弥补内燃机车轴箱拉杆安装侧向间隙的研究
2021-08-13 08:56冉永上
商品与质量 2021年30期
冉永上
河北港口集团秦皇岛港股份有限公司铁路运输分公司 河北秦皇岛 066000
内燃机车轴箱拉杆安装中,拉杆梯形心轴分别落座于轴箱梯形槽和构架梯形槽内,梯形斜度为1:10。紧固后,心轴与梯形槽底面的间隙应保持2-5mm,以保证拉缸经多次拆检后斜面仍能保持良好接触,不致使紧固螺栓受剪切力作用,保证机车制动力、牵引力的有效传递。
然而机车的长期使用和检修,轴箱拉杆心轴安装梯形座槽发生纵向扩大。按照该梯形槽斜度1:10计算,每扩大1mm,则心轴安装深度下沉10mm,极易造成心轴底部触底,超出安装标准范围。据调查,我段运行超10年的机车中有超70%的机车出现梯形座槽扩大问题,心轴与梯形槽配合安装也存在超限问题。心轴超限安装,造成紧固螺栓受横向纵向剪切力交变力冲击而失效,发生连杆松脱,牵引制动力传递机构和轮对束缚机构解体,造成脱轨掉道重大机损事故。
1 工艺流程
本检修工艺流程,分为测量取值、配垫计算、垫片选配、安装和检验四个环节,并严格遵守内燃机车大修标准。测量取值为对拉杆心轴底宽度和梯形槽底高2mm、5mm槽宽。配垫计算为将相应数值代入专用计算公式,算出所需垫片的厚度范围。垫片选配为利用垫片配出相应厚度的垫片。安装和检验为将垫片配入梯形槽内,打入轴向拉杆心轴,并检验心轴与梯形槽底面间隙。
2 专用弥补垫片设计
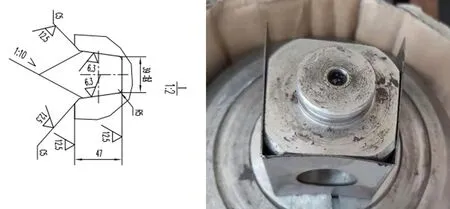
专用垫片设计采用不锈钢材质,其具有质地硬、耐压缩、耐锈蚀等特点,广泛应用于机车的各类调整垫片制作。为了使垫片能够适应不同口径梯形槽,垫片按照拉杆心轴形状设计,斜度为1:10,规格为0.1mm、0.3mm、0.5mm、0.7mm4种厚度。安装时,将垫片卡于心轴上,并与底部贴合。如下图所示:
3 配垫公式设计
由拉杆梯形心轴制造可知,心轴圆柱体切削而成,加工顶面、地面以及侧面,侧边斜度为1:10。由于制造时心轴四角均有倒角,心轴底角与底面有一定高度。如计算心轴与梯形轴配合,且底面间隙为2-5mm。则可设心轴底棱角宽为a,心轴底角距底面高为常数h,梯形槽底高2mm处宽为b,梯形槽底高5mm处宽为B,调整垫片厚&,可得:
(1)当心轴与梯形槽底面间隙为2mm时:&1=b-(a-0.2h)
(2)当心轴与梯形槽底面间隙为5mm时:&2=B-(a-0.2h)
则&为&1至&2之间的范围值。同时,由于&随底面间隙升高而升高,按梯形斜度1:10,则&2-&1=B-b=(5-2)/10=0.3,可得&2=0.3+&1。
则&为&1至&1+0.3之间的范围值。
4 检修工艺设计
(1)检查梯形槽槽口,清除表面污物。
(2)分别在梯形槽底面高度2mm处、5mm处做标记,并用卡尺测量两处高度B、b。
(3)用卡尺测量轴箱拉杆梯形心轴底棱宽度a,测量底棱距底面垂直距离h。
(4)将测量数值代入配垫公式&1=b-(a-0.2h)、&2=&1+0.3,得出垫片厚度范围&。
(5)选择专用垫片,配出在&范围内的厚度。
(6)将选好垫片放入梯形槽口,将心轴打入槽口,并安装紧固螺栓。
(7)安装完成后,检验心轴与梯形槽底面间隙。检验合格后,填写记录,并捆绑防缓钢丝。
5 实际应用
2019年对此补偿工艺进行试运行,应用到内燃机车检修中,并对相关数据进行记录。数据如表1所示:
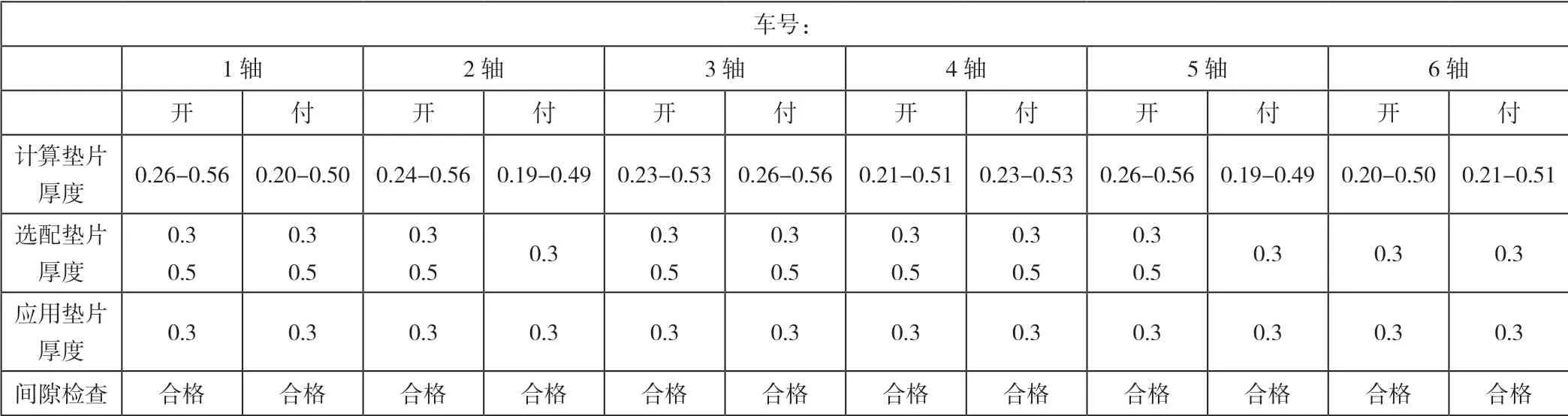
表1 机车轴向拉杆安装配垫记录
在安装完成后,经检验专用弥补垫片与槽口、心轴贴合紧密,机车运行中未发现连接部位有异响、松动、变形等问题。并且对该机车轴箱拉杆进行为期一年的跟踪观察,该机车轴箱拉杆安装螺栓连接牢固,垫片未有变形、窜出,轴箱拉杆心轴与梯形配合紧密,局部侧向间隙与底面间隙均符合相关标准要求,该补偿检修工艺取得良好效果。
猜你喜欢
建筑机械化(2022年10期)2022-10-19
福州大学学报(自然科学版)(2022年3期)2022-08-30
舰船科学技术(2022年11期)2022-07-15
中国船检(2021年8期)2021-09-08
北京化工大学学报(自然科学版)(2021年2期)2021-05-12
科技视界(2019年11期)2019-06-20
汽车实用技术(2019年3期)2019-03-05
下一代英才(2018年4期)2018-05-21
科学与财富(2018年9期)2018-05-14
商周刊(2016年22期)2017-09-30