
Ge-Se-Te硫系玻璃非球面精密模压工艺研究
2021-08-25 12:20黄国雅杨睿陈超吴劲松邱超吴梦
玻璃 2021年8期
黄国雅 杨睿 陈超 吴劲松 邱超 吴梦
(湖北新华光信息材料有限公司 襄阳 441057)
0 引言
硫系玻璃属于非氧化物玻璃,是硫族元素与其它金属或非金属化合形成的一种非晶态玻璃材料[1]。硫系玻璃相比锗单晶,其含贵重金属少,相对成本较低。同时,硫系玻璃具有良好的透过率、极低的折射率温度系数和色散性能,其折射率可以通过玻璃的基础配方进行调整,可同其他的红外材料配合使用,应用于虚色校正、无热失焦的红外光学系统中,成为有利于光学设计师设计无色差、无热散焦的光学系统的理想材料。
另外,相比红外晶体材料只能采用单点金刚石车削加工非球面的现状,硫系玻璃其有晶体材料所不具备的精密模压成型的优势,大批量模压生产时可以大幅降低加工成本[2-3]。
国内外学者开展了大量的非球面研究工作。2003年,法国Umicore公司X.Zhang等率先报道了利用精密模压技术成功制得了球面、非球面、甚至带二元衍射面的硫系镜片[4]。目前,越来越多的公司开始研究硫系镜片精密模压技术,在外观等级、产品口径及面型精度等取得了进步。
商业大批量需求的硫系模压镜片口径普遍小于15 mm。要获得高品质的硫系模压镜片,需要深入了解玻璃材料特性、预型体和模具的设计加工以及模压成型工艺等技术。本文以Ge-Se-Te硫系玻璃为模压材料,进行非球面光学元件的模压成型试验,研究了口径f10.4 mm非球面镜片模压工艺参数,制得的非球面镜片满足应用要求,分析硫系玻璃模压后玻璃折射率和比重变化的原因。为后续大批量制造提供参考。
1 试验
1.1 模压设备
试验采用韩国DTK公司的DTK-LMR-3300A8型模压设备(图1),该设备为8站式模压机,设备模压室由压力控制系统、加热系统、冷却系统以及搬送系统组成。最高模压温度700 ℃,最大压力1 MPa,最大模具直径60 mm,可以实现多模具连续生产。

图1 模压设备
模压工艺流程如图2所示。
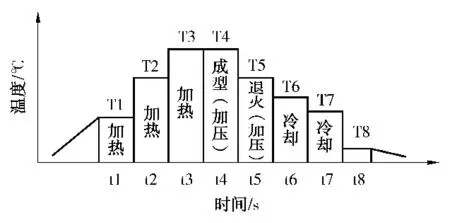
图2 模压工艺流程
将装有预型体的模具放置在设备的搬送处,由设备搬送装置直接推入模压室,模具将由搬送装置从第1站移送至第8站,最终获非球面产品。该成型过程包括:加热(1至3站)、成型(4站)、退火(5站)、快速冷却(6至8站)四个过程。在加热阶段,上均热板下降但不接触上模,中间间距5~10 mm;成型阶段,上均热板接触上模,并通过气缸传递一定的压力,使预型体变形填满模具腔体;退火阶段上均热板继续施加较小的压力,保证产品最终面型的稳定;快速冷却阶段,使模具及产品迅速降温直至产品取出。为了防止玻璃及模具氧化,整个过程是在充满氮气无氧环境中进行。
1.2 模压设计
产品的设计为双面非球面ASP1为凹面,ASP2为凸面,非球面示意图如图3所示。
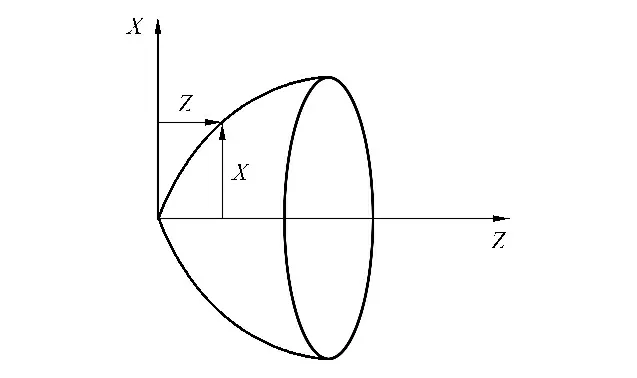
图3 非球面示意图
非球面公式:
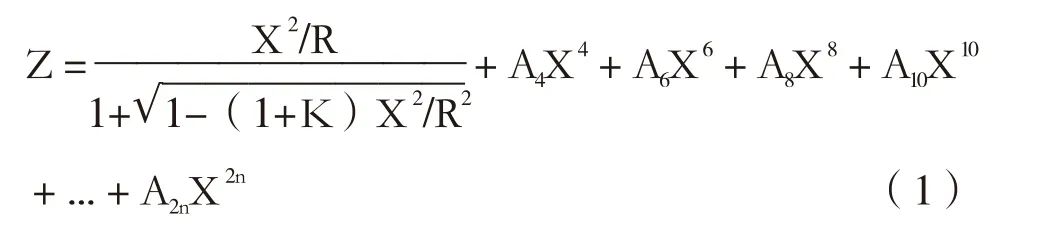
式中:X——X轴坐标值;
R——非球面曲线顶点处曲率半径;
K——圆锥常数;
A4, A6, A8… A2n——非球面系数。
式中各非球面曲线参数的取值如表1 所示。镜片为凸凹型,直径10.4 mm,ASP1 和ASP2 的有效口径分别为4.1 mm 和9.1 mm,镜片中心厚度6 mm。镜片设计要求:模压镜片PV≤0.5 mm。

表1 非球面曲线参数
根据镜片形状,进行了模压设计(图4(a))、预型体设计(图4(b))和模压模具设计。试验采用湖北新华光信息材料有限公司生产的IRG209牌号硫系玻璃。试验用预型体设计为球型预型体,直径为9.04 mm,表面抛光处理达到光学镜面要求,外观等级60/40。模压成型用模具为韩国N18硬质材料(图4(c)),模具表面镀Ta-C离型膜。图5为模压镜片。
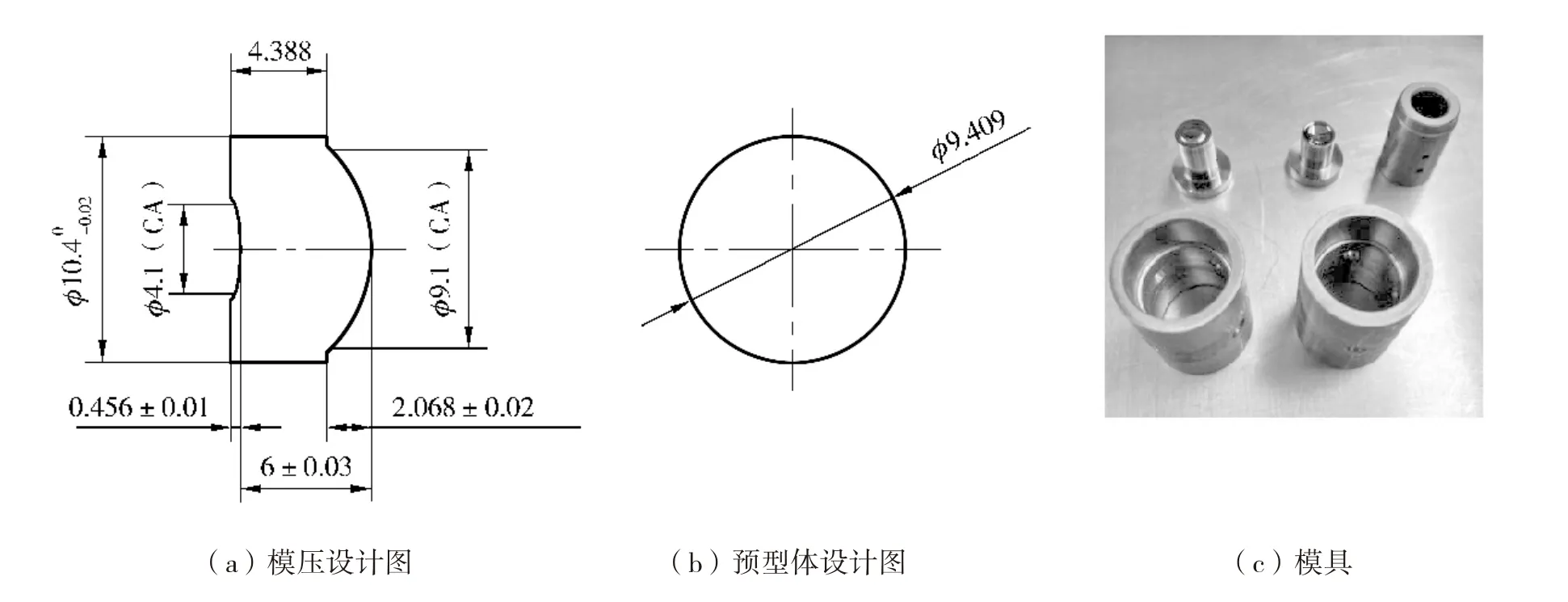
图4 模压设计及模具实物图

图5 模压镜片
针对模压成型镜片,采用泰勒霍普森公司LuphoScan非接触式轮廓仪检测模压镜片面型精度PV。采用全欧测角仪(SpectroMaster®)检测硫系玻璃模压前后折射率。采用“排液失重法”测试硫系玻璃模压前后比重。
2 结果分析
2.1 模压工艺与镜片表面疵病关系
DTK模压机属于连续式生产方式,所有工位(t1- t8)时间相等,即模压成型周期t。根据IRG209硫系玻璃的转变温度(Tg=190 ℃)和弛垂温度(Ts=210 ℃),制定了表2的10种模压工艺,工艺的差异是成型温度T4与成型周期t 不同。为了模拟量产条件,模压设备中投入10套相同的模具,测试模压后镜片PV均值以及镜片表面疵病的情况。
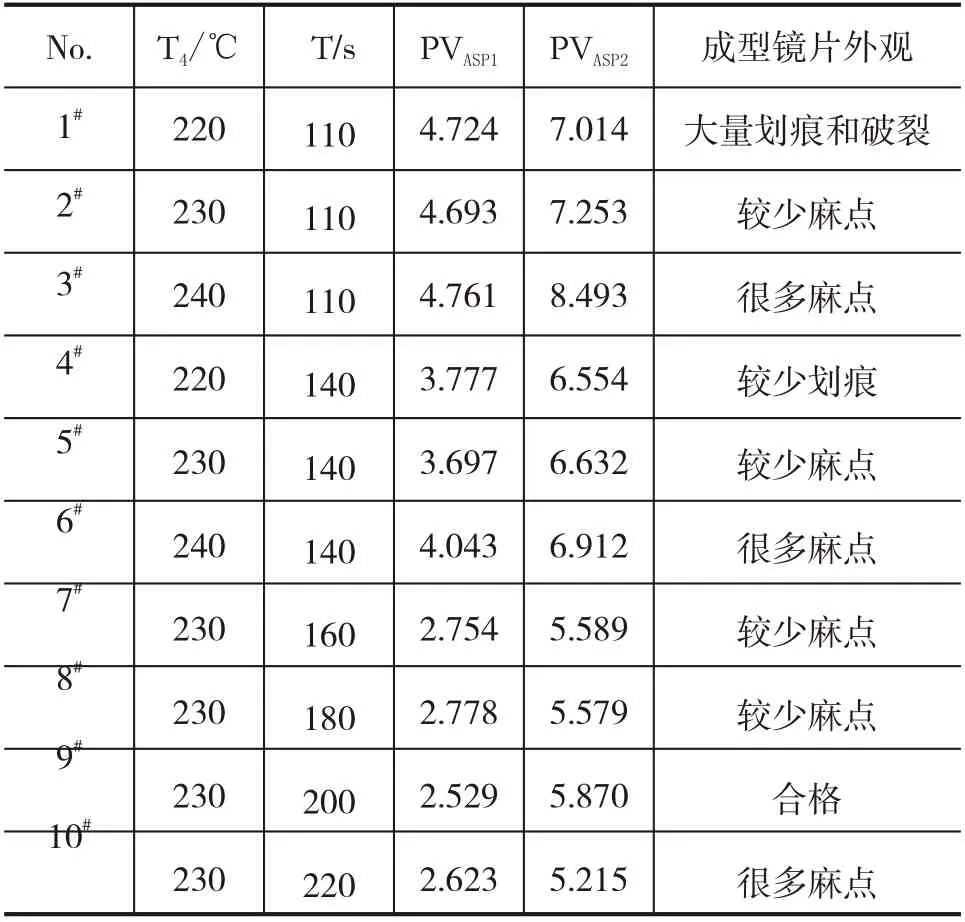
表2 模压工艺与成型镜片检测结果
由表2可知,T4温度偏高时,成型镜片表面疵病不良严重。在11 W日光灯下,模压镜片表面呈密集麻点,部分产品中心部位出现圈状坑点。产生不良的原因:高温模压条件下,玻璃表面发生化学反应形成挥发性气体(式(2)、(3)),玻璃中心部位一直接触模具中心,成型时挥发物在密闭空间汇集挤压玻璃表面形成圈状坑点,而其他区域由内至外逐步接触模具成型面,未形成密闭空间,挥发气体直接逸出模具腔体,镜片表面组分挥发形貌缺失形成微小麻点。

T4温度偏低时,成型镜片表面划伤比例较大,同时存在破裂情况。产生这类不良的原因:低温模压条件下,玻璃黏度大延展性差,成型挤压时与模具表面摩擦产生划伤,甚至也会出现破裂。延长成型周期t,破裂不良改善。
由表2可见,9#工艺模压镜片外观最优,为最佳成型工艺,但是该工艺条件下镜片面型精度PVASP1= 2.529 mm(见 图6(a)),PVASP2=5.870 mm(见图6(b))不满足光学设计需求。研究中进行一次模具补正,将镜片面型的偏移量补偿在模具上。模具补正后再次使用9#工艺模压,模压镜片的面型精度PVASP1=0.259 mm(见图6(c)),PVASP2=0.206 mm(见图6(d)),满足设计需求。
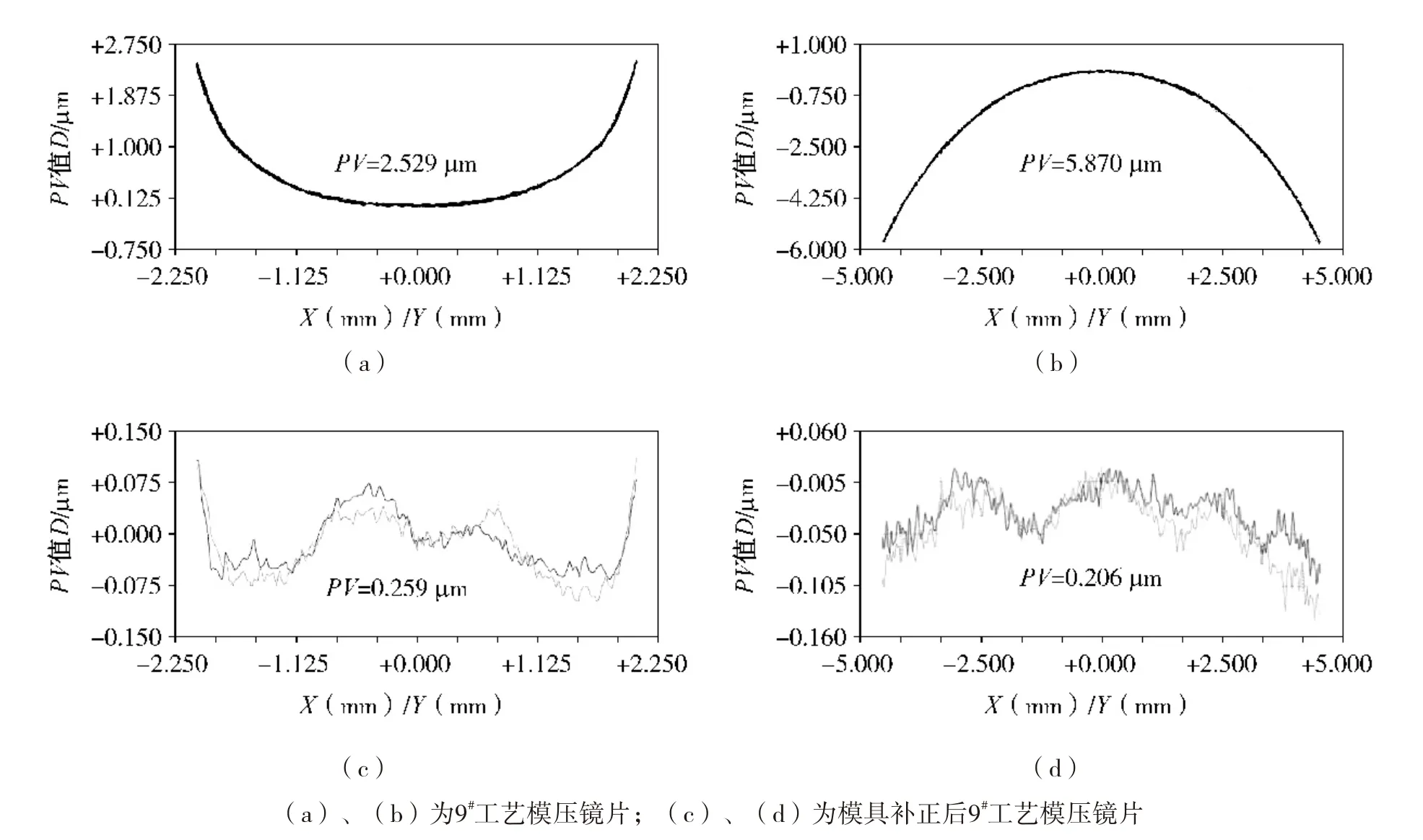
图6 模压镜片PV值
2.2 模压前后比重的变化
采用“排液失重法”测试硫系玻璃模压前后比重变化。模压前后玻璃比重见表3。模压后玻璃比重降低,降温速率越快,比重降低程度越大。
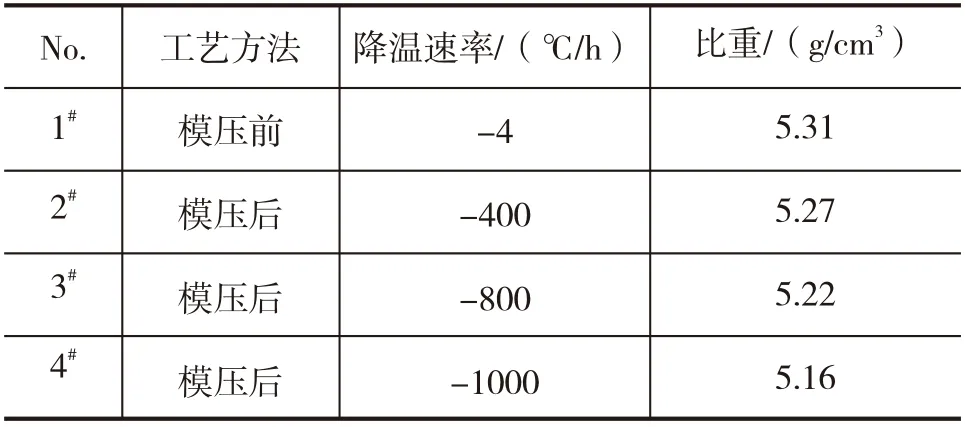
表3 硫系玻璃模压前后比重
产生该现象的原因:根据应力松弛理论,精密模压退火过程,玻璃从黏塑弹性体逐渐转变成弹性体,此时应力松弛的作用仅能消除温差内应力部分。当玻璃被冷却到应变温度以下时,玻璃内所产生的内应力,残留在玻璃中的内应力的大小正好为应力松弛的那部分,形成永久应力。该过程中,玻璃内部分子的热运动能量小,内部结构基团无法移位抵消由温差产生的内应力,玻璃结构处于蓬松状态,玻璃体积膨胀,比重减小。玻璃降温速率越快,玻璃内部永久应力越大,玻璃比重越小。
2.3 模压前后折射率变化
采用全欧测角仪(SpectroMaster®)测试了硫系玻璃模压前后折射率,并对比了模压前后玻璃的折射率数据。
图7为模压前后玻璃折射率的曲线。模压后玻璃折射率降低,降温速度越快,折射率降低程度越大。
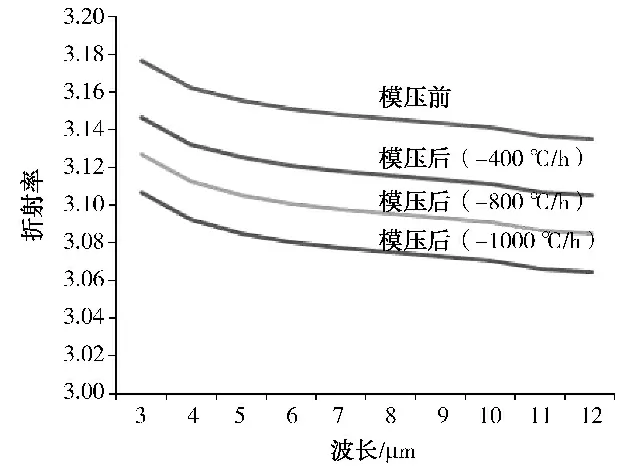
图7 硫系玻璃模压前后折射率
原因分析:作为光学玻璃,外场变化引起折射率的变化符合方程(4)、(5):
式中:Γ——部分有效场系数,对于共价键物质它为零,对于各项同性离子物质它等于4p/3,对于无机玻璃具有极化共价键,Γ值介于0和4p/3之间;
n——折射率;
r——玻璃密度;
g——玻璃中离子或原子极化率的总和。
模压过程硫系玻璃在外场热急速变化条件下内部产生应力场,由于同种玻璃,玻璃中离子或原子极化率不变,玻璃的密度降低,折射率n 降低。
可见,模压后玻璃的折射率与比重都降低,模压降温速度越快,玻璃折射率与比重降低程度越大。
3 结论
本文开展了Ge-Se-Te硫系玻璃非球面镜片模压成型试验,通过10组工艺试验,获得产品最佳模压工艺,分析了成型工艺产生表面疵病不良的原因。通过一次模具补正,制备出镜片面型精度为PVASP1= 0.259 mm,PVASP2=0.206 mm满 足 设 计需求的模压镜片。研究中发现Ge-Se-Te玻璃模压后折射率与比重较模压前降低,且模压降温速率越快,模压镜片折射率和比重降幅越大,通过松弛理论获知模压过程中玻璃内部永久应力使玻璃结构发生变化,玻璃体积膨胀,比重降低。同时由于外场变化,比重降低,折射率也随之降低。本研究为Ge-Se-Te硫系非球面玻璃模压生产提供了参考。
猜你喜欢
西安工业大学学报(2022年1期)2022-11-21
光学仪器(2022年3期)2022-07-10
中学生天地·高中学习版(2022年4期)2022-05-17
西安工业大学学报(2021年5期)2021-11-29
西安工业大学学报(2021年6期)2021-11-29
中学生数理化·八年级物理人教版(2019年11期)2019-09-10
儿童故事画报(2017年12期)2017-12-19
试题与研究·高考理综物理(2016年1期)2017-03-28
物理教学探讨(2016年11期)2016-12-19
晚晴(2014年7期)2014-08-28
