机械液压复合套管整形工艺技术的研究与应用
2021-08-18 00:25:42范加兴
钻探工程 2021年8期
范加兴
(中油辽河油田公司钻采工艺研究院钻修所,辽宁盘锦124000)
0 引言
随着油田开发时间的增长,套管容易发生变形。为了保证油田的产量,须通过套管整形技术来修复套管。梨形胀管器整形技术,主要依靠管柱自身的重力对变形井段进行修复,由于管柱重力有限,特别当变形井段离井口较近时,管柱较轻,无法实施整形施工[1-2]。液压整形技术,利用液缸的推力及管柱自重的合力,对变形井段进行修复,虽然克服了当管柱较轻时,无法施工的难题,但是液压整形技术单次整形的长度有限,对于长变形段,特别是变形幅度时大时小的情况,就需要耗费很长的作业时间[3-5]。为了解决长变形段套管整形问题,综合梨形胀管器整形技术和液压整形技术优缺点进行了新工艺的研究。本文主要介绍机械液压复合套管整形技术工具的主要部件结构及工作原理和相关理论计算,并通过现场应用,对新工艺技术进行了验证。
1 新型机械液压复合套管整形技术
1.1 整形工具结构及工作原理
新型机械液压复合套管整形工具主要由高强度合金钢多级胀头、加长管柱(选配)、液压增力器、水力锚、安全泄压装置等部分组成(见图1)。工具按照高强度合金钢多级胀头、加长管柱(选配)、液压增力器、水力锚、安全泄压装置由下往上依次连接后和加厚油管连接下入到施工井段。首先开泵,对于泵压大于压力阀值的情况,首先水力锚锚爪张开并锚定在套管的内壁上,液压增力器对高强度合金钢多级胀头施加垂直向下的作用力,高强度合金钢多级胀头内的芯轴杆向下运动,使径向活塞沿径向挤胀同时胀头本体向下运动对缩径井段进行修复。对于泵压小于压力阀值,管柱即能下行的情况,将高强度合金钢多级胀头当作梨形整形器使用,采用蹾压方式进行套管整形[6-8]。
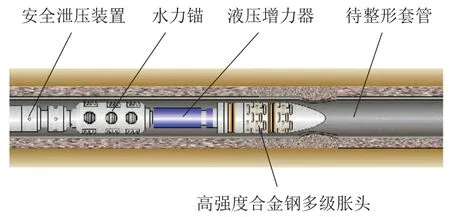
图1 机械液压复合套管整形工具Fig.1 Mechanical‑hydraulic compound casing shaping tool
1.1.1 高强度合金钢多级胀头
高强度合金钢多级胀头结构如图2 所示,由圆锥引鞋胀头、高强度钢珠、多级圆柱本体、提升短节等构成。该多级胀头依靠径向活塞推力使套管发生塑性变形,利用工具径向密布的钢珠对发生塑性变形的套管进行碾压,将其修复成圆形。工具分为三级,每级直径相差2 mm。
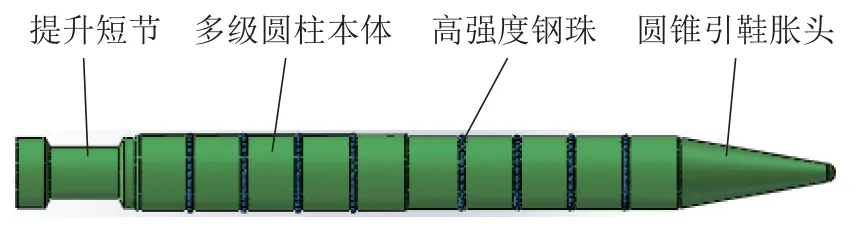
图2 高强度合金钢多级胀头Fig.2 Multistage expansion head of high strength alloy steel
1.1.2 加长管柱
为了避免锚定管柱下入射孔井段,高强度合金钢多级胀头上面连接了一段加长管柱。加长管柱为钻铤、钻杆等高强度管材。加长管柱长度根据实际情况决定,原则是水力锚爪不能通过套管射孔顶界。
1.1.3 液压增力器
液压增力器也叫增力液缸。遵循帕斯卡定律,液压作用在活塞截面积上通过活塞杆输出载荷,通常采用多级液缸串联的形式以达到输出较大载荷的效果[9-10]。液压增力器结构如图3 所示,主要由提升短节、活塞、活塞杆、液缸、推力短节等构成。
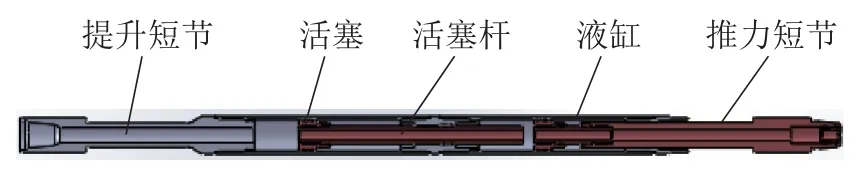
图3 液压增力器结构示意Fig.3 Structure diagram of the hydraulic booster
1.1.4 水力锚
水力锚的结构如图4 所示,由提升短节、压片、锚爪等组成。锚爪数量和整形井段的深度有关。井越浅,需要锚爪的数量越多。单个锚爪可以提供15 kN 左右的锚定力。水力锚为单向锚爪,依靠液压锚定,启动压力为1.5 MPa 左右。启动压力的具体数值一般通过室内试验确定[11-12]。
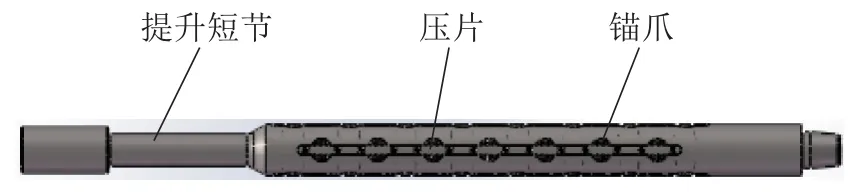
图4 水力锚结构示意Fig.4 Structure diagram of the hydraulic anchor
1.1.5 安全泄压装置
安全泄压装置结构如图5 所示。由提升短节、锁紧环、支撑杆、推力弹簧、泄压孔等组成[13]。安全泄压装置有2 种工作状态。当本体凸键处于短轨道时,泄压孔被关闭,油套不连通,水力锚锚爪张开。当本体凸键处于长轨道时,泄压孔被打开,油套连通,水力锚锚爪收拢[14-16]。
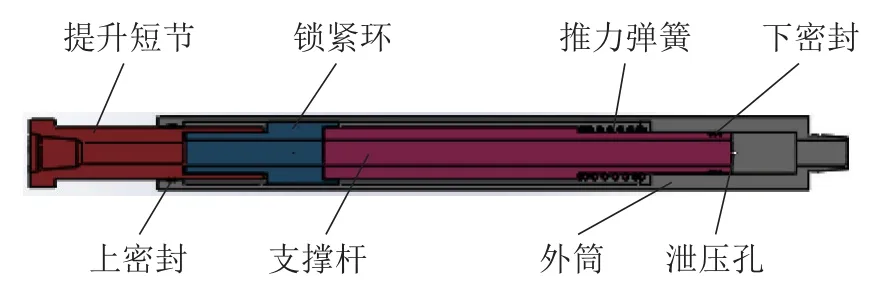
图5 安全泄压装置示意Fig.5 Structure diagram of the safety relief device
1.2 理论计算
1.2.1 液压增力器推力
根据帕斯卡定律,密闭液体上的压强,能够大小不变地向各个方向传播,即液压增力器每个液缸获得了相同大小的压强。液压缸提供的推力由液体作用面积决定。推力大小由公式(1)确定:

式中:F——增力器推力,kN;P——泵车提供的压力,MPa;N——增力器液缸级数,无量纲;R——增力器液缸内圆半径,mm;r1——增力器活塞通孔半径,mm;ri-i≥2,增力器活塞外圆半径,mm。
7 in(1 in=25.4 mm,下同)的液压增力器,液缸7 级,外径150 mm,壁厚15 mm,则内径为120 mm;活塞外圆半径70 mm,活塞通孔直径20 mm。假设每一级液缸结构参数相同,当泵车提供1 MPa 压力时,产生的推力F≈55.7 kN。
1.2.2 活塞杆强度校核
由欧拉公式得活塞杆的临界力:

式中:Fcr——活塞杆临界力,N;E——活塞杆材料弹性模量,Pa;I——惯性矩,m4;l——活塞杆长度,m。
5½ in 液缸活塞杆长度600 mm,活塞杆外径50 mm,活塞杆内孔内径15 mm。活塞杆材料弹性模量E取为200 GPa。活塞杆横截面惯性矩I=其中D为活塞杆外径,d为活塞杆通孔内径。
将以上数据代入式(2)得:Fcr=1668 kN。这个数值即为5½ in 液缸活塞杆能够提供的最大推力,大于这个力,活塞杆即发生变形。图6 所示即为泵压过大,造成下推力大于活塞杆临界力,致使活塞杆发生了变形。

图6 活塞杆变形Fig.6 Piston rod deformation
1.2.3 压力阀值

式中:P阀——压力阀值,MPa;G——管柱悬重,取200 kN;F——1 MPa 泵压对应的液缸推力,取55.7 kN/MPa。
计算得:P=3.59 MPa。也就是说如果液压整形泵车打压3.59 MPa,就能顺利整形。为了提高整形的效率,也可以利用管柱的重力机械整形。
1.3 技术参数
5½ in 套管,内径121.36 mm,套管整形后套管内径可以恢复到Ø114~116 mm;
7 in 套管,内径159.4 mm,套管整形后套管内径可以恢复到Ø150~154 mm。
2 现场应用
2.1 待整形井基本情况
待修井换封作业时,下Ø105 mm 通井规通至1398.68 m 遇阻。该井油层套管钢级为P110,套管内径121.36 mm,套管壁厚为9.17 mm。测井解释结果见表1,根据测井结果该井的最大套管变形量为44.6 mm,变形幅度为36.7%。变形段长度达到4 m。 该 井 套 管 变 形 位 置 1395.00~1399.00 m、1432.00~1435.00 m,与测井结果保持一致。

表1 待修井MFC 测井解释成果(内径)Table 1 MFC logging interpretation results for a candidate workover well (inner diameter)
2.2 整形技术选择分析
梨形胀管器主要依靠管柱的重力产生的冲击力对变形套管进行修复,对于井深不到2000 m、管柱悬重有限、套管钢级高及套管变形幅度大的问题梨形胀管器工艺技术尚无在此井况下实施成功的先例。
液压整形工艺技术要求液压整形作业时,水力锚不能位于射孔井段。待修井的井况为:射孔井段1377.70~1434.80 m,缩径井段 1395.00~1399.00、1432.00~1435.00 m。如果使用液压整形工艺技术,水力锚必然位于射孔井段。液压整形工艺技术就是牺牲作业时间赢得大的作用力。单次行程200 mm,一次液压整形施工时间10 min 左右。严重变形井段反复整形次数为10 次左右。对于7 m 长的缩径井段需要的整形时间大约为58.3 h。
将梨形胀管器工艺和套管液压整形工艺相结合创立机械液压复合套管整形工艺技术。利用式(3)计算压力阀值,便宜使用机械液压复合套管整形工艺技术。
2.3 机械液压复合套管整形工艺技术现场应用
采用机械液压复合套管整形工艺技术,分别下入Ø110、114、116 mm 机械液压复合套管整形工具。3 次整形后,Ø114 mm×2 m 整筒式通井规顺利通过变形井段通至人工井底1527 m。作业时间缩短3 d,缩短幅度37.5%。针对套管钢级高壁厚的特点,研制了专门针对高钢级整形的高强度合金钢多级胀头。现场使用2 种胀头(见图7、图8)。改进后的高强度合金钢多级胀头能够经受住套管整形的压力。针对缩径幅度大难题,增加圆锥引鞋胀头的长度,以减小圆锥引鞋胀头的锥度,同时下Ø110、114、116 mm 三个型号的整形胀头,确保套管整形的成功率。针对缩径段在射孔段以下20 m 的情况,采取中间连接高强度管柱的办法。接钻铤6 根。成功解决了水力锚不能穿过射孔井段的问题。

图7 改进前的胀头Fig.7 Expansion head before improvement
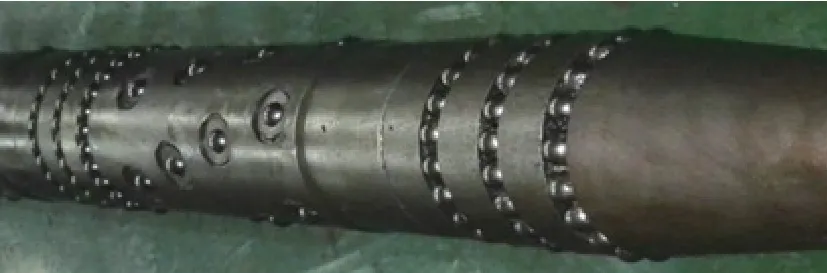
图8 改进后的胀头Fig.8 Improved expansion head
3 结论
(1)机械液压复合套管整形工艺技术成功解决了P110 以上钢级高强度套管长变形段整形问题,快速高效。
(2)机械液压复合套管整形工艺技术压力阀值公式的提出提高了该套管整形技术理论化程度。
(3)机械液压复合套管整形工艺技术目前已成功应用10 井次,表明机械液压复合套管整形工艺技术具有较好的推广价值。
猜你喜欢
沈阳理工大学学报(2022年3期)2022-08-11 01:59:46
中国化肥信息(2019年1期)2019-04-03 00:48:04
流体机械(2017年9期)2017-02-06 05:13:58
山东工业技术(2016年15期)2016-12-01 05:30:58
当代化工研究(2016年5期)2016-03-20 16:21:32
石油钻探技术(2015年2期)2015-04-08 00:29:03
中国新技术新产品(2014年21期)2014-03-28 02:28:37
中国设备工程(2014年2期)2014-02-28 13:43:41
中国石油和化工标准与质量(2013年6期)2013-04-29 12:15:12
中国洗涤用品工业(2011年3期)2011-03-20 15:38:10