
超级微波消解ICP-OES法测定锡铅焊料中杂质元素的含量
2021-08-17 05:40蔡海明广州广电计量检测股份有限公司广东广州510656
化工管理 2021年20期
蔡海明(广州广电计量检测股份有限公司,广东 广州 510656)
0 引言
锡铅焊料由于具有极佳的焊接性能和较宽的回炉温度,广泛应用于汽车、家电、玩具、电子电器等产品中电子元器件的焊接。在生产过程中,可能会带进锡铅以外的其他杂质元素,杂质元素的含量会直接影响到焊接的效果。因此,本文对可能带入并影响到性能的杂质元素进行了检测方法的研究。
锡铅焊料样品的消解普遍参考国标采用常压直接加热的方法,实际操作过程中比较繁琐,消耗的试剂用量比较多,对消解后酸度的控制也很关键,也有采用普通微波消解技术的报道,检测采用的方法有电感耦合等离子体原子发射光谱法、原子吸收光谱法、分光光度法、滴定法、光电发射光谱法[1-11]。本方法采用超级微波消解仪对样品进行消解,通过惰性气体加压提高沸点从而提高消解温度,保持消解体系不沸腾以防止待测目标元素损失,通过分体式循环水冷却样品罐减少降温时间,采用电感耦合等离子体原子发射光谱法测定锡铅焊料中铜、锑、铋、镉、镍、银、砷和铁的含量。
1 试验部分
1.1 仪器与试剂
意大利Milestone公司的UltraWAVE型超级微波消解仪;美国Agilent公司的5110型电感耦合等离子体发射光谱仪(ICP-OES);瑞士METTLER公司的AL204型分析天平;硝酸(ρ=1.42 g/mL);氢氟酸(ρ=1.15 g/mL);过氧化氢(ρ=1.13 g/mL);硼酸;1 000 mg/L的铜、锑、铋、镉、镍、银、砷和铁标准溶液(国家有色金属及电子材料分析测试中心);经离子交换后的去离子水,所用试剂均为优级纯。
1.2 试样制备
称取0.2 g锡铅焊料于聚四氟乙烯消解试管中,加入3 mL硝酸、1 mL氢氟酸和1 mL过氧化氢,待反应稳定后盖上试管盖,然后放入超级微波消解仪中进行消解,消解程序为:10 min升温至110 ℃,10 min升温至180 ℃,10 min升温至220 ℃,保持5 min。消解完成后,冷却约10 min可降至室温,取出消解试管,定量转移至25 mL的塑料容量瓶中,加入5 mL浓度为4%的硼酸溶液络合过量的氢氟酸,用去离子水定容,混匀。
2 结果与讨论
2.1 ICP-OES工作条件的选择
以灵敏度高、峰形好为原则,另外考虑到锡铅基体和各杂质元素之间的干扰,选择无干扰的灵敏分析波长:铜为324.754 nm、锑为231.146 nm、铋为223.061 nm、镉为226.502 nm、镍为230.299 nm、银为328.068 nm、砷为193.696 nm和铁为238.204 nm,RF功率:1.2 kW,观察模式:轴向,雾化气流量:0.7 L/min,辅助气流量:1.0 L/min,等离子体气流量:12.0 L/min,分析泵速:12 rpm,重复次数:3次。
2.2 校准曲线的绘制
分别移取1 000 mg/L的铜、锑、铋、镉、镍、银、砷和铁标准溶液,逐级稀释,最终配制成浓度为0.0 mg/L、0.1 mg/L、0.2 mg/L、
0.5 mg/L、1.0 mg/L、2.0 mg/L、5.0 mg/L的混合标准曲线工作溶液,介质为5%硝酸、0.24%的锡和0.16%的铅。使用电感耦合等离子体原子发射光谱仪进行测试,分别以被测元素的质量浓度X为横坐标,发射强度Y为纵坐标,绘制标准工作曲线。线性方程及相关系数如表1所示。
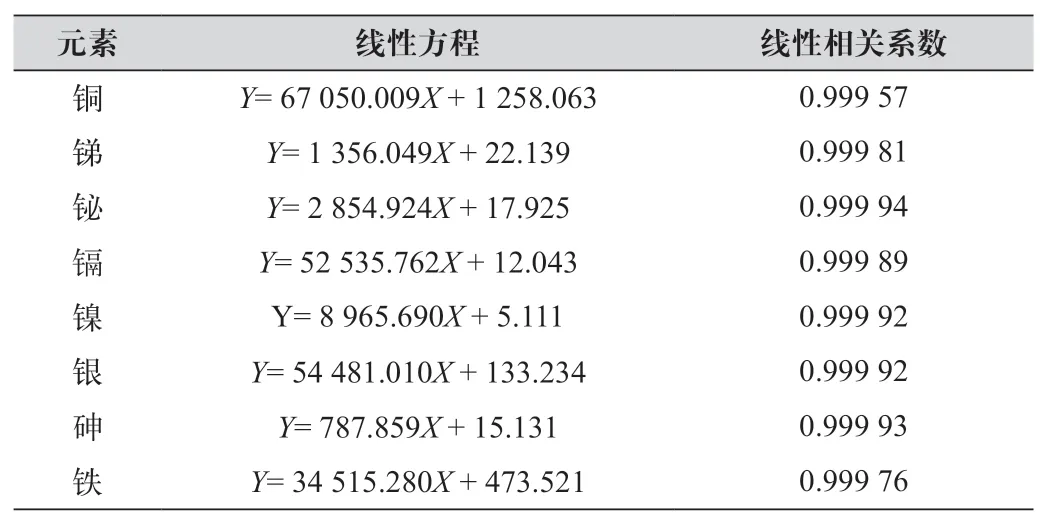
表1 线性方程及相关系数
2.3 方法的检出限
按照试验方法,不加样品制备方法空白溶液,以11次方法空白溶液测定结果的标准偏差(SD)的3倍对应的浓度作为方法的检出限,方法的检出限试验结果如表2所示。

表2 方法的检出限结果
2.4 回收率试验
在锡铅焊料中分别加入低中高三种浓度铜、锑、铋、镉、镍、银、砷和铁的标准溶液,按照试验方法进行处理,通过处理前后样品溶液浓度的差异进行回收率的测定,结果如表3所示。
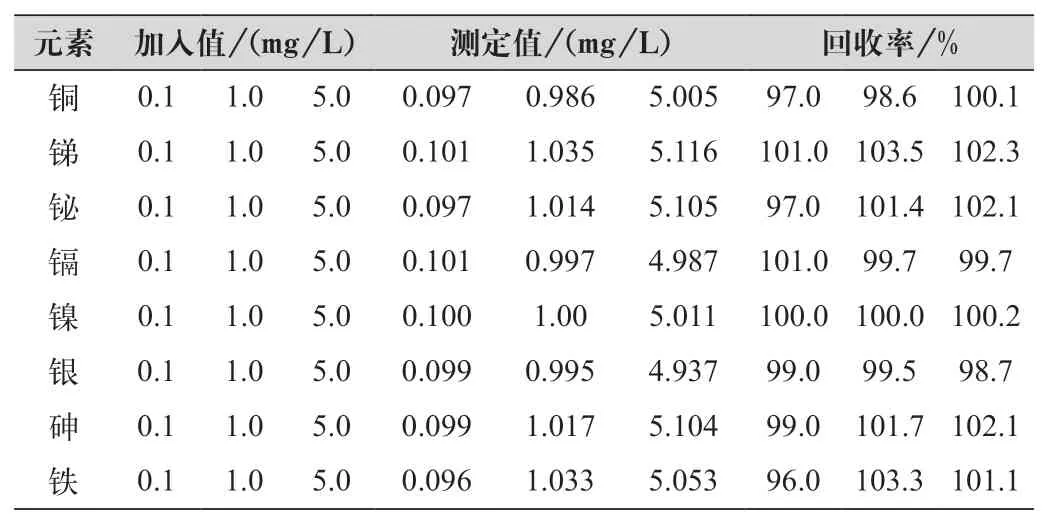
表3 方法的回收率
2.5 精密度试验
按照试验方法,对锡铅焊料有证标准样品(BNM-010/Sn63Pb37)平行测定6次,以相对标准偏差(RSD)表示精密度。同时将测定结果与标准值进行对比验证,结果如表4所示。

表4 测定结果与标准值
3 结语
用超级微波消解仪消解锡铅焊料样品,消解试剂用量比普通微波消解方法减少一半以上,消解后冷却降温时间大大减少,消解后通过加入硼酸溶液络合过量的氢氟酸,以减少对仪器玻璃部件的腐蚀,整个前处理过程比常规微波消解方法缩短了一半时间,更适合大批量的样品处理,直接采用ICP-OES法同时测定样品中杂质元素的含量,相对原子吸收光谱法、分光光度法和滴定法,样品溶液用量更少,检测步骤更加简便。本方法的线性相关系数均大于0.999 5,检出限在0.000 4~
0.009 4 mg/L之间,加标回收率在96.0%~103.3%之间,精密度在1.1%~4.7%之间。能够满足快速准确测定锡铅焊料中杂质元素的需要。
猜你喜欢
化工设计通讯(2022年10期)2022-12-31
河北师范大学学报(自然科学版)(2022年4期)2022-07-05
波谱学杂志(2022年2期)2022-06-14
化工设计通讯(2021年5期)2021-05-26
艺术品鉴(2020年6期)2020-12-06
科技风(2018年31期)2018-07-09
领导文萃(2017年6期)2017-03-24
航天制造技术(2017年6期)2017-02-05
中学生数理化·高一版(2016年7期)2016-12-07
有色金属材料与工程(2015年2期)2015-12-18
