海上压裂返排液高效环保处理技术
2021-08-24 00:48:50徐延涛郭布民袁文奎刘子雄
石油地质与工程 2021年4期
徐延涛,郭布民,陈 玲,黄 杰,袁文奎,刘子雄
(中海油田服务股份有限公司,天津 300450)
我国海上低渗油气资源量丰富,据不完全统计,已探明低渗油气储量达数亿m3[1–2]。近年来,借鉴国内外开发经验,探索采用水力压裂方式进行低渗油气田开发动用。海上低渗油气田普遍具有埋藏深、温度高等特点,对压裂工艺及压裂液体系带来了极大的挑战。海上已压裂低渗油气井储层埋深大多在4 000 m以上,储层温度高,大多在150 ℃以上(表1)。
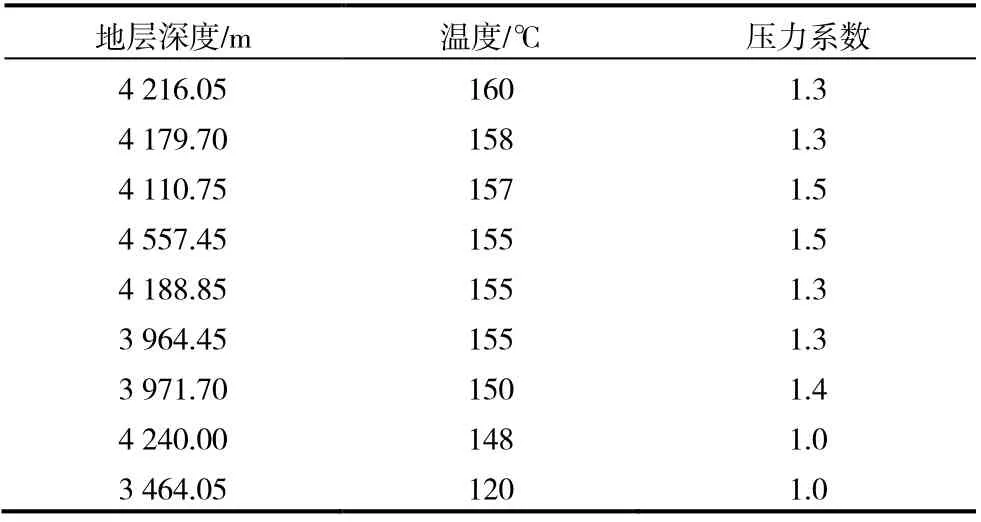
表1 海上部分压裂井埋深及地层温度统计
高温高压储层环境对压裂液体系提出了极高的要求[3],为满足压裂液耐温耐剪切需求,需加入大量稠化剂及其他添加剂,导致其压后返排液含有原油、地层水、杂质等有毒有害物质[4–9]。返排液中COD(化学需氧量)、悬浮物等超标严重,这些污染物若不经处理,直接排入大海,将会给海洋环境造成严重危害,将返排液通过船舶运输回陆地处理,运输成本及处理成本高。以海上压裂用高温压裂液体系为研究目标,通过大量的室内实验,探索出了一套压裂返排液高效环保处理技术并研制了相关处理设备,通过现场试验,处理后的水质达到了《GB18486–污水海洋处置工程污染控制标准》要求。
1 实验研究
1.1 芬顿氧化法
芬顿试剂是由H2O2和Fe混合得到的一种强氧化剂,适用于工业废水的处理。H2O2能产生两种活泼的氢氧自由基,从而引发和传播自由基链反应,加快有机物和还原性物质的氧化。氧化产物中往往含有铁离子、亚铁离子等,在水中处于沉淀或悬浮的胶状物,可以作为助凝剂,提高混凝剂的混凝效果。研究表明[10–11]:芬顿试剂一般在pH值3.5时,羟基自由基生成速率最大。如图1所示,随着反应时间的增加,COD去除率呈现线性增长;当反应时间超过50 min之后,COD去除率基本维持平稳。如图2所示,随着芬顿试剂投加量的增加,COD去除率逐渐增加,当投加量达到0.5 g之后,芬顿试剂投加量再增加,COD 去除率变化不大。因此,实验确定芬顿氧化的最佳投加量为 0.5 g[12–13]。
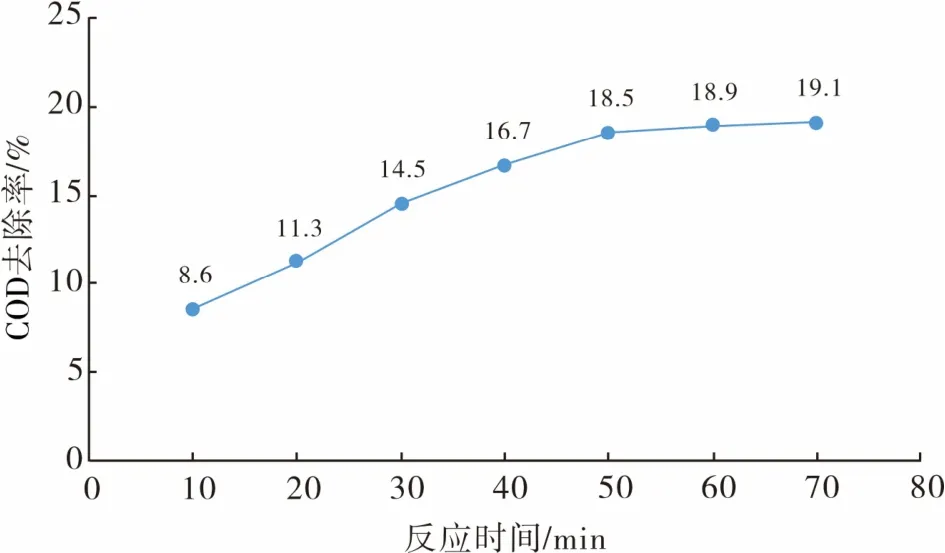
图1 反应时间对芬顿氧化效果的影响
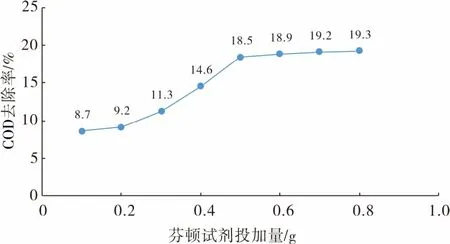
图2 芬顿试剂投加量对氧化效果的影响
1.2 絮凝沉淀法
絮凝除油沉淀实验是将经过芬顿氧化的废水进行絮凝沉淀实验。混凝剂采用聚合氯化铝(PAC)、助凝剂采用聚丙烯酰胺(PAM),水温为25 ℃,pH值为7,加药量PAM为100 mg/L,PAC加药量为100~5 000 mg/L。从图3可知,本实验最佳投药量PAC为2 000 mg/L,如果加药量不足,则水解反应不能形成足够的沉淀物,而加药量太大,絮凝剂加入废水中后,发生水解反应产生H+,使溶液pH降低,同样影响处理效果。
1.3 新型复配催化剂氧化法
催化氧化属于高级氧化技术,是利用高活性自由基进攻大分子有机物并与之反应,从而破坏分子结构达到氧化去除有机物的目的,实现高效的氧化处理。分别取1 000 mL混凝出水置于10个1 000 mL的烧杯中,改变高级氧化方法,待反应2 h后,取上清液分析,进水COD为11 031 mg/L。从表2可以看出,不同高级氧化方法对返排液中COD去除率都在40.00%以上,新型复配催化–氧化法去除率最高,达到57.36%。新型复配催化–氧化剂加入量对氧化效果影响较大,从图4中可以看出,其最佳加入量为10%。
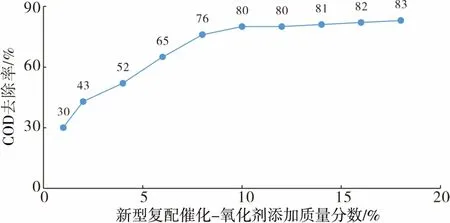
图4 不同加量对催化–氧化效果的影响

表2 高级氧化技术处理结果对比
2 处理工艺流程及设备
根据室内实验结果,考虑现场实际工况进行海上压裂返排液处理工艺流程设计,形成了“芬顿氧化–絮凝沉淀–催化氧化–石英砂与活性炭吸附过滤”的压后返排液高效环保处理工艺技术。该技术可根据返出液的特点以及处理后水质要求,进行不同的优化组合(图5),满足悬浮物(SS)不大于200 mg/L、石油类不大于12 mg/L,化学需氧量不大于300 mg/L等各种工况要求。
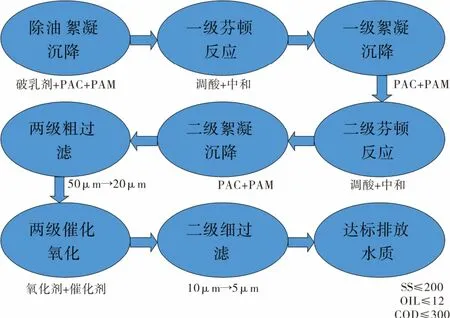
图5 工艺流程
根据研究的处理方法和工艺流程,制造了返排液处理设备,为适应海上施工特点,处理设备采用撬装设计,最大处理能力为10 m3/h;该套返排物处理装置采用模块化设计,由11个单元优化组合而成,最大占地面积176 m2,主要设备规格及重量见表3。根据返排液处理难度选用不同模块单元组合就可以实现处理不同的水质,具有集成度高、便于移动、处理效果稳定等特点。
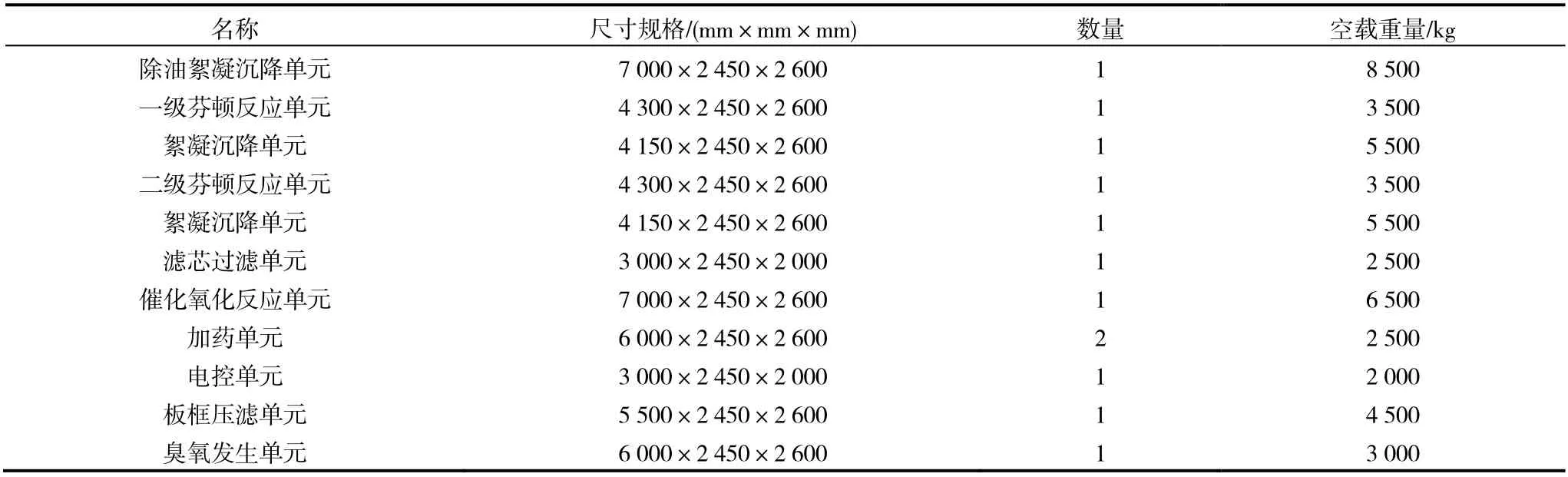
表3 主要设备的规格
3 现场应用
以海上X气井返排液作为处理目标,对返排液处理设备进行了现场试验,返出液初始COD为20 000~25 000 mg/L,重点监测了COD、氨氮两个指标在各级处理工艺之后的变化情况。该套设备经过现场调试,各模块运转正常,由各模块出口取样检测数据与实验数据基本相符(表4),各项指标达到了《GB18486–污水海洋处置工程污染控制标准》及《GB 4914–2008–海洋石油勘探开发污染物排放浓度限值》的东海海域排放要求(表5)。
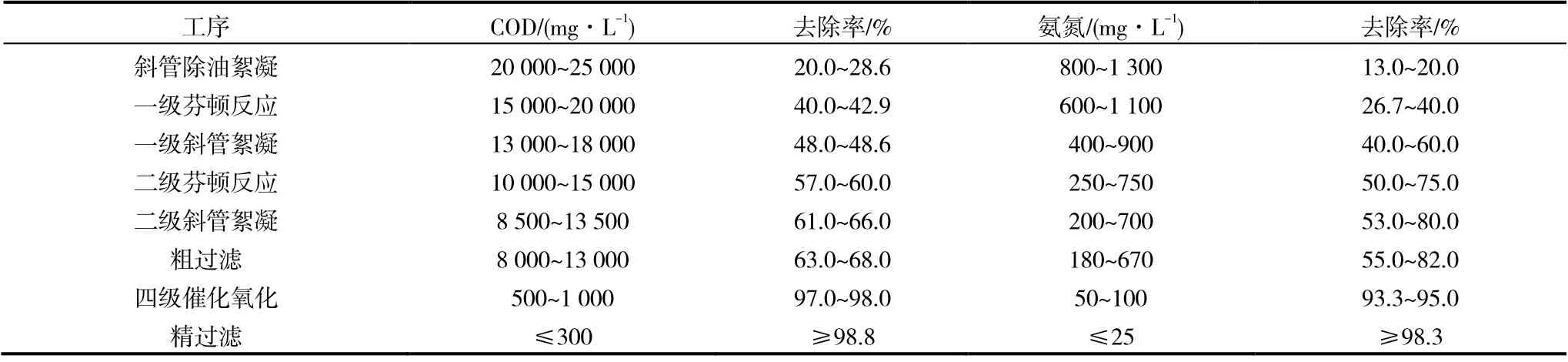
表4 返排液处理设备各模块出口取样监测数据
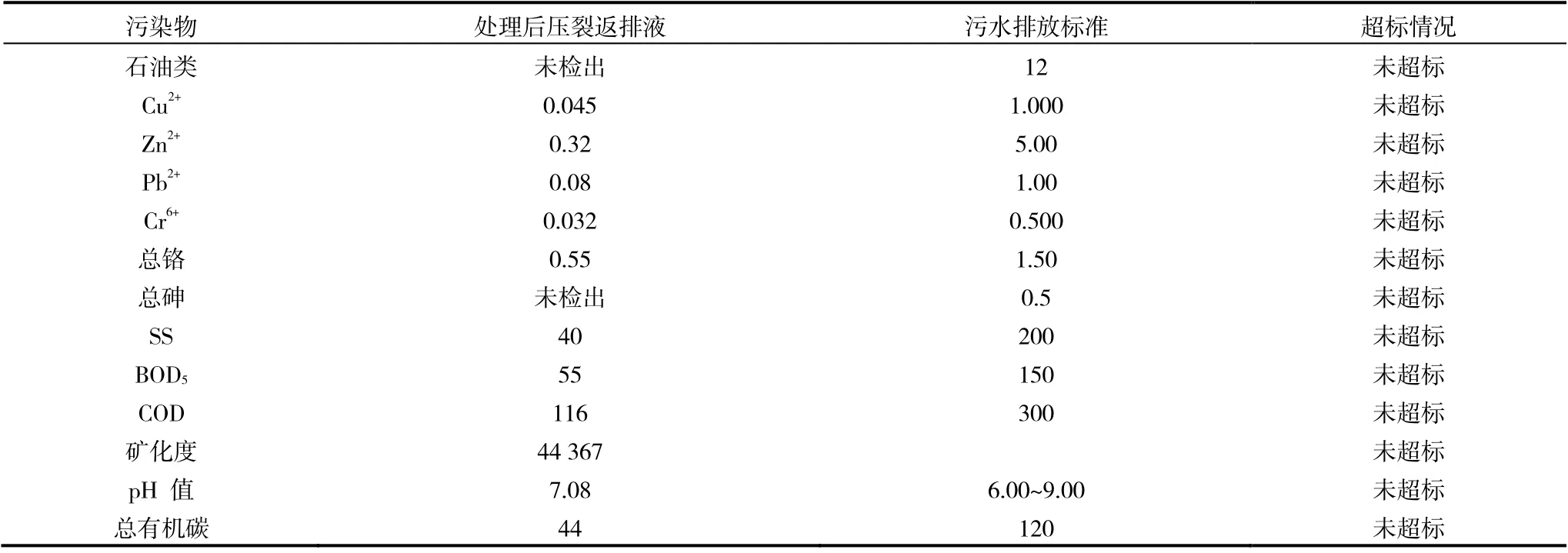
表5 处理后水质指标与污水排放标准对比
4 结论及建议
(1)以海上常用高温压裂液为研究目标,提出了“芬顿氧化–絮凝沉淀–催化氧化–石英砂与活性炭吸附过滤”的处理工艺,处理出水达到了《GB18486–污水海洋处置工程污染控制标准》的排放要求。
(2)研制了一套适合海上作业特点的高效环保处理装置,具有集成度高、便于移动、处理效果稳定、处理能力大、适应性强等特点。
(3)研究成果极大地节省了污水处理成本和作业量,减少了对海洋水体的污染。
猜你喜欢
环境卫生工程(2021年4期)2021-10-13 06:52:16
婚姻与家庭·婚姻情感版(2021年6期)2021-06-01 12:02:04
石油地质与工程(2019年4期)2019-09-10 08:22:56
钻井液与完井液(2018年5期)2018-02-13 01:07:34
中国资源综合利用(2017年2期)2018-01-22 02:44:58
中国资源综合利用(2017年2期)2018-01-22 02:44:58
环境科技(2016年3期)2016-11-08 12:14:14
海峡科技与产业(2016年3期)2016-05-17 04:32:13
当代化工研究(2016年9期)2016-03-20 16:22:05
中国资源综合利用(2016年11期)2016-01-22 02:01:28