低压、小井眼、深井砂埋射孔枪打捞技术——以PX3井为例
2021-08-18 08:14:16宋勇杨健宋颐杨浚玮张琦肖潇
石油工业技术监督 2021年8期
宋勇,杨健,宋颐,杨浚玮,张琦,肖潇
1.中国石油西南油气田分公司 川东北气矿(四川 达州 635002)
2.中国石油西南油气田分公司 气田开发管理部(四川 成都 610000)
3.中国石油西南油气田分公司 工程技术研究院(四川 成都 610000)
0 引言
深井普遍采用Φ177.8 mm 油层套管+Φ127 mm尾管悬挂的井身结构,随着气田开发进入生产中后期,产层压力明显下降,很多老井的产层压力己远低于静水柱压力,同时产层出砂、出水严重,井下油管长期处于H2S、CO2、Cl-、气田水等多种介质共同形成的复杂腐蚀环境中,加之气流常年的冲刷作用,致使部分气井井下油管腐蚀、结垢情况严重,易出现井下管柱断落等复杂情况[1];若遇产层出砂,造成生产管柱砂埋,属于硬卡,为严重井下复杂情况[2]。
对于采用此类井身结构的低压、深井井下复杂情况处理的难点在于压力系数低难以建立全井筒循环,套、磨铣碎屑难以返出,尤其在Φ127 mm尾管喇叭口存在返屑失速二次沉淀问题,加大了工具管柱遇卡风险。Φ127 mm尾管内径小,可选用的打捞工具少,尤其能用于倒扣作业的可退式打捞工具少,常规修井手段风险大、成功率低[3]。以PX3井在Φ127 mm尾管内处理砂埋射孔枪为例,提出一套适用于低压、深井、小井眼井下复杂情况的处理办法,为同类井的修井施工提供借鉴。
1 PX3井概况
PX3 井完钻人工井底为4 242 m,最大井斜角11.7°,套管程序为 508 mm×25.7 m—339.7 mm×238.15 m—244.5 mm×2 640.12 m—177.8 mm×4 152 m—127 mm×(3 968.93~4 243.75)m。Φ127 mm尾管射孔完井,产层为石炭系(射孔段:4 164.0~4 202 m),H2S 含量:5.243 g/m3。该井于 2002 年投产,月产量10×104m3。2008 年 5 月对该井进行酸化,由于落井射孔枪与产层出砂,掩埋产层,酸液无法挤入地层。随后开展处理射孔枪作业,方案为采用磨鞋对射孔枪进行整体磨铣,但磨铣效果差,进尺缓慢,70余天磨铣进尺仅为9 m,并且在磨铣过程中多次发生卡钻。考虑到作业风险大,因此放弃处理射孔枪作业,对产层段进行补孔、酸化,因酸化管柱的封隔器解封未能成功,在封隔器上部油管穿孔后复产,至6 月20 日气井产量恢复相对正常达到13.6×104m3/d,日产水70 m3,后气井产量有所上升,至2008年11 月9 日达到15.1×104m3/d,产水量相对稳定,但由于受井下落鱼及井身结构影响,产层暴露段大幅度减少,且受其井身结构影响无法实施相应的排水采气措施,该井于2015年3月水淹停产。
该井剩余储量大,具备较大的开发潜力,因此再次对该井开展修井作业,恢复产能。通过前期修井作业,顺利处理完遇卡的原井带封隔器管柱,但仍需进一步打捞堵塞产层的砂埋射孔枪,充分暴露产层,恢复该井油气通道。
2 技术难点
2.1 压力系数持续降低,处理难度加大
1)2008 年该井的压力系数为0.8,现降低至0.49,本次作业过程中,修井液预期由漏失转向大漏。
2)可承压修井液的市场化应用较少,无法满足套、磨作业过程中的防漏需要[4]。
3)无法建立全井筒循环,套、磨返屑难,卡钻风险进一步提高。
2.2 井筒清洁难,尾管内可用修井工具少
1)该井压力系数低,无法建立全井筒循环;该井生产套管为Φ177.8 mm+Φ127 mm 组合套管,循环时在Φ127 mm 尾管喇叭口存在返屑失速二次沉淀问题。
2)Φ127 mm尾管内径小,现有的小井眼有效处理工具及手段少,尤其是可退式倒扣打捞工具少[5]。
2.3 井况复杂、处理对象复杂
1)经过2008年磨铣射孔枪作业,目前射孔枪鱼顶情况不明,需要进行打铅印判断并根据情况进行修鱼顶作业。
2)射孔枪落井时间久,预计砂埋牢固解卡困难,且鱼顶上方砂埋层有本次修井作业处理原井油管时沉积的铁片、碎屑。
3)井深、小井眼及井壁结垢3 种因素导致钻具扭矩传递困难,因此盲目增大钻盘扭矩进行倒扣,会进一步增加扭断钻具的风险并新增复杂情况[5],甚至造成该井工程报废。
3 射孔枪打捞方案制定
根据上述难点,本次射孔枪打捞方案主要按以下3个步骤进行:
3.1 清理射孔枪鱼顶上方砂埋层
采用磨鞋+2只大口径捞杯的钻具组合,钻磨砂埋层,清理至暴露射孔枪鱼顶;在井筒清洁方面,通过加大排量建立局部循环及采用2只大口径捞杯的方式,在无法建立全井筒循环的情况下尽全力打捞前期作业沉积的铁片、碎屑。本阶段若无法将大块的铁片、碎屑捞出,后期采用薄壁铣筒进行套铣解卡时可能会因齿薄套铣能力差而无法达到套铣解卡的效果。
3.2 整体式震击解卡
清理砂埋层暴露射孔枪鱼顶后打铅印,通过铅印判断鱼顶形状,采用杆状磨鞋修整鱼顶,并疏通射孔枪内壁;为可退式打捞矛创造内捞条件后,采用可退式打捞矛+震击器尝试对砂埋射孔枪进行整体式震击解卡。若砂埋不牢固,震击器能将砂埋射孔枪整体解卡,结束射孔枪打捞作业;若砂埋牢固,震击器无法将砂埋射孔枪整体解卡,则执行下一步骤。
3.3 分段套铣解卡+倒扣打捞
若整体震击解卡失败,则采用“分段套铣解卡+倒扣打捞”的方式处理砂埋射孔枪。选用薄壁铣筒对射孔枪与套管内壁之间板结的沉砂进行套铣,单趟钻套铣解卡至单根射孔枪接头位置,为倒扣打捞单根射孔枪创造有利条件后,再视鱼顶情况下入打捞工具对已解卡的单根射孔枪进行倒扣打捞(图1)。避免对射孔枪本体进行破坏性套铣,尤其尽量不采用磨铣作业,减少作业过程中产生碎片、碎屑在环空内堆积,以免堵塞井筒造成工程报废。同时在井筒清洁方面,在薄壁铣筒套铣管柱上安装大口径捞杯,捕捞套铣解卡过程中产生的碎屑,进一步提高套铣解卡成功率。

图1 套铣解卡工艺示意图
4 现场应用
4.1 清理砂埋层、打捞前期作业沉积碎屑
首先采用Φ103 mm平底磨鞋+2只Φ100 mm大口径捞杯的钻具组合钻磨清理砂埋层至暴露鱼顶,同时大口径捞杯捞获前期作业沉积于砂埋层上的大块铁片、合金齿碎块(图2),累计4 趟钻清理至暴露射孔枪鱼顶,随后打铅印判断,鱼顶清晰(图3)。在清理砂埋层的同时,尽全力打捞前期作业的沉积,避免其再次沉积,为下一步采用薄壁铣筒对砂埋射孔枪进行套铣解卡提供了较好的井筒环境,提高了套铣解卡的成功率及效率。

图2 捞获前期作业沉积的大块铁片及合金齿碎块
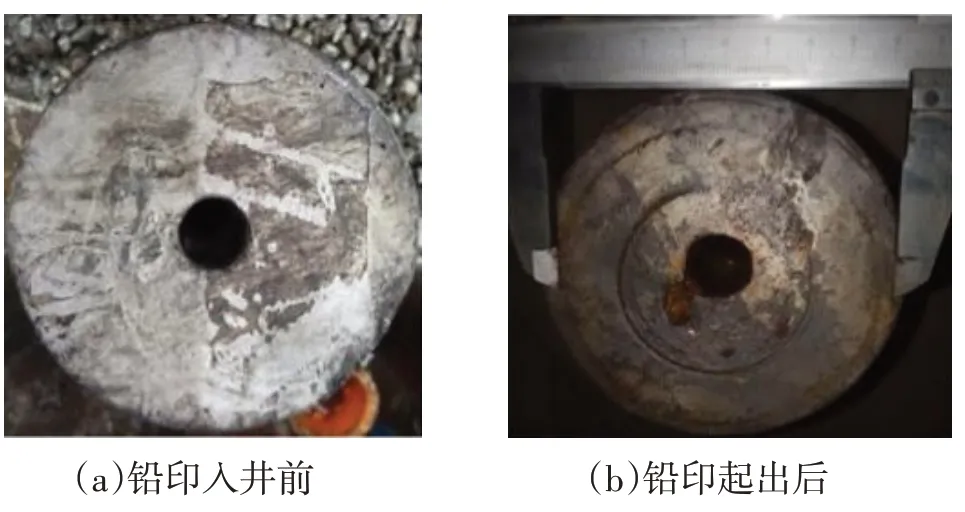
图3 射孔枪鱼顶铅印
4.2 尝试进行射孔枪整体式震击解卡
根据铅印的情况,选择打捞范围适合的可退式卡瓦打捞矛。采用柱状铣鞋疏通射孔枪鱼顶,为可退式卡瓦打捞矛创造内捞空间后,下入可退式卡瓦打捞矛(Φ73 mm 矛瓦)+Φ87 mm 震击器,对砂埋射孔枪尝试进行整体式震击解卡。由于射孔枪整体砂埋牢固,捞矛芯轴因震击滑脱损坏(图4),整体震击解卡失败,因此采用分段套铣解卡+倒扣打捞的方案打捞井内砂埋射孔枪。

图4 整体震击解卡失败
4.3 射孔枪分段套铣解卡+倒扣打捞
在套铣解卡过程中,采用Φ103.5 mm 薄壁铣筒(壁厚4.5 mm,有效套铣进尺4.8 mm)+Φ100 mm 大口径捞杯的钻具组合,单趟钻套铣解卡至单根射孔枪连接位置(单根射孔枪长度为4.3 m),避免铣筒重复入鱼造成的操作困难,同时在套铣解卡过程中通过“局部循环+大口径捞杯”的方法全力打捞套铣解卡过程中产生的碎屑。薄壁铣筒进鱼前严格监控施工参数,保持低钻压(10~15 kN)、低钻速(25~30 r/min),防止偏磨鱼头;判断薄壁铣筒进鱼后,可适当提高钻压(15~25 kN)、钻速(30~45 r/min),放刹把要注意轻微、勤放,遇卡则立即上提管柱,释放扭矩(不超过鱼顶)后,划眼下入,继续进行套铣解卡。单根射孔枪捞出后,井壁仍有部分残留结垢物,因此再次套铣可能会提前遇阻,采用低钻压(10~15 kN),低钻速(25~30 r/min),慢速套铣至薄壁铣筒进鱼。射孔枪的环空砂埋情况为若干个砂桥掩埋,在套铣砂桥时进尺缓慢,套铣完毕一个砂桥后会出现放空现象。套铣解卡至单根射孔枪接头位置后,只施加了较少的扭矩就将单根射孔枪成功倒扣,证明了“分段套铣解卡+打捞”的思路正确,其施工过程如下。
第1次套铣解卡+倒扣打捞:套铣解卡进尺4.38 m;随后下入反扣公锥,倒扣捞获:射孔枪残余本体×0.285 m+公接头×0.025 m+母接头×0.11 m+射孔枪本体×4.3 m+公接头×0.03 m,共4.75 m(图5)。
第2 次套铣解卡+倒扣打捞:套铣解卡进尺4.8 m;随后下入反扣公锥倒扣打捞,捞获母接头×0.11 m+射孔枪本体×4.3 m+公接头×0.03 m,共4.44 m。
第3 次套铣解卡+倒扣打捞:套铣解卡进尺4.5 m;随后下入反扣公锥,倒扣打捞,捞获公接头×0.03 m+母接头×0.11 m+射孔枪本体×4.3 m,共4.44 m。
第4次套铣后打捞的过程中,落鱼整体下移,判断剩余射孔枪已全部解卡,无需继续套铣解卡,下入母锥,将剩余的射孔枪管柱×13.76 m(公接头×0.03 m,共3 个为0.09 m;母接头×0.11 m,共3 个为0.33 m;射孔枪本体×4.3m,共计3 根12.9 m;射孔枪枪尾×0.44 m)一次性全部捞出(图6)。

图6 砂埋射孔枪管柱全部打捞完成
5 结论及建议
1)通过该井成功处理砂埋射孔枪证明,在小井眼中采用薄壁铣筒在不破坏落鱼本体的情况下套铣解卡,在确认卡点松动或有接头位置暴露的情况下再进行倒扣打捞作业,是处理砂埋、遇卡管柱的最佳处理方式,大幅度降低了倒扣所需要的扭矩,提高了倒扣打捞的成功率,减小了倒扣扭断钻具的风险。
2)套铣解卡成功率受到井筒清洁程度影响很大,由于薄壁铣筒合金齿薄,不利于套铣铁片等硬物,套铣解卡前应打捞完落鱼上方沉积的大块铁片。
3)在低压漏失井中,“局部循环+大口径捞杯”的井筒清洁方案起到了良好的效果,为作业成功提供了保障。
4)下一步可对薄壁铣筒的合金齿及铣筒材质进一步优选,增大其套铣能力及抗扭矩能力。
猜你喜欢
化工管理(2022年14期)2022-12-02 11:47:08
实用手外科杂志(2022年2期)2022-08-31 09:46:28
装备制造技术(2021年1期)2021-05-21 07:55:06
化工设计通讯(2021年2期)2021-01-07 06:42:37
化工设计通讯(2020年2期)2020-01-15 06:16:05
电线电缆(2018年2期)2018-05-19 02:03:42
中国科技博览(2017年36期)2017-11-15 09:11:01
化工设计通讯(2017年6期)2017-03-02 18:29:14
山东工业技术(2016年15期)2016-12-01 05:30:58
电测与仪表(2016年12期)2016-04-11 12:28:18