
高砷铅阳极泥常压碱浸脱砷试验研究
2021-08-04 06:41:36喻小强徐家聪温盛汇
湿法冶金 2021年4期
喻小强,徐家聪,易 勤,温盛汇,田 磊
(江西理工大学 绿色冶金与过程强化研究所,江西 赣州 341000)
铅和砷的物理化学性质相似,大多数铅矿石中都含有少量砷[1-3]。炼铅过程中,绝大部分杂质成分会进入阳极泥,其中包含金、银、砷、锑等[4-8]。铅阳极泥中的砷难以富集分离,所以从铅阳极泥中回收有价金属时须预脱砷。
目前,从铅阳极泥中脱除砷已有许多研究[9-22]。如采用水洗—脱砷—酸浸—蒸发结晶工艺[16]处理高砷高锡铅阳极泥,砷脱除率可达96.49%;采用碱性焙烧—热水浸出工艺[17]处理高砷高锡铅阳极泥,适宜条件下,砷脱除率达97.48%,锡回收率98.58%,铅、铜回收率均超过99.5%。
试验研究了常压下对高砷铅阳极泥用NaOH浸出脱砷,确定了适宜浸出条件,以期对工业处理高砷铅阳极泥提供参考。
1 试验部分
1.1 试验原料、试剂与设备
高砷铅阳极泥:取自河南某铅冶炼厂,主要成分见表1,XRD分析结果如图1所示。

图1 铅阳极泥的XRD分析结果

表1 高砷铅阳极泥元素分析结果 %
由表1、图1看出:高砷铅阳极泥的主要元素为Pb、As、Sb,其主要存在形式为Pb3O4、As2O3、Sb2O3和NaSbO3。SEM、EDS分析结果(图2)表明,铅阳极泥呈团聚状,元素分布均匀。

图2 高砷铅阳极泥的SEM(a)、EDS(b)分析结果
试验试剂:NaOH(≥96.0%,分析纯),H2O2(31.0%,高级纯)。试验用水皆为高纯水(电阻率为18.25 MΩ·cm)。
试验设备:DF-101F集热式恒温加热磁力搅拌器(邦西仪器科技有限公司)。
1.2 试验原理与方法
由于NaAs(OH)6较NaAs(OH)4更易于溶解于碱性溶液中,而NaSb(OH)6较NaSb(OH)4溶解度更低,所以先用氧化剂将As和Sb氧化成高价态。相比于O2等氧化剂,H2O2的氧化效果更好,且绿色环保。
阳极泥中,As以As2O3形式存在,Sb主要以氧化物形式存在,碱浸过程中发生如下反应:

(1)
(2)
NaAs(OH)6进入浸出液,而NaSb(OH)6不溶于NaOH溶液进入浸出渣;Pb3O4不溶于水,也几乎不与NaOH反应留在渣中。
称取一定质量高砷铅阳极泥,加入到500 mL烧杯中,加入一定量NaOH溶液。用保鲜膜密封烧杯,放入DF-101S集热式恒温加热磁力搅拌器中水浴加热,控制适当温度并搅拌。反应一定时间后冷却,抽滤。滤渣采用电感耦合等离子体发射光谱法测定砷、锑、铅含量,按式(3)各元素计算浸出率:
(3)
式中:η—元素浸出率,%;ρ1—浸出液中As、Sb、Pb离子质量浓度,g/L;V1—浸出液体积,mL;m0—阳极泥质量,g;x0—As、Sb、Pb元素在阳极泥中的质量分数,%。
2 试验结果与讨论
2.1 浸出温度对As、Pb、Sb浸出率的影响
高砷铅阳极泥质量50 g,H2O2添加量10 mL,NaOH质量浓度80 g/L,液固体积质量比4 mL/1 g,浸出时间90 min,搅拌速度400 r/min,浸出温度对As、Pb、Sb浸出率的影响试验结果如图3所示。

图3 浸出温度对As、Pb、Sb浸出率的影响
由图3看出:As浸出率随温度升高而提高;90 ℃时,As浸出率提高到94.98%;随温度升高,Pb、Sb浸出率均很低且变化不明显。综合考虑,确定浸出温度以90 ℃为宜。
2.2 H2O2添加量对As、Pb、Sb浸出率的影响
高砷铅阳极泥质量50 g,浸出温度90 ℃,NaOH质量浓度80 g/L,液固体积质量比4 mL/1 g,浸出时间90 min,搅拌速度400 r/min,H2O2添加量对As、Pb、Sb浸出率的影响试验结果如图4所示。可以看出:As浸出率随H2O2添加量增加而提高;H2O2添加量为10 mL时,As浸出率达94.98%,之后趋于稳定;随H2O2添加量增加,Pb浸出率有所提高,Sb浸出率有所降低,但总体上Pb、Sb浸出率均变化不大。综合考虑,H2O2添加量以10 mL为宜。
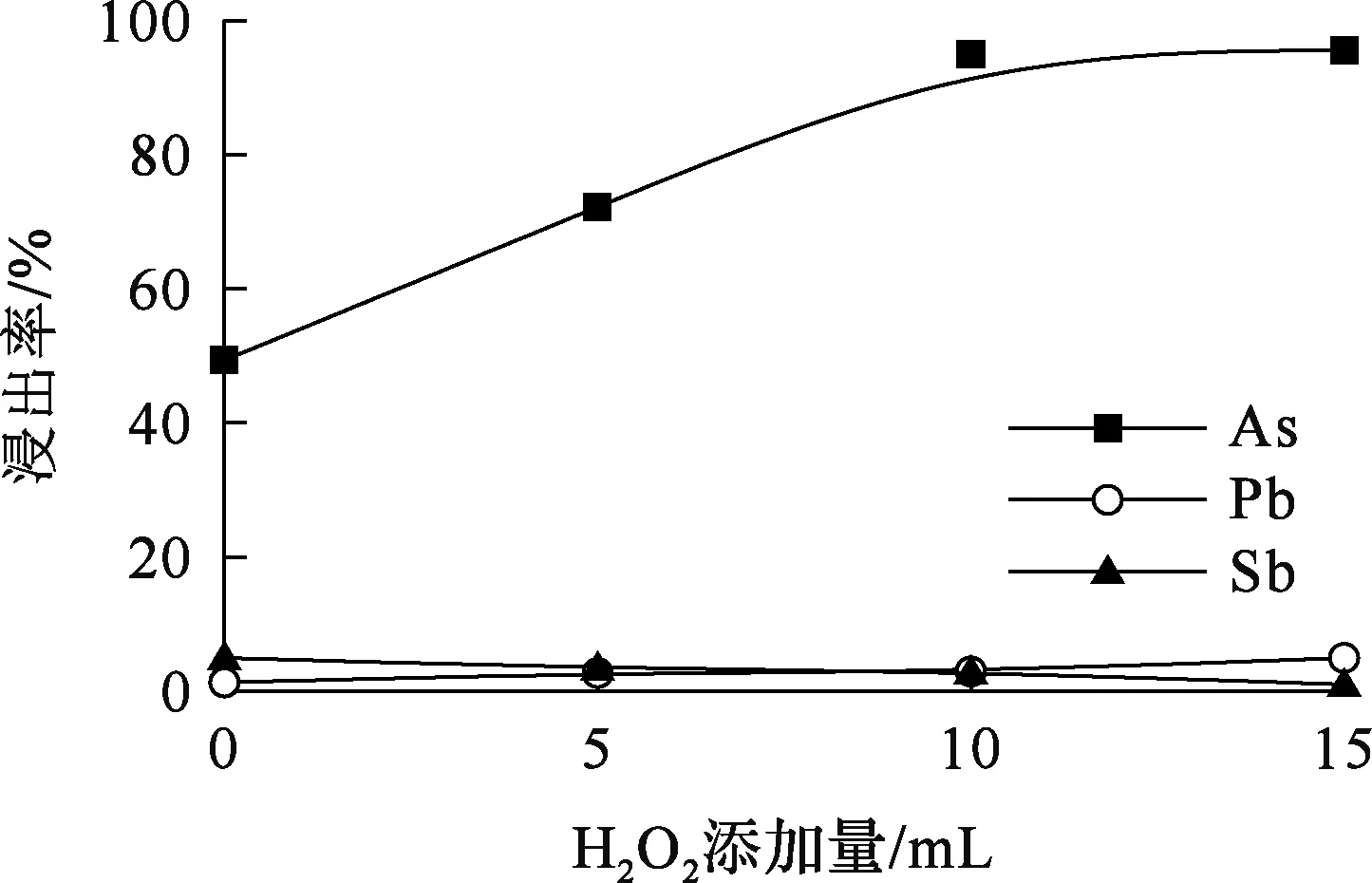
图4 H2O2添加量对As、Pb、Sb浸出率的影响
2.3 NaOH质量浓度对As、Pb、Sb浸出率的影响
高砷铅阳极泥质量50 g,浸出温度90 ℃,H2O2添加量10 mL,液固体积质量比4 mL/1 g,浸出时间90 min,搅拌速度400 r/min,NaOH质量浓度对As、Pb、Sb浸出率的影响结果如图5所示。

图5 NaOH质量浓度对As、Pb、Sb浸出率的影响
由图5看出:随NaOH质量浓度升高,As浸出率提高,NaOH质量浓度为80 g/L时,As浸出率达最大,之后趋于稳定;随NaOH质量浓度升高,Pb、Sb浸出率也略有提高,但总体提高幅度不大,仅为2.91%和2.85%。综合考虑,确定NaOH质量浓度以80 g/L为宜。
2.4 液固体积质量比对As、Pb、Sb浸出率的影响
高砷铅阳极泥质量50 g,温度90 ℃,H2O2添加量10 mL,NaOH质量浓度80 g/L,浸出时间90 min,搅拌速度400 r/min,液固体积质量比对As、Pb、Sb浸出率的影响试验结果如图6所示。可以看出:随液固体积质量比增大,As浸出率提高效果明显,液固体积质量比为4 mL/1 g时,As浸出率在94%以上且相对稳定;Pb、Sb浸出率总体维持在3%以下。综合考虑,确定液固体积质量比以4 mL/1 g为宜。

图6 液固体积质量比对As、Pb、Sb浸出率的影响
2.5 浸出时间对As、Pb、Sb浸出率的影响
高砷铅阳极泥质量50 g,浸出温度90 ℃,H2O2添加量10 mL,NaOH质量浓度80 g/L,液固体积质量比4 mL/1 g,搅拌速度400 r/min,浸出时间对As、Pb、Sb浸出率的影响试验结果如图7所示。
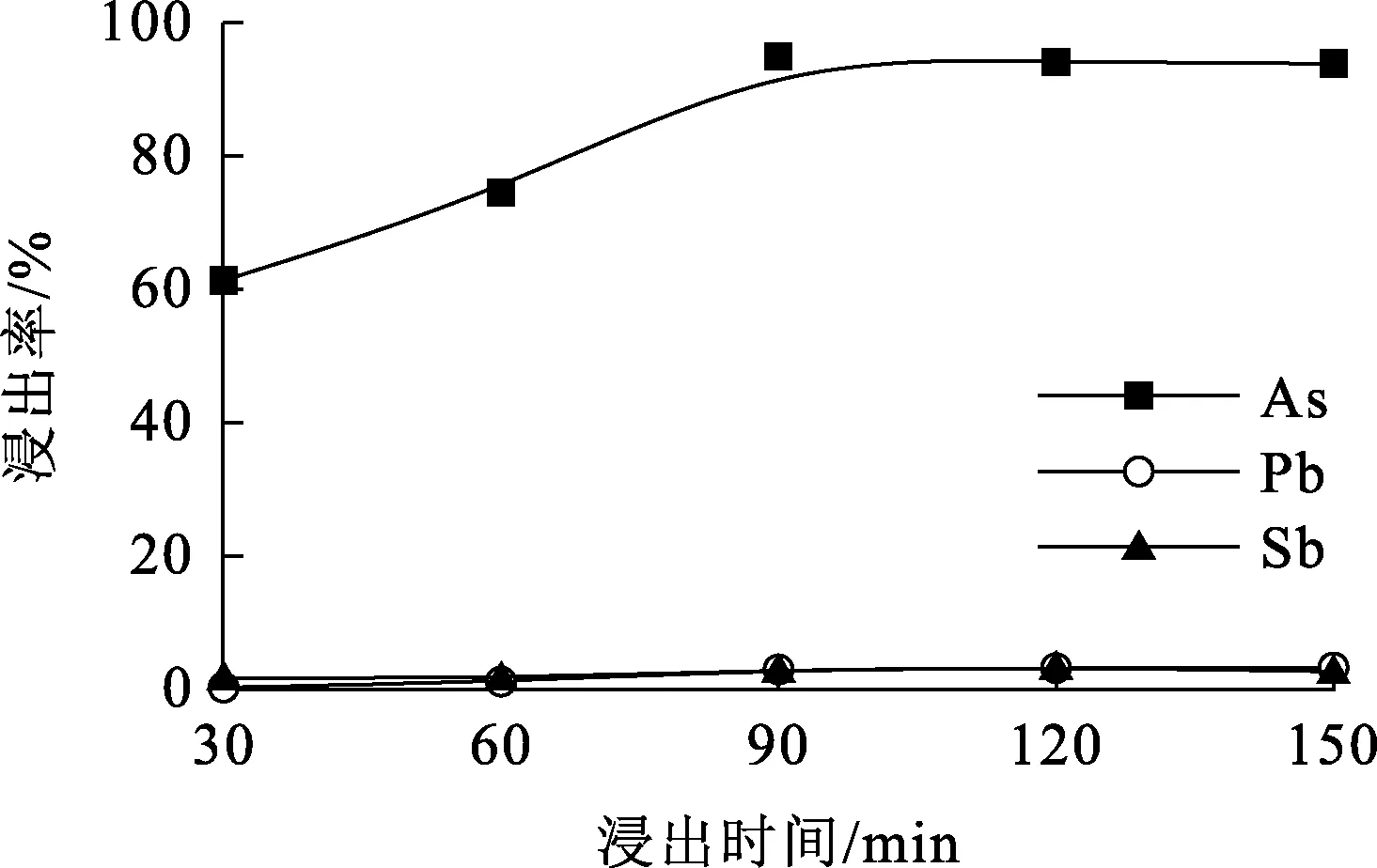
图7 浸出时间对As、Pb、Sb浸出率的影响
由图7看出:As浸出率随浸出时间延长而提高,反应90 min时,As浸出率为94.98%,Pb、Sb浸出率分别为2.91%和2.85%,之后都趋于稳定。综合考虑,确定浸出时间以90 min为宜。
2.6 浸出渣的物相分析
高砷铅阳极泥中的砷经碱浸后进入浸出液,而绝大部分铅、锑相则进入浸出渣。浸出不同时间后碱浸渣的XRD图谱如图8所示。

图8 浸出不同时间后碱浸渣的XRD图谱
由图8看出:浸出20 min,As2O3转化为Na3AsO4·10H2O;随浸出进行,Na3AsO4·10H2O逐渐消失,最终留下的是NaSb(OH)6和Pb3O4。Sb主要以NaSb(OH)6形式存在于渣中,Pb依然以Pb3O4存在,未参与反应。
碱浸渣的SEM、EDS分析结果如图9所示。
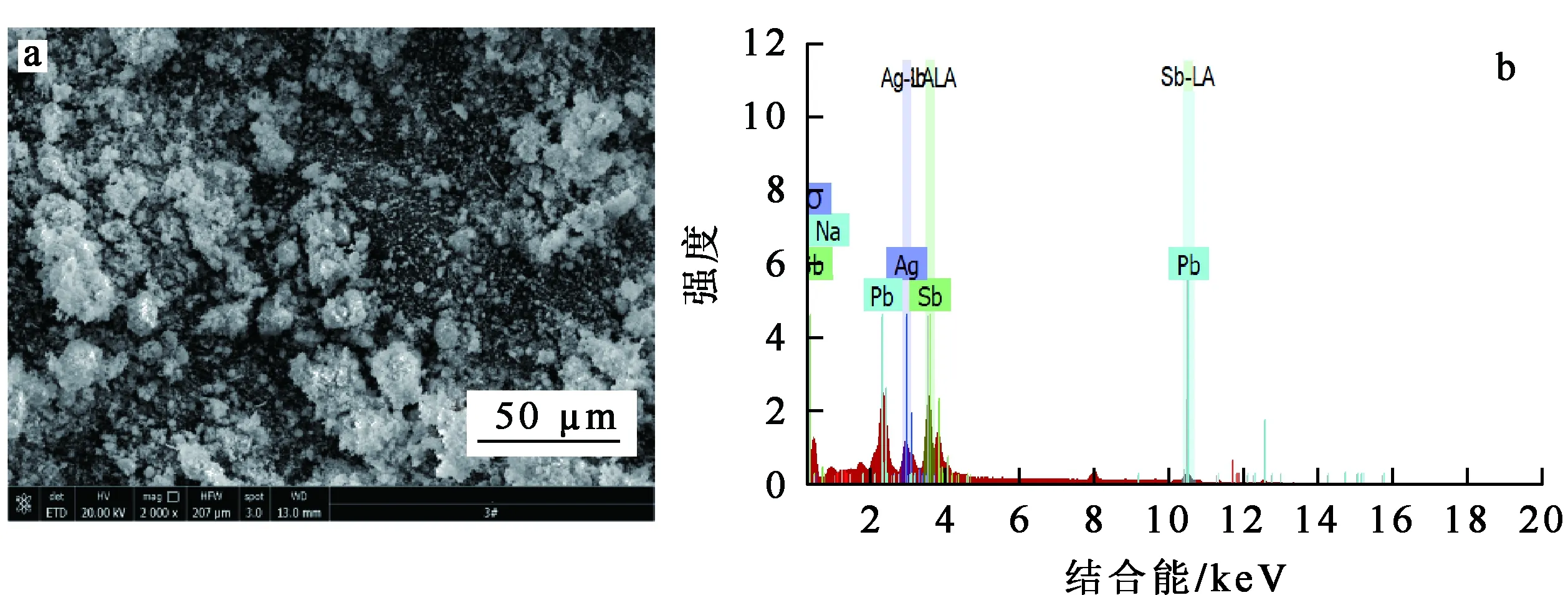
图9 碱浸渣的SEM(a)、EDS(b)分析结果
由图9看出:碱浸渣颗粒部分呈无规则状蓬松团聚,主要元素为Na、Sb和O,As的峰值很弱,表明通过碱浸,大部分As已被分离。
3 结论
采用氢氧化钠溶液氧化浸出法从高砷铅阳极泥中脱除砷是可行的,砷在碱浸的过程中以可溶性Na3AsO4形式进入浸出液,而铅、锑基本留在浸出渣中。适宜条件下,砷脱除率达94.98%,脱砷效果较好。
猜你喜欢
中学生博览(2023年23期)2023-03-06 20:49:30
趣味(数学)(2021年9期)2022-01-19 03:15:34
湖南有色金属(2020年6期)2020-12-28 07:04:16
生物学通报(2020年10期)2020-08-13 08:52:36
天然气与石油(2018年5期)2018-11-06 07:33:58
中国有色冶金(2018年5期)2018-10-25 01:11:22
中国洗涤用品工业(2016年2期)2016-02-28 19:03:19
中国资源综合利用(2016年6期)2016-01-22 07:28:53
中国资源综合利用(2016年3期)2016-01-22 07:28:18
铜业工程(2015年4期)2015-12-29 02:48:41
