内转塔单点系泊系统下塔体集成施工工艺
2021-08-17 11:28:44翟桂森王金源
船海工程 2021年4期
翟桂森,王金源
(海洋石油工程(青岛)有限公司,山东 青岛 266520)
内转塔单点系泊系统因适应水深范围交广、结构可靠性较高,已经有近20年的使用历史,但是关键技术并未公开[1]。南海某FPSO内转塔系泊系统是一套具有世界先进水平船体集成型(SIT)大型内转塔单点系泊系统,这是我国首次建造集成的世界上技术最复杂、集成精度最高的单点系泊系统之一,在世界范围内仅有4例应用,施工难度极高[2]。内转塔单点系泊系统总质量约为2 700 t,工作量是国内其他类型单点系统的3~4倍,分为下塔体、管汇平台和塔架3大部分,在陆地建造分别完成后吊装至船体月池内完成合拢集成。其中下塔体作为内转塔与船体的主要连接结构,能否完成精准就位时内转塔系泊系统集成施工的关键。本文以下塔体集成为研究对象,总结下塔体集成板的组对和焊接过程,阐述下塔体如何完成精准就位,重点介绍如何完成下塔体集成板的集成相关结构建造状态分析、组对前准备、组对施工和焊接过程控制方法。
1 下塔体集成结构概述
1.1 下塔体集成结构形式
内转塔单点系统的一个重要功能就是可以通过实现风向标效应,使FPSO在风荷载的作用下绕系泊和立管系统自由旋转,而环境荷载主要由下塔体部分负责转移消除。下塔体在结构中起到至关重要的作用,其结构质量约1 100 t,集成时使用大型浮吊吊装到船体17 m直径的月池中,吊装过程通过月池上部和内部导向结构辅助就位,通过底部3套支撑底座及千斤顶系统完成精准就位,最后同于预留结构完成连接,此连接结构称为集成板。
集成板作为内转塔单点系统和船体唯一一处连接结构,是集成施工的最重要、关键结构。
集成板厚度为50 mm,为高度994 mm、斜长1 050 mm的锥形结构,通过焊接形式完成连接。集成板为下塔体就位后安装,集成板的预留为下塔体顺利吊装至船体月池内就位预留了空间,集成板位置示意于图1。
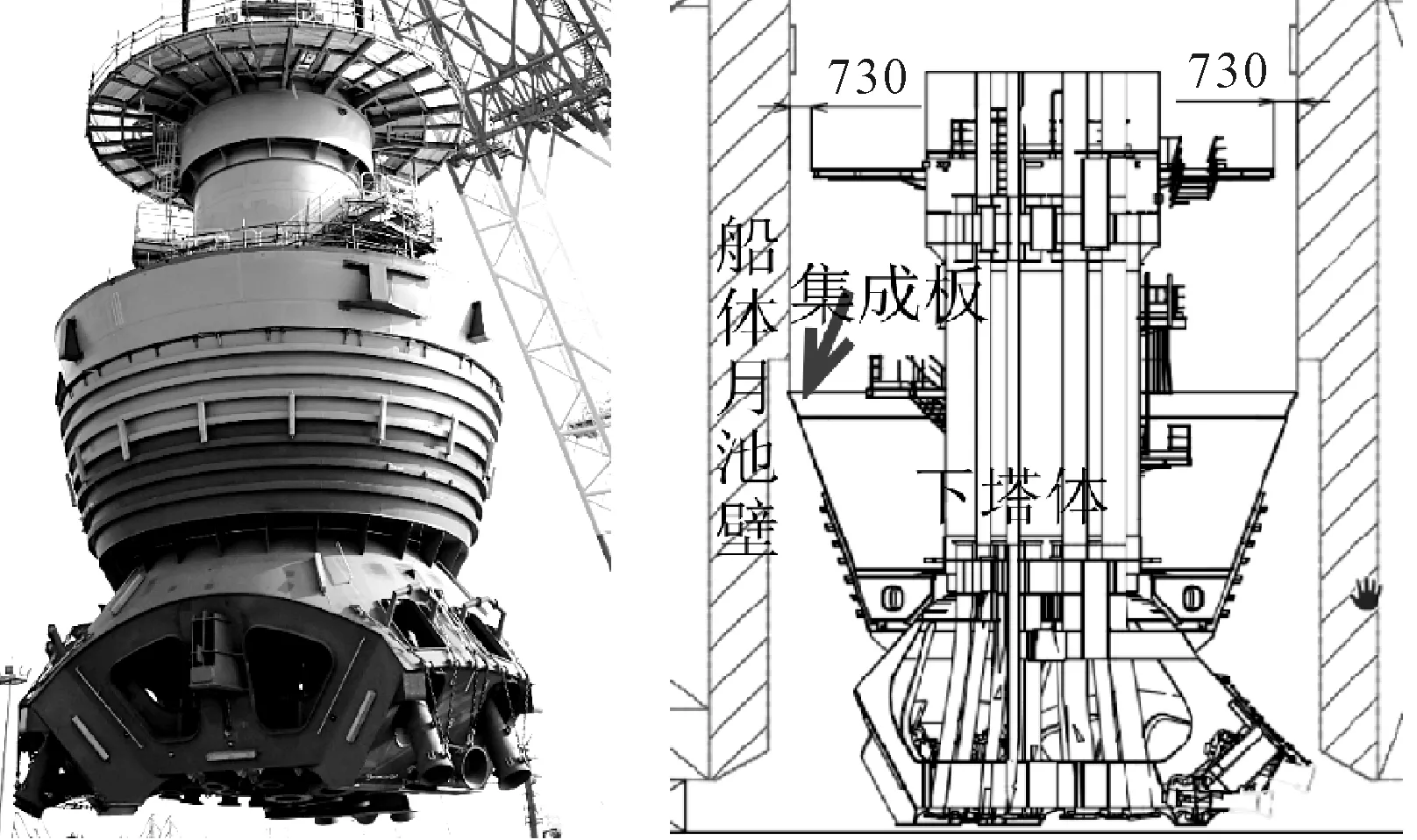
图1 下塔体结构及集成板位置示意
1.2 下塔体集成技术要求
了解和掌握集成相关各技术要求,可控制建造精度和降低集成难度。
1)下塔体和船体建造阶段。下塔体上表面对接口平整度为±5 mm,不圆度公差(直径)为±6 mm,周长公差为±8 mm。
船体月池对接口标高相对于船体龙骨平面的高度公差要求为±5 mm,平整度要求相对于船体龙骨平面为±2.5 mm,不圆度公差(直径)为±6 mm。
2)下塔体集成后。下塔体就位后主轴承旋转直径与月池同心度为±2.5 mm。
下塔体轴承铸件机加工表面相对船体龙骨地面的相对标高公差为±2.5 mm;
集成板与月池和下塔体对接错皮为±4 mm。
集成板底部端面周长公差为±8 mm,不圆度公差为±6 mm。
集成板顶部端面,周长公差为±10 mm,界面不圆度公差(直径)±12.5 mm。
2 下塔体集成板组对准备及组对
钢结构在建造过程均会出现误差,在大多情况下,误差均在可控制的允许范围之内,但对于多个结构组成整体时会出现误差累计后超出允许范围[3]。下塔体集成板即为连接下塔体和船体月池结构,而下塔体对接口、船体月池对接口和集成板建造误差直接影响集成板组对效率。
2.1 集成相关结构建造状态
2.1.1 下塔体对接口
下塔体对接口结构的厚度为25 mm,高度为4.7 m的锥形结构,上口径为约为16.3 m的锥形结构。
因其结构尺寸大,板材厚度较薄,建造过程极容易出现焊接变型,通过增加临时加强结构和严格按焊接程序进行控制。本项目在现场建造结束时在内侧增加4道加强环,但加强环并不是整圈且要求全熔透焊,出现了受力不均匀和焊接热收缩量大,虽然采取了增加补强结构和减低焊接速度,但最后还是出现椭圆度严重超差,半径最大超差处达到25 mm。
2.1.2 船体月池对接口
船体月池壁结构为厚度50 mm。直径17 m的圆形结构,与船体一起建造完成,建造过程做到了精准控制,不圆度公差控制在要求范围内。
为避免船体从船厂转移到集成场地出现变形,月池对接口建造过程预留了50 mm的余量,并在船体最终就位后进行重新尺寸测量和余量切割。余量切割时采用分段对称切割,避免连续切割热收缩后变形,切割后水平度和不圆度均满足公差要求。
2.1.3 集成板加工
集成板厚度为50 mm,根据设备加工能力和便于现场施工,集成板分为12等份。其椭圆度等精度受设备的能力影响,经过多次调整,公差均满足要求。
2.1.4 建造状态数据分析
集成相关结构建造数据中,仅下塔体对接口超差,且偏差较大,而月池对接口和集成板尺寸满足公差要求。如仍按理论的错皮、圆度和直线度等要求进行集成板组对,现场施工难度非常大。
2.1.5 施工准备
1)根据下塔体变形情况对集成板进行二次加工。
2)调整对接口坡口形式。
3)取消集成板安装后的不圆度和直线度控制,仅在施工后完成测量做记录。
2.2 集成板组对前准备
充分的准备工作可很大程度提升现场施工效率,减少施工过程中突发情况。根据集成相关结构建造数据和调整方案,进行集成板二次加工、集成板坡口调整和坡口重新切割等组对前的准备。
1)集成板二次机加工。通过对下塔体对接口偏差量计算出每块集成板需要的调整量,同时根据设备的加工能力,确定使每块集成板的实际调整量。受设备能力限制,集成板与下塔体对接口只能做到尽量接近。为确保调整后尺寸精度,使用数控切割PL8 mm的样板进行校核。
2)集成板坡口调整。原设计的坡口形式对于现场组对和变形后错皮调整等均无法完成,如图2a),根据坡口调整方案,将集成板上下对接口均进行了调整[4],形式如图2b)。其中集成板下口的坡口调整为根据下塔体对接口变形量的平均值和考虑坡口和过渡已在建造期间完成切割[5]。

图2 集成板坡口形式更改示意
3)坡口切割。集成板高度需要根据下塔体及时就位确定,集成板在加工阶段预留了50 mm的余量。集成阶段需要的切割坡口的位置为集成板上口坡口切割和下口坡口更改。
常规坡口切割为使用磁力小车,磁力小车仅能走直线,但是集成板坡口为椭圆弧型,因此常规磁力小车无法切割。如使用手工切割,切割质量无法保证,且效率很低。半自动焊接小车有柔性轨道,可匹配结构件弧度,现场将焊接小车改造为半自动切割小车,见图3。通过半自动化的切割,很大程度提高了切割精度和切割质量。

图3 改造后的切割小车
2.3 集成板组对
在各项准备工作完成后,集成板通过吊机逐块进行吊装和组对,见图4。

图4 集成板吊装组对现场
经对测量数据计算,下塔体对接口虽有局部最大偏下25 mm,平均半径比理论半径小4 mm,组对错皮公差要求为±4 mm,经过调整可实现集成板组对满足公差要求。
组对时优先组对超差最大点对侧的杆件,并往两侧对称逐块组对。在进行集成板组对时,先组对集成板上口,即组对与月池壁的对接口,然后组对与下塔体对接口,在组对过程对上下口偏差进行补偿调整。考虑下塔体对接口较理论尺寸偏小量,集成板下口较理论半径小2~3 mm。
2.4 组对检验
组对完成焊接前需进行检验,以确保组对尺寸控制准确,同时施工思路及现场实际与检验标准一致才能有利于推动现场施工。
因未制订统一定标准,在初期报检对集成板上口就位测量时,使用样板进行测量,但因月池壁直线度影响,无法测量。更改为用钢板尺从集成板往上顶,测量顶点与月池壁板边缘的距离,理论偏差4 mm以内即满足要求。
3 下塔体集成板焊接
钢结构在焊接过程,焊接变形和应力作为基本的力学相应将不可避免地产生,焊接变形会对焊接结构的精度、强度性能等产生很多影响,需要严格做好预防和控制[6]。
下塔体中重要的结构轴承铸件机加工表面相对船体龙骨地面的相对标高公差(±2.5 mm),同时集成板上口对接口板材厚度为50 mm,焊接量很大,如集成板在焊接过程不严格控制,会造成轴承面相对定位超差,严重时会导致整个系统无法正常工作。
合理的焊接程度、焊接顺序和关键过程控制能够有效控制焊接的负面影响,焊接程序是经过多年的积累和实验验证编制,现场可通过焊接顺序和关键过程控制达到焊接过程控制[7]。
3.1 焊接顺序
集成板焊道可根据结构位置分为3道焊道:12块集成板之间的焊道,为纵缝;集成板与月池对接缝,为上环缝;集成板与下塔体对接焊道,为下环缝。各焊道的焊接顺序为:纵缝→上环缝→下环缝,见图5。

图5 各焊道及焊接顺序示意
各焊道焊接要求如下:
1)纵缝焊接。12件集成板组对后共有12道纵缝,首先由6名焊工间隔焊接6条焊缝,即间隔一道焊缝焊接一道。然后4名焊工焊接4道焊缝(预留对称2道),最后由4名焊工焊接剩余2道焊缝,如图5中编号顺序。
2)上环缝焊接。上环缝对接杆件厚度均为50 mm,焊道长度约为53 m,采用分段退焊。为控制均匀变形,由8名焊工按顺序对称焊接,这8名焊工平均分布在焊缝圆周上,同时沿顺时针方向焊接,并在焊接过程监控焊接收缩量。对接坡口厚度比分别为1/3和2/3,焊接时先焊接2/3厚度一侧,完成打底和填充后,在1/3侧完成气刨、打底、填充和盖面,最后在完成2/3侧盖面。
3)下环缝焊接。在下环缝焊接前,需要移除下环缝的临时固定结构,以释放上环缝的焊接应力,然后将下环缝重新组对固定,并完成报检后进行焊接。下环缝焊接顺序与上环缝要求一致,由8名焊工均匀分布、分段退焊。下环缝最后焊接的原因为下塔体杆件厚度为25 mm,厚度较薄所以焊接应力较小。
3.2 焊接关键点控制
1)上环缝焊接过程监控,严格控制焊接收缩量。现场实际监控过程,按每隔1 m左右设置一个监控点,每完成两边焊接进行一次测量,可间隔点测量;但在完成打底、填充1/3、填充1/2、填充2/3和焊接完成等4个主要阶段后,需要全部测量。焊接测量的目的一是约束电焊工严格按焊接程序焊接,控制焊接速度;二是减少焊接收缩,控制热输入,避免产生大应力变形导致同心度超差。根据过程监控数据调整焊接速度和焊接参数,最大限度减少焊接收缩,最终测量焊接收缩量在2 mm左右,控制有效。
2)上环缝焊接应力释放。上环缝焊接接收后需要打开下环缝以释放焊接应力,但打开下环缝释放应力时,如果将直接将临时固定打开,集成板必然会在自身内应力和焊接应力的作用下发生变型,那么集成板与下塔体对接口需要重新组对,将大大增加施工工作量;而且,会因集成板厚度太厚而使调整工作量非常大。
现场通过在下环缝采用2个马排加钢楔块的形式进行应力释放和限制,详见图6,并综合考虑固定强度和焊接空间,临时固定间距在1 m左右,并根据实际结构变形量较大位置减小间距。2个马排限制最接结构错皮变化,且因马排间无连接固定,可在长度方向自有活动,从而实现应力释放,然后通过楔块完成错皮调整。为确保施工进度和精度,所有马排等辅助用料均由数控排版下料。

图6 应力释放结构
3)预热及防雨。预热原则上应采用电阻加热片。由于空间受限,如果整圈布置加热设备和加热片是不现实的,可接受使用火焰预热或辅助预热,为了减少总体热输入,最小预热温度不小于70 ℃。
使用火焰预热时,预热应在焊接操作开始侧的坡口对面进行,预热温度应在焊接侧测量,最大层间温度不超过250 ℃。
集成板位置上部为开放空间,且尺寸较大,在焊接过程需要提前做好防雨准备工作。现场采用在船甲板从船体向下塔体中间结构延伸覆盖帆布的形式,确保雨水不对集成板焊接造成影响。
4)环纵缝T型焊接接头处理。纵缝与上下环缝交叉处100 mm范围内,盖面焊接应磨平,并在环缝焊接完成后对此T型焊接接头位置打磨光滑,然后进行100%VI、MT和UT检验,确保焊接质量。
猜你喜欢
舰船科学技术(2022年19期)2022-11-26 12:50:38
中国科技纵横(2021年20期)2022-01-17 02:12:10
隧道建设(中英文)(2021年6期)2021-07-05 03:14:58
激光与红外(2021年3期)2021-04-07 12:22:06
造船技术(2020年2期)2020-05-18 06:53:28
造船技术(2020年2期)2020-05-18 06:53:22
昆钢科技(2020年6期)2020-03-29 06:39:32
石油工程建设(2019年2期)2019-05-11 07:36:20
工业设计(2016年7期)2016-05-04 04:01:49
中国海上油气(2015年3期)2015-07-01 16:31:53