
均质技术制备黑木耳多糖的研究
2021-08-19 02:10梁爱梅蒋士龙李德海包怡红刘浩帆
中国林副特产 2021年4期
梁爱梅,蒋士龙,李德海,包怡红,刘浩帆
(1.黑龙江飞鹤乳业有限公司,北京 100015;2.东北林业大学林学院,哈尔滨 150040)
0 引言
近些年大量的药理和临床研究发现,食用菌多糖具有多种生物活性[1-2],其中木耳多糖在预防心脑血管疾病发生、降血脂、抗凝血、抗氧化、防辐射、抗炎等[3-4]方面具有显著的效果。因此,木耳多糖的研究在医药和食品等领域中越来越受到重视。
黑木耳(Auriculariaauricula),由菌丝体和子实体构成,在真菌分类学中,录属担子菌亚门、层菌纲、木耳目、木耳科、木耳属[5]。黑木耳的细胞壁质地坚韧,胞壁内多糖等活性物质不容易从中溶出,导致传统水提法制备黑木耳多糖生产周期长、提取效率较低。通过使用一些现代物理技术可以对黑木耳进行破壁处理,可以加速多糖等成分的释放提高生产效率。研究发现高压均质技术破壁率高、可控制、产热量低以及破壁速度快等特点[6-7],有利于黑木耳多糖迅速完全溶出,缩短制备时间。
以黑木耳为原料,研究高压均质技术对黑木耳多糖制备率的影响,采用单因素试验重点考察料液比、均质时间、均质压力等因素对黑木耳多糖得率的影响,并进一步通过响应面Box-Behnken中心组合试验设计,优化高压均质技术制备黑木耳多糖的最优工艺。通过研究为黑木耳多糖的开发利用提供理论基础。
1 材料与方法
1.1 材料与试剂
黑木耳,2019年5月黑龙江省海林林业局提供,将干黑木耳粉碎后过40目筛,至于常温下保存备用;其他试剂均为分析纯。
1.2 仪器与设备
SRH60-70型高压均质机,上海申鹿均质机有限公司;FJ-200型高速万能粉碎机,天津泰斯特仪器公司;R-205B型旋转蒸发仪,上海申胜仪器公司;DL-6M型离心机,湖南星科科学仪器有限公司;LT502型电子天平,常熟市天量仪器有限责任公司;722型可见分光光度计,深圳迈瑞生物医疗电子股份有限公司。
1.3 试验方法
1.3.1 高压均质技术制备黑木耳多糖的工艺研究。将一定量黑木耳原料粉采用食品级石油醚进行脱脂处理,然后采用95%乙醇处理去除去小分子量糖,将脱脂后的黑木粉按一定料液比(1∶60、1∶80、1∶100、1∶120、1∶140 g/mL)加入蒸馏水,采用高压均质机在一定压力(15、20、25、30、35 MPa)下均质处理一定时间(10、15、20、25、30、35 min),取出黑木粉水提液以4500 r/min离心15 min后收集上层清夜,残渣复提,然后合并复提上清液,在65 ℃条件下旋转蒸发浓缩至原初始体积的1/4,加入无水乙醇调至浓度为80%,放置于4 ℃醇沉过夜,以4 500 r/min离心10 min收集沉淀为黑木耳粗多糖,最后采用苯酚-硫酸法测定黑木耳多糖得率。
根据单因素试验结果,进行三因素三水平的Box-Behnken中心组合设计,以黑木耳多糖得率Y(%)为响应值进行响应面试验,确定均质压力(A)、均质时间(B)和料液比(C)对高压均质方法制备黑木耳多糖的工艺的影响。
1.3.2 黑木耳多糖得率的测定。采用苯酚-硫酸法[8],配置不同浓度的标准葡萄糖溶液并置于25 mL具塞比色管中,加入6%溶解的苯酚溶液1 mL,加入5 mL浓硫酸,振摇并混合,使其在室温下静置30 min,采用可见分光光度计于OD490nm处测定光密度,建立葡萄糖质量浓度与吸光光度值的关系标准曲线。然后将黑木耳多糖稀释至合适浓度,以使其测量范围在标准曲线内,在试管中精确称取多糖稀释液1 mL,加入1 mL水后加入6%苯酚溶液1 mL,迅速摇匀,加入5 mL浓硫酸,室温静置30 min后,在490 nm测量吸光度,重复3次操作,样品中的总糖含量由标准曲线计算,最后计算出黑木耳多糖得率。
1.4 数据处理
实验数据做3组平行,取平均值(means±SD),结果采用Origin 9.0软件进行绘图,采用Design Expert 10软件进行响应面分析。
2 结果与分析
2.1 均质压力对黑木耳多糖得率的影响
从图1结果可以看出,均质压力小于25 MPa时,随着均质压力的增加黑木耳多糖得率提高,当压力为25 MPa时黑木耳多糖得率最高,随着均质压力继续增加时黑木多糖得率反而下降。其原因是适当的均质压力可以破碎组织壁或细胞壁,同时有利增加溶剂的溶解能力,从而提高多糖得率,但是均质压力过大会对导致溶液黏度增加不利于提取,也可能会破坏多糖结构,导致多糖得率降低[9]。因此选择均质压力25 MPa为最佳点进行响应面优化试验。

图1 均质压力对提取率的影响
2.2 均质时间对黑木耳多糖得率的影响
从图2结果可以看出,黑木耳多糖得率随着均质时间的延长呈现出先提高后降低的趋势,当均质时间为25 min时,黑木耳多糖得率最高,值为33.0%。在较低均质时间范围内,黑木耳多糖随着压力时间的延长溶出量逐渐增加,但是均质时间过长可能会导致多糖降解,而降低多糖得率[10]。因此选择均质时间25 min较为合适。

图2 均质时间对提取率的影响
2.3 料液比对黑木耳多糖得率的影响
从图3结果可以看出,黑木耳多糖得率随着料液比增加呈现出先提高后降低的趋势,当液料比为1∶80(g∶mL)时,黑木耳多糖得率最高,值为32.9%。其原因是液料比越大,黑木耳原料在溶剂中分散越均匀,黑木耳与溶剂接触越充分,多糖就越容易溶出,提高多糖得率。但是当液料比非常大时,黑木耳原料浓度显著下降,高压均质对黑木耳原料组织壁破坏能力下降,导致多糖溶出效果不好,而降低多糖得率[11],同时溶剂过多还会增加后期浓缩时间,增加成本。因此选择1∶80(g∶mL)的液料比较为合适。

图3 料液比对提取率的影响
2.4 黑木耳多糖制备工艺条件的优化
2.4.1 模型方程建立与方差分析。以均质压力(A)、均质时间(B)和料液比(C)为影响因素,以黑木耳多糖得率(Y)为响应值进行研究,响应面试验结果如表1所示,采用Design-Expert软件进行试验数据处理,得到响应面回归方程为Y=40.60-0.43A+0.10B-1.31C-0.45A×B+0.09A×C+1.57B×C-3.23A2-4.57B2-3.50C2。
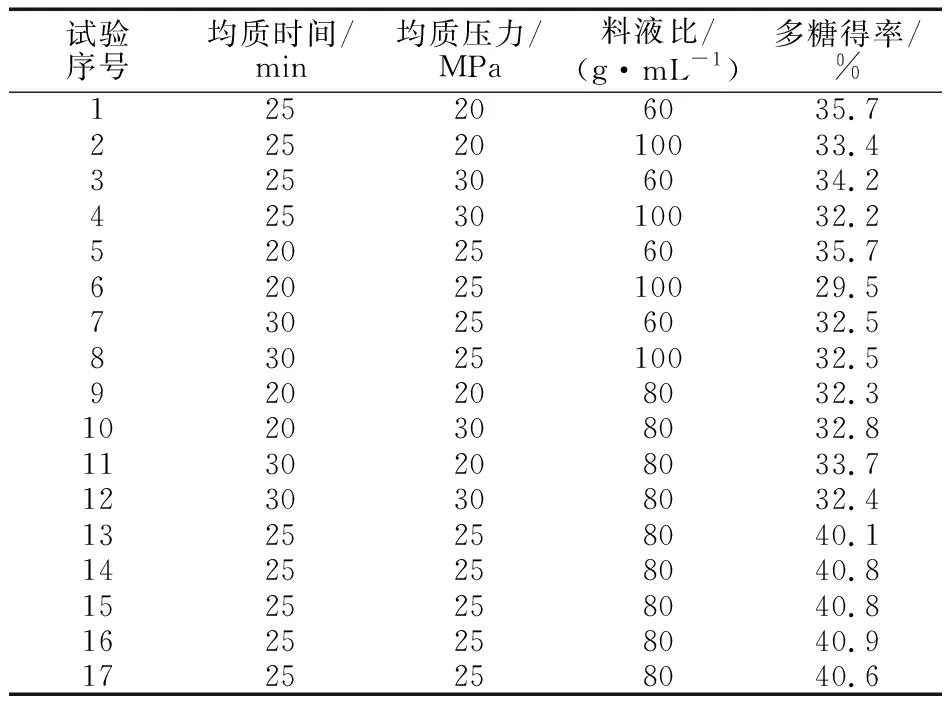
表1 Box-Behnken 试验方案及结果
从表2中可以看出,模型p<0.0001,表明回归模型对黑木耳多糖提取率的响应值表现出极显著水平,说明试验设计合理。失拟项不显著(P=0.1378>0.05),表明该回归模型计算结果与检验结果的差异性不显著。模型决定系数R2=0.9937,变化系数CV=1.29,说明试验预测值和实际值显著相关,模型拟合较好,可以用于响应值的预测。从表2中方差分析结果中还可以看出,回归模型二次项中的C、BC、A2、B2、C2对黑木耳多糖得率有极显著影响(P<0.01),A达到显著水平,AB与AC不显著(P>0.05)。从F值可知,三个因素对黑木耳多糖得率的影响大小顺序为:料液比(C)>均质压力(A)>均质时间(B)。
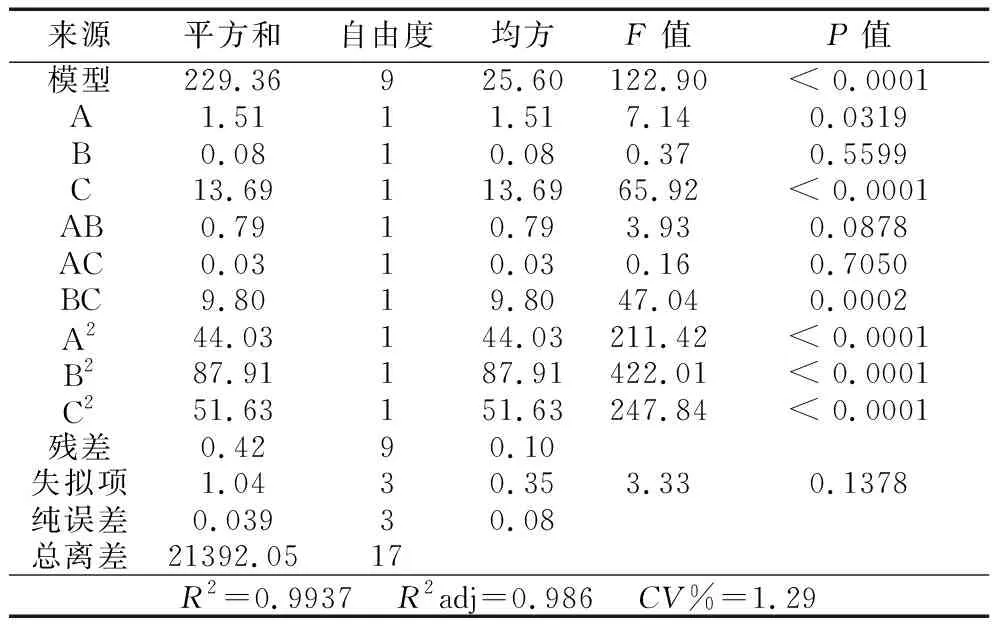
表2 回归模型方差分析
2.4.2 响应面交互作用分析。Box-Behnken中心组合设计响应面图和等高线图能够直观看出制备因素两两之间的交互作用,曲面越平缓等高线越稀疏表明对成分提取率影响越小;而曲面越陡峭等高线越密集表明对成分提取率影响越显著[12]。因此将回归模型中的某个因素看成零水平,就能够知道其他两个变量的相互作用结果。由图4、图5和图6响应面和等高线图中可以看出,料液比(C)的响应面最为陡峭,说明料液比(C)对高压均质法制备黑木耳多糖影响最为显著,其次是均质压力(A)与均质时间(B),此结果与方差分析结果一致。
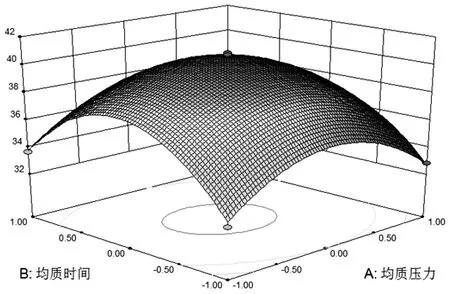
图4 均质压力和均质时间交互影响的响应面图和等高线图
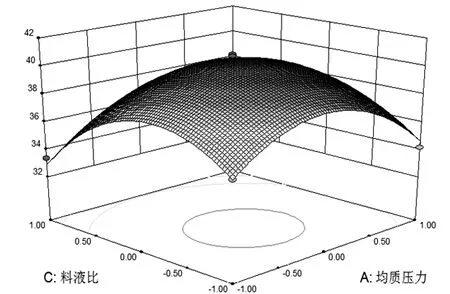
图5 均质压力和料液比交互影响的响应面图和等高线图
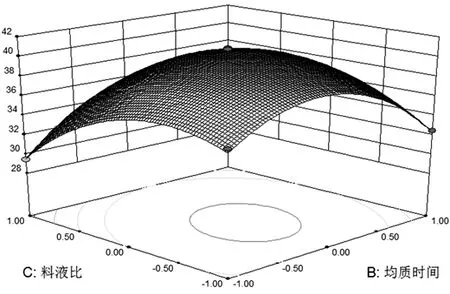
图6 均质时间和料液比交互影响的响应面图和等高线图
2.4.3 提取工艺条件的优化和可靠性验证。通过响应面软件得到最佳提取工艺为:均质时间24.91 min,均质压力24.66 MPa,料液比1∶76.15,黑木耳多糖得率理论值可达40.74%。考虑到实际操作的方便,将最佳工艺条件调整为:均质时间25 min,均质压力25 MPa,料液比1∶76,进行3次平行实验,黑木耳多糖得率为(40.33±0.41)%。可见,实验结果与预测值非常接近,说明该模型能较好地模拟和预测高压均质法提取黑木耳多糖的得率。
3 结论
采用高压均质技术提取了黑木耳多糖,并利用响应面分析法进行优化,得到的最优工艺参数为均质时间25 min,均质压力25 MPa,料液比1∶76,在此工艺下黑木耳多糖得率可达(40.33±0.41)%。高压均质技术能够充分破碎黑木耳组织结构,使可溶性多糖最大限度的溶出,与传统工艺相比具有操作简单、耗时短,提取率高等优点,为多糖的提取提供了一条新型绿色的新途径,具有广阔的应用前景。
猜你喜欢
贵茶(2019年3期)2019-12-02
天然产物研究与开发(2018年6期)2018-07-09
中成药(2018年3期)2018-05-07
西南石油大学学报(自然科学版)(2018年1期)2018-02-10
西藏科技(2015年1期)2015-09-26
油气地质与采收率(2014年6期)2014-12-16
食品工业科技(2014年13期)2014-03-11
中成药(2014年11期)2014-02-28
中国粮油学报(2014年7期)2014-02-06
汽车与新动力(2012年4期)2012-03-25
