(或自动)进行解钩操作,并能够进行连挂反馈,保证列车之间机械、电路和气路的可靠连接和分解。
(2) 电气连接器。是全自动钩缓装置中执行列车之间电路自动连通和分解的功能模块,通过机械车钩的自动连挂和解钩实现两列车电气线路的自动连挂和分离。
(3) 压溃缓冲装置。其能量吸收部分由缓冲器和压溃管组成,缓冲器用来吸收车辆正常连挂及运行过程中的冲击能量,压溃管用来吸收车辆发生意外碰撞时的冲击能量。
(4) 安装吊挂系统。由安装座、钩尾销、对中机构及支撑机构等组成,其作用是保证钩缓装置能够在水平面和垂直面内一定范围内灵活转动,并具有在水平面一定范围内自动对中和垂直面内自动支撑的功能。
(5) 过载保护装置。其作用是当钩缓装置受到的非正常冲击载荷超过拉断螺栓设计的触发力值时,拉断螺栓会发生断裂破坏,导致缓冲器与车钩安装座分离,缓冲器及压溃管会滑向车钩安装座后端,即车钩头向后方退行,进一步消耗冲击能量,实现过载保护功能。
2 流水线设计
为实现多种型号车钩的兼容,组装流水线设计时需选择一种最具代表性、批量最大的车钩型号进行分析。本文选择深圳9号线城轨车辆头车全自动钩缓装置为目标产品,以GHA01流水线为例,对城轨车辆钩缓装置组装流水线进行设计。
2.1 钩缓装置各组装工序作业时间
通过录像写实得出的钩缓装置各组装工序作业时间如表1所示。
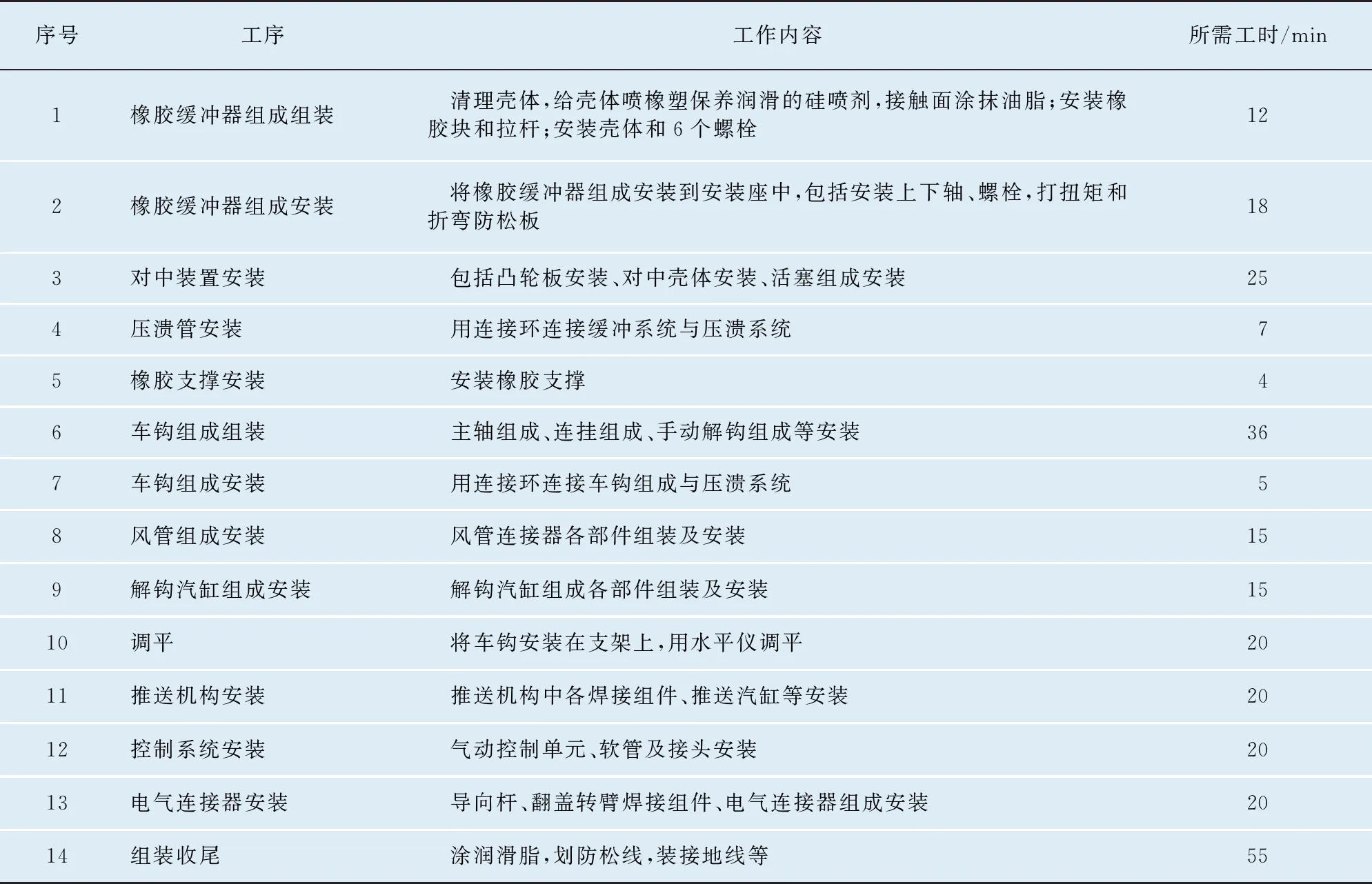
表1 钩缓装置各组装工序作业时间
2.2 节拍策划
节拍时间=每日工作时间/日产量[1],其中日产量=每月客户需求的数量/每月工作日。根据生产计划要求,按每月生产40列地铁车辆计算,每列车有2套头钩、2套中间钩,共160套车钩。按每月工作日23天、每天作业时间为7 h计算,每套车钩组装所需最少节拍时间为:23×7×60÷160≈60(min)。
2.3 工位策划
按照头车全自动钩缓装置总作业时间计算,GHA01流水线需要5个工位,节拍时间为60 min。为兼顾到不同钩缓装置的差异(例如某些型号的钩缓装置需提前预组装小部件,如缓冲器与回转体组件、压溃管组成等),保证流水线上各工位工时均衡和流水线节拍一致,故在产线之外增设了3个辅助预组装工位(GHA001、GHA002、GHA003),提前配料组装,平抑产品差异。
2.4 工位工序切分
流水线工位数量确定以后,对操作内容进行工序切分以确定工位作业内容。流水线组装过程分为14个工序,根据工序作业内容分为4个主工位(GHA101、GHA102、GHA103、GHA104)和1个收尾工位(GHSW01),每个工位为1人操作,各工位的工序见图1,图1中1~14分别为各工位的工序。

图1 流水线各工位的工序
2.5 标准作业组合票
完成工位工序切分后,运用标准作业组合票、山积图等精益工具对作业内容进行平衡,使操作人员能在一个节拍内完成规定的工作内容,同时确定该工位作业所需的工装、设备及工具等。图2为标准作业组合票示意界面。
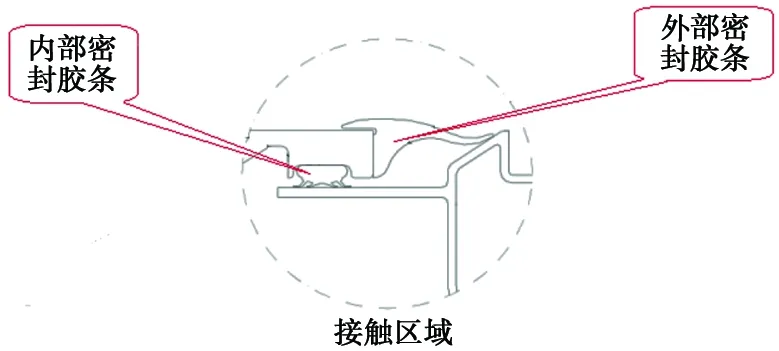
图2 密封胶条双密封形式

图2 标准作业组合票示意界面
2.6 流水线布局
按照总体工艺方案及流程要求,同时充分考虑人流、物流的合理性及现场实际作业面积,确立组装流水线布局图(图3)和设备工装明细表。
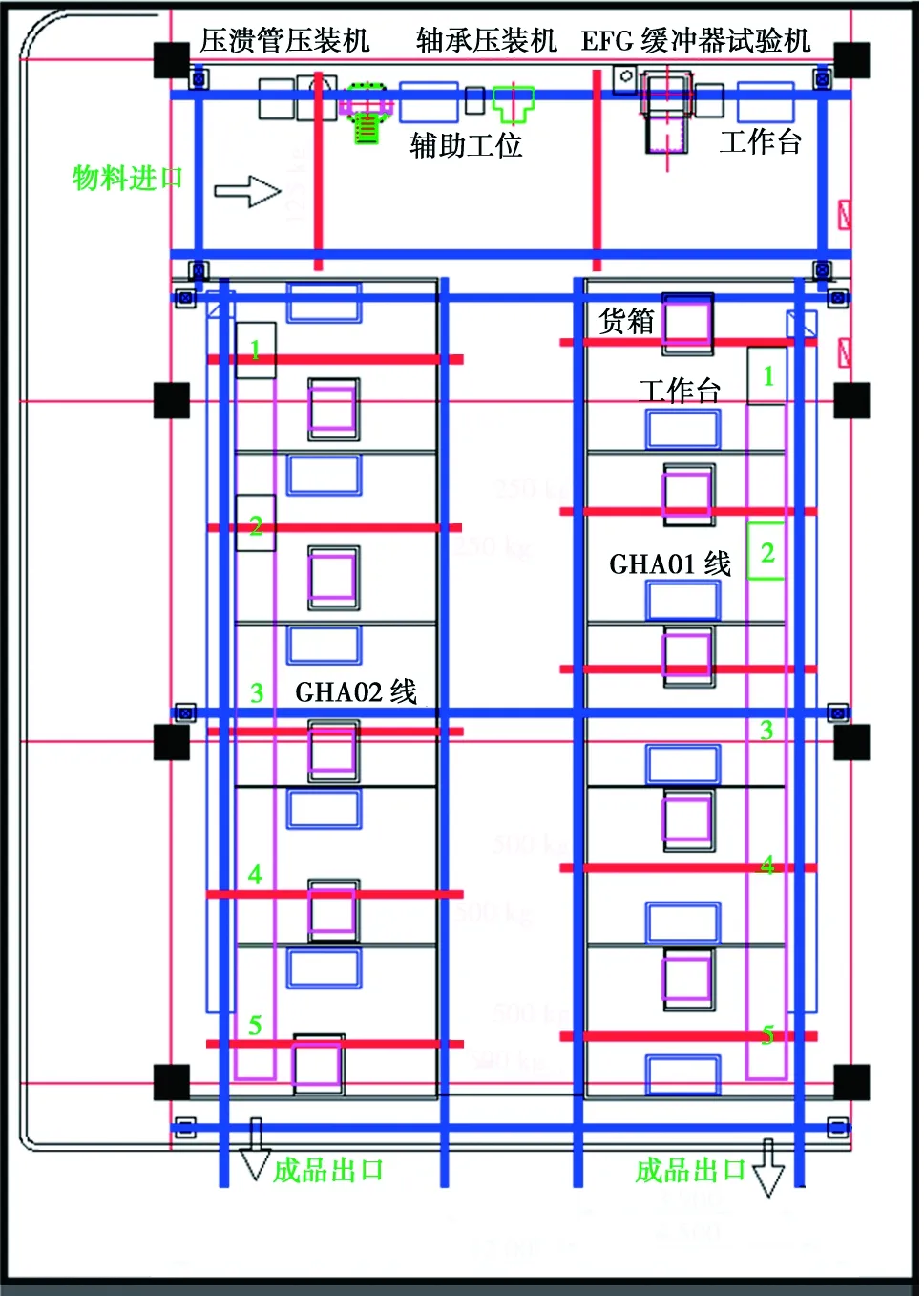
图3 组装流水线布局示意图
2.7 流水线工艺看板
基于上述流水线设计,将人、机、料、法、环、测六要素汇集在流水线工艺看板中,用于指导现场工位人员生产,图4为流水线工艺看板示意界面。
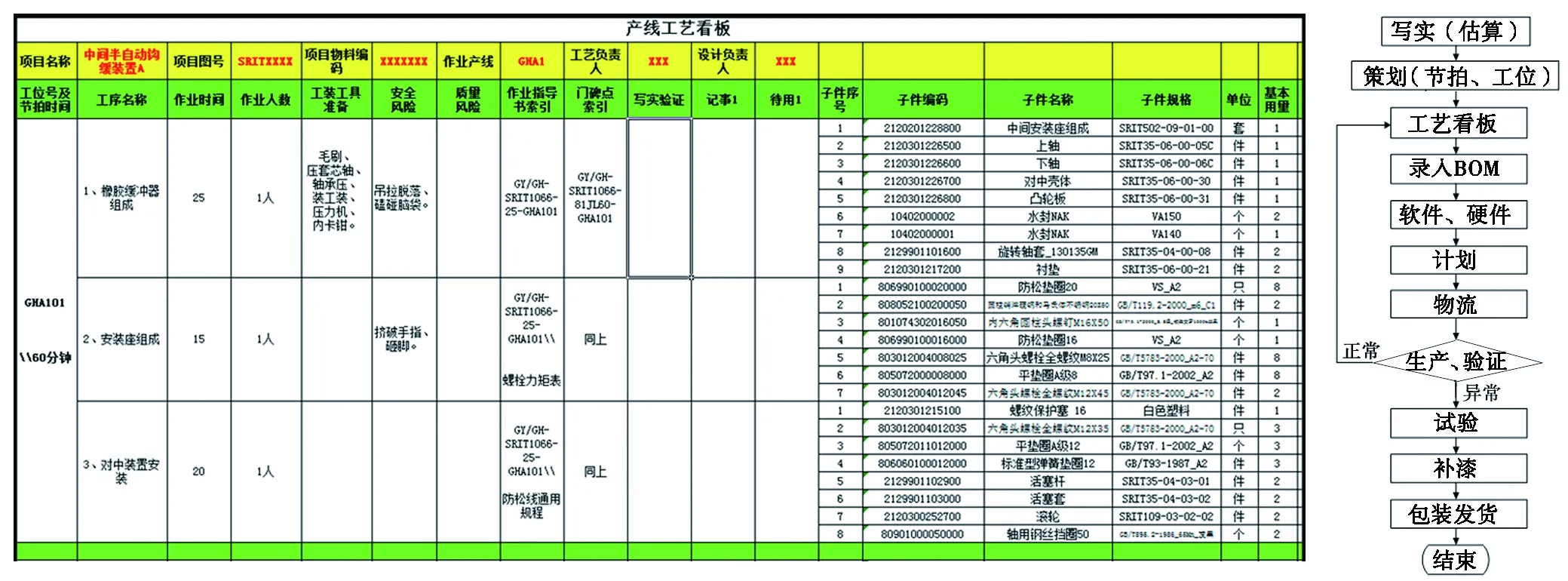
图4 流水线工艺看板示意界面 图5 流水线工作流程图
2.8 物料清单(BOM)切分
按工位作业内容重新将大工位BOM进行切分,使每个零部件具有工位信息后录入ERP系统,形成基于工位制的基础BOM和生产订单。
2.9 软件编制及实际验证
按照工序编制基于工位制的操作指导书和组装作业记录表。在现场实际作业过程中,如果理论节拍的设计与现场实际各工位作业时间仍有出入,需要借助精益的工具(如工序推移图和山积图等)寻找员工无效作业动作和时间,并结合实际情况在流水线持续运行过程中对标准作业进行改善。以减少浪费、提高作业效率和便捷性为目的,进行“建立标准—改善—建立标准”的循环往复,不断改善流水线设计。
3 流程图
通过产品组装写实和市场订单需求数量对生产节拍、工位数量、工位布局进行策划设计,配置以工艺看板、物料清单切分并录入ERP系统,经MRP模块运算后付诸流水线组装运行,在线运行中进行验证、修订,使产线日臻完善。流水线工作流程如图5所示。
4 结束语
城轨钩缓装置组装流水线解决了多品种、小批量产品混线兼容的难题,该模式下的流水线作业周期短、标准化程度高,作业效率得到了极大的提高。自流水线正式运行以来,已有80多个城轨项目在该产线上得到了实际应用,作业效率提升了近40%。
城轨钩缓装置组装流水线的成功运用也总结出了一套创建流水线的工艺流程,为动车、高铁类似钩缓产品实现精益化的批量组装方式提供了一种可行的工艺思路和借鉴。另外,流水线的应用推动了生产计划、物料采购、物流配送的高效运作,为后续智能制造的开展奠定了理论和实践基础。
猜你喜欢
轻兵器(2022年3期)2022-03-21 08:37:28
铁道车辆(2021年4期)2021-08-30 02:07:14
控制与信息技术(2021年2期)2021-07-23 01:10:48
时代农机(2018年11期)2019-01-09 03:45:14
城市轨道交通(2018年5期)2018-07-06 07:40:10
城市轨道交通(2018年3期)2018-05-17 09:19:50
铁道学报(2018年4期)2018-05-07 08:00:53
城市轨道交通(2018年2期)2018-04-18 05:51:01
城市轨道交通(2018年1期)2018-03-13 06:29:17
装备制造技术(2016年12期)2016-02-23 10:33:59
